螺旋焊管等离子割管烟尘净化器的改进
2019-11-18 12:20:30赵艺
新疆农机化 2019年5期
赵艺
(新疆八钢金属制品有限公司乌鲁木齐金圆螺旋焊管分厂,新疆乌鲁木齐830000)
0 前言
空气等离子切割机是螺旋埋弧焊管机组的重要设备,由于等离子切割具有使用方便、能耗低、切口窄而光洁、切口变形小、不改变切口化学成分等优点,被广泛应用在螺旋焊管机组钢管切断工位上。但是空气等离子切割机切割钢管时产生的大量烟尘严重污染环境,危害职工健康。为满足环保要求,对空气等离子切割烟尘净化系统进行了改进,使用效果良好。
1 烟尘净化系统
烟尘净化器以风机为动力,在箱体内形成负压,将钢管内的烟尘通过抽风口、管道吸进烟尘净化器内,通过烟尘净化器将空气中的烟尘除掉。抽风口采用图1方式:布置3个收尘点(成型内焊、割管、管尾),工作原理:成型内焊和割管共用一台7 kW风机1,通过风机1将内焊和割管处烟尘吸出,过滤后排出干净空气;另一台15 kW风机2从管尾吸出烟尘,过滤后排出,从使用情况看,三个收集点均不能满足吸烟尘的要求。
分析原烟尘净化系统净化效果差的原因可以看出,根据钢管管径大小,钢管割管需要2~5 min,钢管长度到12 m发讯后,割管开始,烟气集中爆发,在自然状态下以割管处为出发点,向成型内焊、管尾处发散,烟尘量大,烟气在钢管内呈自由游离状态,烟尘长,仅靠负压难以吸入风机,风机即使从15 kW换为20 kW,仍没有任何改善,因此可以判定不是风机的问题,而是烟尘过于散发不集中的问题,根据此现象我们对抽风部分做了改进。
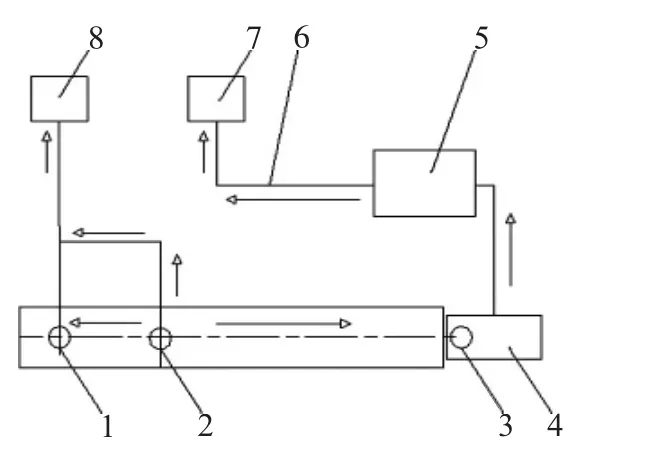
图1 多点式抽风方式
2 烟尘净化系统的改进
为解决烟气不集中的问题,采用在成型内焊处安装鼓风机的办法,和自动割管动作联接在一起,自动割管开启时,鼓风机开启,从前到后将成型内焊、割管、管尾三处烟尘吹至管尾积尘罩,一台20 kW的风机从积尘罩将烟尘收集到净化装置,经滤芯过滤后干净空气从风机口排出,见图2。
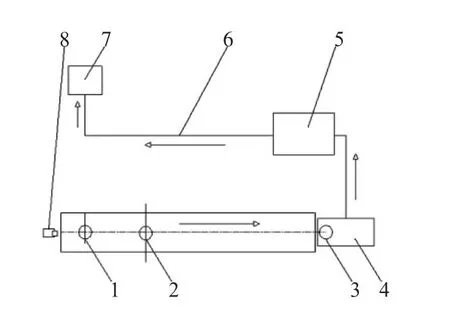
图2 单点式抽风方式
抽风管道的设计与抽风口的设计必须匹配,因螺旋焊管机组生产的管径为芰426~芰1 820 mm,吸风管选用芰426 mm的薄壁钢管,一端连接风机,一端连接净化器,另一截风管连接净化器与钢丝软管,钢丝软管连接集烟罩,设计升降机构,根据管径调整集烟罩的高度。
滤芯净化器具有结构紧凑、占用空间小、操作方便、性能优越等特点。烟尘净化器在风机的作用下,将含烟尘的脏空气吸入箱体内,脏空气通过滤筒时,烟尘等固体颗粒被挡在滤筒外面,通过反吹清灰装置再将烟尘从滤筒上面吹落进灰桶,这样排出的空气就达到了净化的目的,见图3。
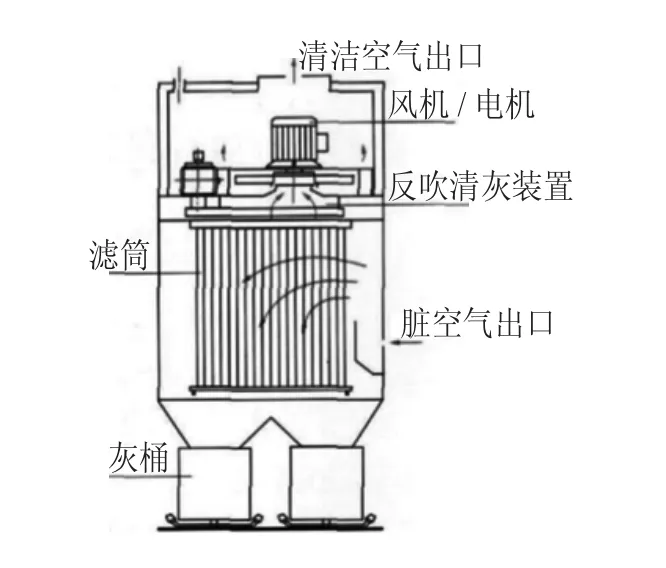
图3 烟尘净化器工作原理示意
烟尘净化器系统选用的离心风机主要参数为:流量为 9 000~21 784 m3/h,全压 4 966~3 345 Pa,电机功率30 kW,鼓风机流量为8 240 m3/h,全压382 Pa,电机功率1.5 kW,风机全压值的选择很重要,鼓风机负压小吹力小,吹不动烟尘,净化效果差,负压太大,烟尘吹太猛,收不及。
3 总结
单点式烟尘净化利用烟尘轻的特点,使用鼓风机将三处外溢的烟尘集中在一处,集中收集、过滤,消灭了现场黄烟,净化效果显著,较好地解决了螺旋焊管机组等离子切割烟尘污染的问题。