
口红生产线改造项目中ABB机器人与西门子PLC之间的通信系统设计
2019-11-19 06:24陈星达薛蓉蓉扬州工业职业技术学院
数码世界 2019年11期
陈星达 薛蓉蓉 扬州工业职业技术学院
智能制造是信息化与工业化深度融合的表现,他是全球制造业变革的重要方向。目前各个国家都发布了相关的支持政策。例如,美国的“再工业化”计划、德国的“工业4.0”计划、日本的“新机器人战略”计划等。
在国家政策推动,制造业技术转型升级等背景下,中国智能制造产业发展迅速,已逐渐成为制造业的主要驱动力之一。江苏省为了加快推动互联网、大数据、人工智能和实体经济的深度融合,推进工业经济高质量发展。目标到2020 年,全省建成1000 家智能车间,创建50 家左右省级智能制造示范工厂,试点创建10 家左右省级智能制造示范区。
本次项目针对厂方口红生产线的生产速度过慢、口红质量较低等问题进行了改造。口红生产由七大重要工序组成:按单领料、加热灌装、模具冷却、铲模开模、拔模入库、擦模盒盖、退料作业。原始生产线中每道工序都需要人工参与,这种缺乏现代科技智能的生产线拥有很多弊端:耗时长、花费大等,其中急需改进的问题是无法实现无菌生产。
从发展角度看,把铲模开模、拔模入库、擦模盒盖三道工序整合为一道口红包装生产线。改造过程中,这一道生产线是依靠ABB 机器人和西门子PLC 之间相互合作来完成的,这意味着两套设备之间的信号沟通必须及时可靠。本次设计便是对机器人与PLC 之间的通信系统进行设计改良,使两者能够更好的进行数据传输,同时实现PC 对机器人和PLC的远程监控,最终达到安全生产的目的。
1 系统总体结构
在本次口红包装生产线改造中,生产线的硬件主要由计算机、西门子PLC-1200、ABB 机器人IRB-120、各类传感器、其他执行器等组成。
PLC 模块和ABB 机器人是整个包装生产线的核心,他们往往是独立且共存的,两者采用不同的管理系统,但都配有可实现信号传输的通信模块来实现相互交流。当传感器检测物件的位置等信息后,传送给PLC,机器人内在通信模块和PLC 通信模块通过信号线短接进行同步通信。在实际工作中,PLC 将得到的信号后发送给机器人,机器人根据给定逻辑,向PLC 发送指令,实现PLC 程序的启停等操作,最终实现ABB 机器人IRB-120 和西门子PLC-1200 信号传输,从而完成口红无菌包装生产线的改造。
口红包装系统总体结构见图1。
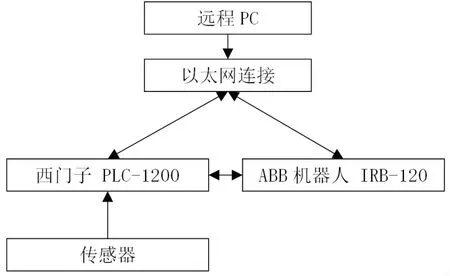
图1 口红包装系统总体结构
2 生产线控制系统硬件设计
本次改造对生产线中PLC 对8 个数字输入点和5 个数字输出点进行了监管和控制,从而了解生产线中各物件和各执行器的到位情况,并命令执行器动作。8 个输入分别为:放料位检知、取料位检知、翻转工装原点检知、翻转工装动点检知、翻转夹爪原点检知、翻转夹爪动点检知、翻转工装上位检知、翻转工装下位检知;5 个数字输出分别为:翻转工装左翻动作、翻转工装右翻动作、翻转夹爪动作、翻转工装上位动作、翻转工装下位动作。之后,再在PLC 中添加一个映射FC 模块将监控信号传递给机器人进行条件判断。
机器人将远程I/O 模块FR8030 板卡内FR1108-1 中的8 个输出信号整编成为一个组信号来进行与PLC 的通信。
生产线控制系统硬件结构见图2。

图2 生产线控制系统硬件结构图
2.1 机器人模块硬件设计
大型工业机器人不适合应用于精细的口红包装生产线,所以改造过程中采用了ABB 机器人中最小且速度最快的六轴机器人IRB-120,IRB-120 可以很好的节约空间,且可以在合适空间以任何角度安装在工作站内部。IRB-120 采用IRC5 控制器有先进的QuickMove 和TrueMove 运动控制软件,给予IRB120 机器人一流的控制性能,有利于进一步提高生产效率,更加符合生产需求。
2.2 PLC 模块硬件设计
口红包装生产线需要PLC 可以简单、精确的实现自动化任务,通过研究不同品牌、不同型号的PLC,最终采用西门子SIMATIC 系列S7-1200PLC。SIMATIC S7-1200PLC 控制器能够精确的监控生产单元各传感器的实时状态,且能与ABB 机器人实现良好的通讯。S7-1200PLC 的通信模块RS485 和RS232 为点到点的串行通讯提供硬件连接,能可靠有效的满足机器人与PLC 的通信需求,并实行监控。
3 生产线控制系统软件设计
根据生产线设计的完整要求,按照功能对控制系统进行分组,划分成不同的模块。传感器信号监控、ABB 机器人状态监测及PLC 与机器人之间的通信检测是口红包装生产线的3 个重要的信息获取途径。传感器信号监控主要是采集翻转工装、放料位等状态信号;ABB 机器人状态监测主要是PLC 对机器人传递的信号进行状态判断,从而向工作单元发送动作执行指令;PLC 与机器人之间的通信检测主要是把PLC 监测到的信号传送给机器人,从而机器人可以判断是否该进行拾取或放下物件等动作。
软件总体结构见图3。

图3 生产线控制系统软件结构图
4 总结
本文根据口红包装生产线的实际情况,将PLC 技术、ABB 机器人技术、计算机技术等有效的融合起来,对生产线所需要的各个信号进行获取、传递、分析、判断等工作,以达到自动化生产的目的。PLC 获取传感器信号、并将信号与机器人互传,机器人对信号进行判断分析后将新的信号传回PLC,两者共同控制工作单元各部件的启停,从而较好的实现口红包装生产线的无菌化改造。(指导教师:高杨)
猜你喜欢
模具制造(2022年5期)2022-06-27
仪器仪表用户(2022年4期)2022-04-01
家庭影院技术(2020年4期)2020-05-21
婚姻与家庭·性情读本(2017年4期)2017-04-18
山东工业技术(2016年15期)2016-12-01
Coco薇(2015年10期)2015-10-19
燃气轮机技术(2014年4期)2014-04-16
疯狂英语·阅读版(2013年11期)2013-12-09
上海采风月刊(2006年5期)2006-05-17
