
一种简易积放链吊具扶正轨应用
2019-11-22 08:29:20魏阳何琪刘晓锋
汽车实用技术 2019年21期
魏阳,何琪,刘晓锋
一种简易积放链吊具扶正轨应用
魏阳,何琪,刘晓锋
(陕西重型汽车有限公司车身厂,陕西 西安 710200)
文章对我厂焊装车间升降机与积放链交接白车身时,积放链吊具的定位方式进行了总结,并针对我厂目前在用的积放链吊具设计了一种经济可行的扶正轨道,降低升降机与积放链吊具交接白车身时存在的位置偏差,提高交接稳定性。
白车身;积放链吊具;定位;扶正轨
前言
积放链是一种自动化程度较高的物流输送设备,经过多年发展,技术成熟,稳定性好,承载能力强,空间利用率较高,在汽车生产行业应用较为广泛。目前我厂在用积放链主要用于白车身从焊装车间到涂装车间的排序、转运及空中积放储存。
白车身在焊装车间精整线完成最后一道作业内容后,通过精整线线尾升降机与积放链吊具进行自动交接,积放链吊具在升降机工位定位的准确性直接影响白车身交接的稳定性。近年来,随着我厂焊装车间新项目建设,积放链吊具的定位方式发生了数次改变,复杂程度逐步降低,可靠性却得到了提高。
1 我厂积放链吊具交接白车身方案发展
我厂一期投用的积放链吊具通过圆管拼焊而成,吊具取件抓臂采用铰接形式。吊具在积放链牵引链条的驱动下运行至升降机工位,在辅助气缸的作用下打开铰接臂,升降机托运白车身上升到位后,辅助气缸缩回,吊具铰接臂在自重作下合拢,升降机下降,白车身落实在吊具上,完成交接。这种形式的吊具结构相对复杂,且受结构所限,驱动吊具打开的辅助气缸连杆机构力臂短,易磨损,吊具打开不到位现象时有发生,故障率较高。
为提高白车身交接的可靠性,我厂在随后的二期项目建设中,虽然沿用原吊具,但对交接过程进行了优化,即白车身交接时,吊具无须打开,升降机滚床托运滑撬及白车身共同上升到位后,吊具保持关闭状态穿行至滑撬下方,升降机下降,将白车身停放在吊具支腿上完成交接。该方案避免了吊具在打开及关闭过程中可能引发的故障,降低了机构的复杂性,但吊具穿行时,左右方向摆动量较难控制,加之个别吊具因变形等原因重心偏移,歪斜严重,使得吊具与滑撬碰撞风险增大,白车身在吊具上的准确定位也难以保证。

图1 吊具打开取件

图2 吊具关闭状态穿行取件
随着我公司产品更新换代,为提升积放链吊具对不同车型的兼容性,降低后期改造成本,在2018年新生产线建设中,我厂对所有吊具进行了更换。新的吊具采用120mm×80mm矩形方管,通过焊接及螺纹连接构成刚性框架结构,取消了原铰接结构,使吊具稳定性和一致性显著提高,并在升降机工位安装扶正轨对吊具进行导向。但原设计中扶正轨为左右方向两段导向角钢,吊具进入升降机工位时,依靠角钢与吊具方管滑动摩擦限制吊具左右方向位置,该扶正方式虽然达到了定位吊具的作用,但滑动摩擦阻力大,若吊具与角钢轨道之间长期摩擦,接触部位容易产生磨损,后期将会产生较大维护成本。
2 简易扶正轨设计
针对上述情况,我们设计出了一种简易的扶正轨道,通过滑动摩擦替代滚动摩擦,以确保设备长期稳定使用。
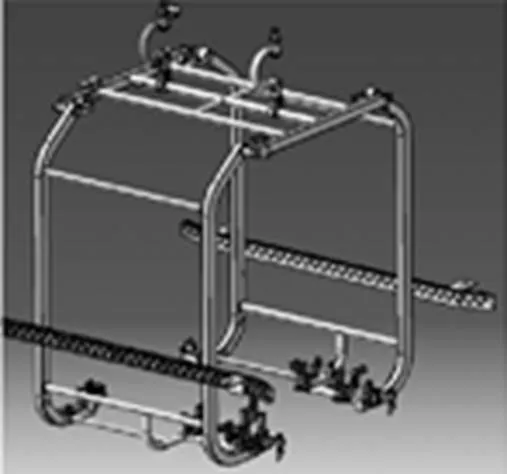
图3 扶正轨定位吊具
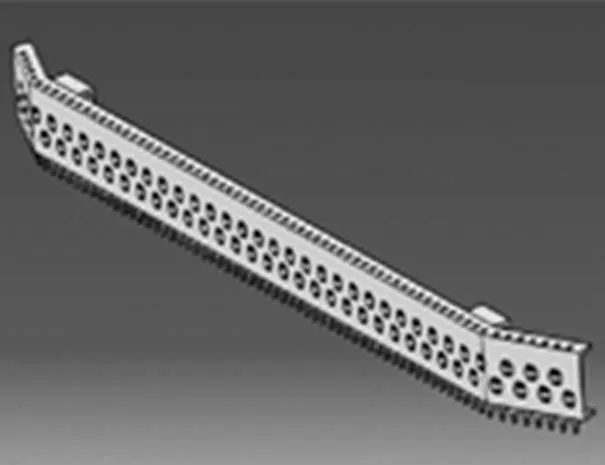
图4 带导向轮的扶正轨
2.1 导向轮的选择及安装
根据吊具质量及其进入升降机工位的速度(也即牵引链运行速度),选型标准件深沟球轴承6304为导向轮,选用14a槽钢为导向轮支架。通过隔套约束轴承导向轮轮轴向位置(隔套靠近槽钢腰板侧需加工切口避开槽钢内侧圆角)。安装时,销轴从槽钢大孔端插入,依次穿入隔套1、轴承、隔套2,并在小孔端用螺母锁紧。

图5 导向轮安装示意图

图6 导向轮安装俯视图
2.2 导向轮的分布
我厂新吊具管梁抓臂采用120×80mm矩形管,要保证吊具在行进过程中平稳无冲击,须满足在任意时刻至少有2组导向轮与管梁在宽度方向接触,这样才能通过两条接触线构成一个平面,在设计中,将相邻轴承导向轮轴向位置相互错开,一方面提高轴承导向轮分布密度,另一方面也降低了槽钢支架上直槽切口对其自身强度的削弱。

图7 两组导向轮与吊具管梁接触同时
3 结论
该扶正轨方案在我厂新吊具上应用后,吊具导入过程平稳,定位准确,有效回避了以往定位方式的缺点,且方案简单,成本低,实用性较强。
[1] 胡国军.机械制图.第二版,[M]浙江大学出版社.
[2] 成大先.机械设计手册.第六版,[M]化学工业出版社.
[3] 周海辉.积放式悬挂输送机安全链节数分析[J]大众汽车.2015年 3月,第3期.
Application of a simple accumulation chain hanger to straighten the rail
Wei Yang, He Qi, Liu Xiaofeng
( Shaanxi heavy truck Co., Ltd. Body Factory, Shaanxi Xi'an 710200 )
The paper summarizes the positioning methods when the car bodies are handed over from the elevator to the power & free conveyer,and an economically feasible righting rail is designed and successfully used in our factory,which reduces the positional deviation when the car bodies are handed over,improving the handover stability.
Body-in-white; Power & free conveyer; Position; Righting rail
A
U466
A
1671-7988(2019)21-123-02
魏阳,就职于陕西重型汽车有限公司车身厂。
CLC NO.:U466
10.16638/j.cnki.1671-7988.2019.21.043
1671-7988(2019)21-123-02
猜你喜欢
起重运输机械(2021年21期)2021-11-24 08:24:34
装备制造技术(2020年9期)2021-01-26 00:15:18
中国特种设备安全(2019年4期)2019-05-20 09:56:10
好孩子画报(2019年10期)2019-01-10 02:15:30
中国特种设备安全(2018年10期)2018-12-18 02:17:02
铁道通信信号(2018年8期)2018-11-10 05:15:50
专用汽车(2018年10期)2018-11-02 05:32:34
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10 02:39:14
凿岩机械气动工具(2016年3期)2016-03-01 04:00:21
工程建设与设计(2016年1期)2016-02-27 10:50:18
