大型拱脚连接铰斜面安装施工定位控制技术
2019-11-06 08:27詹富帝
四川水力发电 2019年5期
詹 富 帝
(中国水利水电第七工程局有限公司 第一分局,四川 彭山 620860)
1 概 述
在现代桥梁设计中,一般以钢结构拱桥为主,钢结构的运用大大提升了拱桥的单跨跨径以及结构的耐久性,并且使其在结构设计以及造型美观上有了更多可能。拱脚作为拱桥的主要受力及传力结构是相当重要的部位,传统钢结构拱桥拱脚的设计一般采用与混凝土直接结合。随着科技水平的发展以及设计水平的不断提升,拱脚设计也变得多种多样[1]。
天保湾大桥的拱脚采用拱脚连接铰将主拱下弦与拱座混凝土连接,因此,拱脚连接铰在加工过程中的精度以及施工过程中的安装定位成为施工控制中的关键。
2 结构形式
2.1 拱脚结构
天保湾大桥拱脚设计为铰结形式,通过拱脚连接铰将主拱下弦杆和拱座混凝土连接在一起。拱脚连接铰通过预埋件与拱座混凝土结合在一起,拱脚连接铰与拱座混凝土安装接触面为43°斜面,连接铰的设计转角为0.01°。单个拱座连接铰的整体重量达47.4 t,属于大型铸钢铰支座。
2.2 拱脚连接铰结构
拱脚连接铰主要由连接套、上摇、下摇、制动板、预埋板、套筒及预埋锚杆等部件组成。连接套嵌入主拱下弦箱型杆内,通过螺栓固定连接。连接套端部直接插入上摇凹槽内,上摇与下摇之间设置滑动套并通过制动板连接固定。预埋板、套筒和预埋锚杆埋入拱座混凝土内,预埋板顶面与拱座混凝土顶面形成一个共同的平面,下摇与预埋板通过螺栓固定连接(图1)。
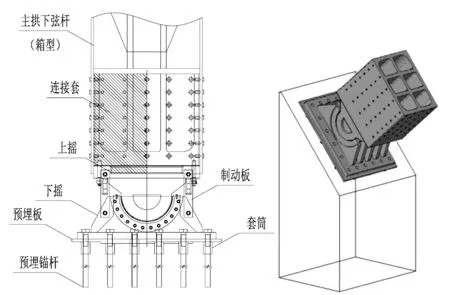
图1 拱脚连接铰结构组成
3 拱脚连接的铰加工与制造
拱脚连接铰的主体部件为铸造件,需要在加工厂内加工制造成型。各部件之间采用拼接和栓接,因此其加工精度对整个连接铰组拼及安装精度起到了关键作用。在连接铰加工厂家的选择上,其需具备相应的大型铸钢件生产加工制造经验。加工设备需全部采用数控机床以保证加工精度,加工精度需控制在毫米级以下[2]。
3.1 连接套的加工
连接套的整体尺寸为1 910 mm×1 410 mm×1 800 mm,下部突出部分嵌入上摇上部凹槽,上部整体插入主拱下弦箱型杆内,顶部与拱肋反力座连接,侧面通过螺栓与主拱连接。由于连接套整体尺寸较大、重量更达18.9 t,如果考虑连接套与主拱分别加工完成后再插入进去施工难度较大,而且连接套与主拱配孔可能会存在误差而导致螺栓无法安装。因此,对于这部分的加工制造方案为现将连接套加工成型并与上摇匹配,以保证二者能够正常契合,然后根据成型的连接套加工相应的主拱,主拱配孔根据连接套成孔加工,直接将二者加工成为一个整体,在安装中亦采用整体吊装。
3.2 上、下摇的加工
上、下摇的接触面为半圆形凹槽,中间设置滑动套,二者必须结合紧密才能保证整体结构的稳定性及耐久性。上、下摇毛坯件采用数控机床刨铣以保证加工精度,确保二者接触面紧密。
3.3 预埋组件的加工
预埋组件由预埋板、套筒和预埋锚杆组成。下摇与预埋板通过20根螺栓连接,螺栓与对应套筒、锚杆连接。预埋板与套筒分别加工成型并通过下摇成孔进行预埋板配孔,将预埋板与套筒焊接成整体,以保证预埋板与下摇成型的安装精度。
3.4 组 拼
连接铰各部件加工完成后进行整体组拼,本次组拼主要为预埋板、下摇与上摇。上摇与连接套之前已经组拼检查完成,本次即不再组拼连接套。本次组拼的目的是为了检查连接铰的成型结构尺寸,主要检查数据为组合高度。连接铰的组合高度直接影响到主拱的成型线形,是整个安装定位的关键之一,只有在组合尺寸满足设计要求后才能进行现场安装。
4 拱脚连接铰安装方案
由于整个拱脚连接铰体形及重量较大,且属于斜面安装,安装难度较大,因此,考虑分部位进行安装。整个拱脚连接铰分三步安装[3]:
第一步:预埋组件安装。该部分与拱座混凝土结合,需提前安装完成;
第二步:上、下摇组合安装。该部分为整体吊装;
第三步:连接套主拱段安装。该部分为整体吊装。
整个拱脚连接铰采用螺栓连接,安装精度高且在厂内已经提前组拼过,因此,整个拱脚连接铰安装定位的关键在于预埋组件的安装。只要预埋板的安装定位满足要求,则其后续的上、下摇以及连接套的安装定位也能满足要求。
5 预埋组件的安装
5.1 预埋组件的安装方案
预埋板为一块2 700 mm×2 200 mm×80 mm的铸钢板,板背面布置加劲肋板,板上设置20个螺栓孔,在厂内加工制造阶段已经提前将套筒与其焊接成为整体,预埋锚杆与套筒采用套丝连接。整个预埋板位于拱座混凝土斜面上,安装接触面角度为43°。如果将预埋板与预埋锚杆提前安装就位,再施工拱座混凝土则可能会出现以下问题:
(1)混凝土浇筑过程中出现预埋板偏位,影响定位精度;
(2)混凝土收缩徐变,影响预埋板的最终成型定位精度;
(3)预埋板下混凝土浇筑不密实;
(4)预埋组件在虚拟斜面上安装定位施工难度大。
在综合分析了上述情况后将预埋组件采用二期施工以保证预埋组件最终的成型定位精度。
5.2 预埋组件的施工流程
(1)预埋灌浆管的安装。在拱座混凝土内预埋锚杆灌浆管,灌浆管选用钢管,目的是为了避免在混凝土浇筑过程中造成灌浆管破损。所有灌浆管之间的连接固定成整体,与预埋锚杆的布置间距匹配。在拱座下层混凝土上安装一个型钢支架用于灌浆管的固定以及高度和角度的调整,灌浆管的安装高度和角度需与连接铰的安装高度和角度匹配。
灌浆管测量定位完成后即可进行拱座混凝土浇筑,浇筑过程中注意对灌浆管进行保护,以避免灌浆管跑位造成锚杆无法安装。
(2)预埋组件的安装。在成型的拱座混凝土上定位控制点,用于预埋组件的安装定位。在拱座混凝土上安装定位钢筋,用于预埋板的定位及固定。
锚杆与预埋板连接成为整体后一起吊装,利用吊车的大小勾调整安装姿态。将预埋组件整体吊装至定位钢筋上、复测定位精度满足要求后将预埋板与定位钢筋焊接固定。
预埋组件安装完成后进行灌浆管的灌浆,灌浆料选用高强支座灌浆料,强度比拱座混凝土强度高一等级,灌浆需密实可靠[4]。
(3)上、下摇的安装。上、下摇采用整体吊装,利用吊带固定。整体在预埋板上就位,与预埋板上的螺栓孔对齐后安装螺栓固定。
(4)连接套段主拱的安装。提前施工好连接套段的主拱支架,支架高程与主拱段定位高程匹配,支架之间有效连接,防止受力后偏位。
连接套段主拱的整体吊装:将其端部插入上摇凹槽后固定在支架上,安装连接套与上摇螺栓。
(5)定位复测。整个拱脚部分安装完成后进行定位复测,复测拱脚安装定位精度,待其满足要求后进入下一道工序[5]。
6 结 语
通过对拱脚连接铰加工精度以及安装定位的控制,天保湾大桥拱脚部分顺利施工完成,安装定位精度满足设计要求,为下一步主拱施工打下了基础,并为今后同类型大型拱脚连接铰的安装定位提供了宝贵经验。
猜你喜欢
结构工程师(2022年2期)2022-07-15
今日农业(2021年12期)2021-10-14
建材发展导向(2021年7期)2021-07-16
门窗(2019年6期)2019-12-17
消费导刊(2019年29期)2019-07-14
中国交通信息化(2018年5期)2018-08-21
江西建材(2018年4期)2018-04-10
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
农村农业农民·A版(2017年7期)2017-07-17