
五轴跟随加工与Vericut 仿真
2019-11-19 06:24张家平达州职业技术学院
数码世界 2019年11期
张家平 达州职业技术学院
具有RTCP(Rotated Tool Centre Point,旋转刀具中心点)、RPCP(Rotated Part Center Point,旋转零件中心点)跟随功能的五轴机床,通过数控系统的跟随补偿插补运算,使得刀具刀位点能始终自动跟随加工坐标的变化,从而使得加工程序的编制以及工件的加工等工艺环节都可以大为简化,能更有效地完成异形复杂工件的加工,是加工工艺性能良好的五轴机床,也是五轴机床今后发展的方向。然而,因相关资料的缺乏零散,加之因五轴机床技术的复杂而不敢贸然操机研习,因此无论是编程员还是操机员,特别是初学者,对于该功能的理解与掌握均多有不足,从而限制了对该功能的实际应用。为此,特对该功能做一说明,并通过Vericut 数控加工仿真软件仿真两个实例,以便人们能较快理解与掌握,提高机床使用效能。
一、五轴RTCP、RPCP 功能
由于五轴机床结构的限制,其刀具的刀位点p 与刀具的旋转中心点o,如图1 所示,或刀具的刀位点p 与工件的旋转中心点o,如图2 所示,两者之间都有一段距离l,称为摆长,由枢轴距离M 和刀长L组成。
图1 双摆头摆长
图2 双转台摆长
由于摆长的存在,使得刀具或工件在旋转进给时其刀位点p 将偏离程序所给定的坐标值,如图3、4 所示。

图3 双摆头刀具偏离
图4 双转台刀具偏离
为克服此问题,一是根据摆长重新计算并指定刀位点坐标值,二是由机床数控系统予以补偿所偏离的坐标值。前一种方法对数控系统要求较低,但编程计算复杂麻烦,同时,不同的机床和刀具使得其摆长不一样,所以程序适应性差。另外,工件的安装位置也要按程序的要求进行,因此其安装要求很高。后一种方法虽然对数控系统要求高些,但编程计算简单,不必考虑摆长的影响,程序的通用性强,同时,也不必考虑工件安装位置的影响,工件的安装要求低,因而现在的较为高端一些的数控机床普遍采用了后一种方法,即机床数控系统补偿的方法,使刀位点跟随偏离的坐标,从而消除克服坐标偏离问题。
实际应用中,根据机床型式的不同,其机床数控系统补偿的方式也有所不同,如双摆头型是保持刀位点p 固定而刀具旋转中心o 点移动,这称为RTCP 型跟随补偿,如图5 所示。双转台型是移动刀具使刀位点p 保持其坐标值,这称为RPCP 型跟随补偿,如图6 所示。台摆型是应用了两种补偿方式来保持刀位点位置。
图5 RTCP 补偿

图6 RPCP 补偿
二、五轴RTCP、RPCP 仿真
应用Vericut 仿真软件可以很逼真地模拟机床的RTCP、RPCP跟随补偿功能,这对于该功能的熟识与掌握,以及在以后的编程、操机等过程中都具有非常积极的意义。Vericut 仿真软件是美国CGTECH 公司的产品,是目前应用较多的数控加工仿真软件。
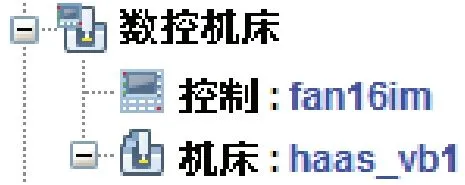
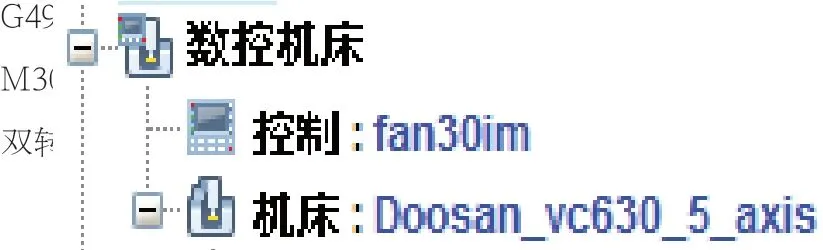
仿真时要先向项目树内调入并配置好机床控制文件[3],以使机床配置具有RTCP 或RPCP 功能,如图7、8 所示。其中G43.4、M150 分别是RTCP、RPCP 开启指令,后面程序中G49、M151[1](254-282)分别是RTCP、RPCP 关闭指令。开启和关闭指令的设置值分别是1 和0 以及-On 和-Off。然后调入相

图7 RTCP 配置

图8 RPCP 配置
应的机床、刀具、数控程序等文件,再设置好G 代码偏置,重置模型后即可进行仿真。加工如图9、10所示工件,其机床和部分程序如下。
双摆头RTCP 铣圆:
T01 M06
M03 S1000

图9 RTCP 铣圆

图10 RPCP 钻孔
G43.4 G00 X0 Y720 Z460 B45 C102 H01 (RTCP 开启)
G68 X0 Y720 Z440 I1 J0 K0 R-45
G68 X0 Y0 Z0 I0 J1 K0 R-8
X120 Y0 Z10
G01 Z-4 F100
G02 I-120
G00 Z300
G69
……
T01 M06
M03 S1000
M150 (RPCP 开启)
G43 G00 X90 Y-90 Z170 A-60 C225 H01
G68 X81 Y-81 Z177 I0 J0 K1 R45
G68 X0 Y0 Z0 I1 J0 K0 R60
X0 Y0 Z10
G81 Z-30 R10 F100
G80
G69
……
M151 (RPCP 关闭)
M30
三、结束语
具有RTCP、RPCP 跟随补偿功能的五轴机床,使得机床在执行刀具或工件旋转指令时,刀具刀位点能自动跟踪到编程坐标值,因而编程时与三轴、四轴机床一样,不必考虑机床枢轴距离,也不必考虑刀具的长度,工件在机床上的位置也可以任意,因此编程简单,程序适应性强。通过Vericut 仿真,不仅能直观理解和掌握RTCP、RPCP跟随补偿功能,也能检查程序的正确性,从而使五轴机床的RTCP、RPCP 跟随补偿功能得以充分应用,以发挥出高端五轴的工艺效能。
猜你喜欢
模具制造(2022年3期)2022-04-20
智能制造(2021年4期)2021-11-04
模具制造(2021年6期)2021-08-06
装备维修技术(2020年10期)2020-11-19
汽车零部件(2019年7期)2019-08-16
山东工业技术(2016年15期)2016-12-01
发明与创新(2016年5期)2016-08-21
智能制造(2015年5期)2015-05-29
短篇小说(原创版)(2010年7期)2010-06-28
小小说月刊(2010年9期)2010-05-14
