不同前处理方法测定银锡焊料中3种重金属元素
2019-10-30 06:52禄春强
中国无机分析化学 2019年5期
万 峰 禄春强 孙 衎
(上海市质量监督检验技术研究院 上海 201114)
前言
近年来,锡焊料行业产品结构随着环保和新兴产业的发展而发生改变,RoHS 指令对国内外电子产品原材料、产品的无铅化要求也在改变着我国锡焊料产品的消费结构,作为锡焊料产品的生产企业也随着电子产品用户需求的变化而改变[1]。自从2006年7月1日欧盟RoHS指令发布,电子电气产品实施无铅化以来,中国、日本和美国等国也相继颁布了电子电气产品中禁止使用铅及其化合物的法规、指令。因此,近年来,在工业上,无铅焊料已经基本上取代了有铅焊料,而且以锡-银-铜体系为主体。现在市面上高银无铅焊料中Ag质量比大于等于3.0%[2],本实验选取含银3%、30%及70%的银锡焊料作为研究对象。
对于银合金中金属元素的测定,一般选用电感耦合等离子体发射光谱法(ICP-OES)。前处理采用硝酸溶样后,加入盐酸,转化为氯化银沉淀,过滤后再测定滤液中金属元素含量。然而,氯化银沉淀对铅和镉等其它元素有强吸附作用,导致其中重金属元素难以准确检测[3]。银锡焊料情况更为复杂。因此本实验除两种常规前处理方法外,采用分步消解的方式测试:先加入硝酸使金属银全部消解,残渣分离后加入王水再次消解。
痕量金属元素同时分析方法主要有电感耦合等离子体发射光谱法(ICP-OES)[4]、原子吸收光谱法(AAS)等[5-7]。ICP-OES可同时测定多种重金属元素[8],且其具有高分析精密度和分析速度快等优点。因此实验选用ICP-OES法测定银锡焊料中镉、铅、汞3种元素的含量,研究了不同前处理方法对银锡焊料中3种元素含量测定的影响。
1 实验部分
1.1 主要试剂
铅、镉、汞单元素标准储备溶液(1 g/L,国家有色金属及电子材料分析测试中心);硝酸、盐酸均为优级纯,国药集团化学试剂有限公司;超纯水(电阻率不小于18.2 MΩ·cm),由Milli-Q纯水机制得。
1.2 主要仪器和设备
7300DV 型电感耦合等离子体仪(美国珀金埃尔默分析仪器有限公司)。
1.3 实验方法
准确称取1.0 g(精确至0.1 mg)试样于100 mL烧杯中分别按照拟定方法消解:
方法A:加入8 mL硝酸,盖上表面皿,置于电热板加热至80 ℃,待样品完全反应后取下冷却,过滤转移溶液至50 mL容量瓶中,洗涤烧杯及表面皿并定容至刻度,摇匀。
方法B:加入8 mL硝酸,盖上表面皿,置于电热板加热至80 ℃,待样品完全反应后取下冷却,加入10 mL盐酸并加热1 h,冷却后过滤转移溶液至50 mL容量瓶中,洗涤烧杯及表面皿并定容至刻度,摇匀。
方法C:加入8 mL硝酸,盖上表面皿,置于电热板加热至80 ℃,待样品完全反应后取下冷却,过滤转移溶液至50 mL容量瓶中,洗涤烧杯及表面皿并定容至刻度得到溶液I,残渣转移至另一100 mL烧杯中,加入3 mL硝酸、9 mL盐酸,置于电热板加热至80 ℃,加热消解1 h后取下冷却,过滤转移至另一50 mL容量瓶中,得到溶液II。分别测定溶液I与溶液II,得到WI、WII结果之和即为样品的待测元素含量(mg/kg)。
1.4 仪器分析条件
ICP-OES工作条件:射频功率为1 300 W,等离子气体(氩气)流量为1.5 L/min,辅助气体流量为0.20 L/min,雾化气体流量为0.5 L/min,曝光时间为15 s。各元素光谱谱线的选择:镉228.800 nm、铅220.353 nm、汞194.168 nm。
2 结果与讨论
2.1 雾化器流量(Neb)的优化
实验优化了ICP-OES仪测镉、铅和汞的强度值,雾化器流量以0.1 L/min的增幅,从0.1 L/min逐渐调节Neb至1 .0 L/min,测定不同流量下1 mg/L混合标准溶液,结果见图1。随着Neb的增大,各元素标准溶液信号逐渐上升,在0.5 L/min 时Pb、Hg强度值最大,然后下降;在0.6 L/min时Cd强度值最大,随后下降。综合考虑 3种元素,Neb值选择0.5 L/min。
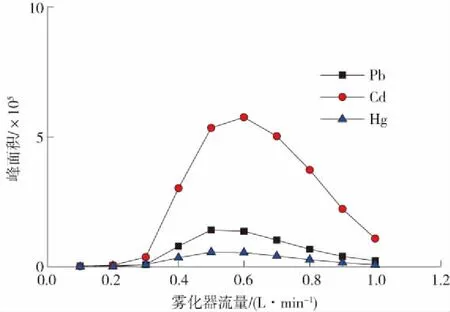
图1 雾化气流量的选择Figure 1 Selection of nebulizer gas flow rate.
2.2 标准曲线和检出限
以硝酸(5+95)为介质,将标准储备溶液逐级稀释成标准溶液,配制成0、0.05、0.1、0.5、1.0、2.0 mg/L的铅、镉、汞标准溶液。按实验方法进行测定,并绘制标准曲线。3种元素的线性参数见表1。
测定11份空白溶液,以空白测定值标准偏差(s)的3倍作为方法的检出限。以称样量1.0 g,稀释体积为50 mL进行计算,结果见表1。

表1 线性范围、线性回归方程、相关系数和检出限
2.3 三种方法的加标回收率
分别按实验A、B和C实验方法对银锡焊料样品中3种重金属元素进行测定,同时进行加标回收实验,结果见表2~4。
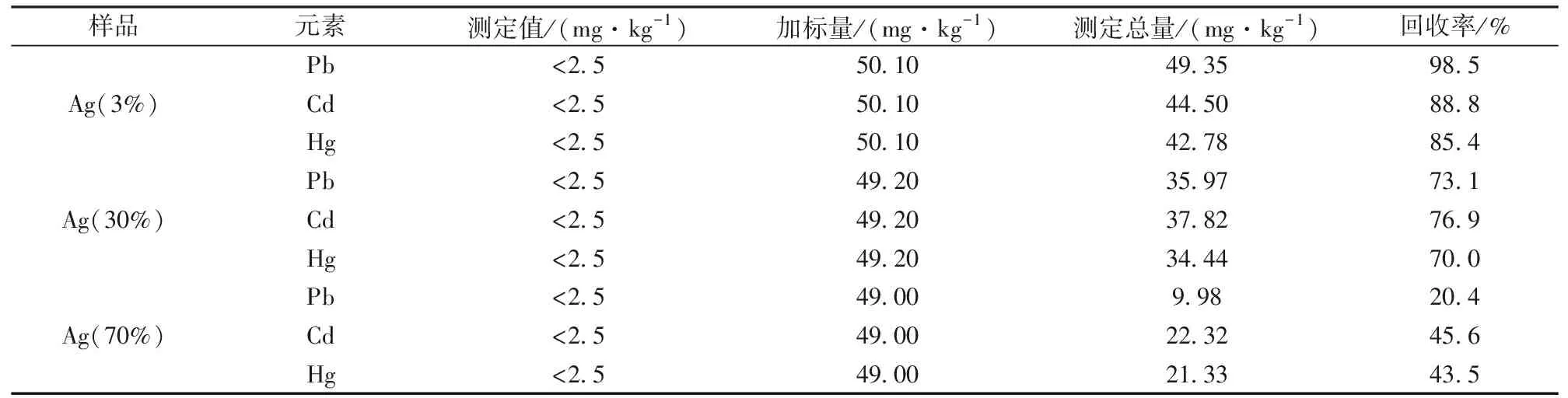
表2 方法A加标回收实验结果
样品经方法A的消解,三种样品都有白色粉状沉淀产生,三种重金属没有明显的基线干扰;从表2可以看出,随着银含量的升高,三种重金属元素的回收率随之降低。
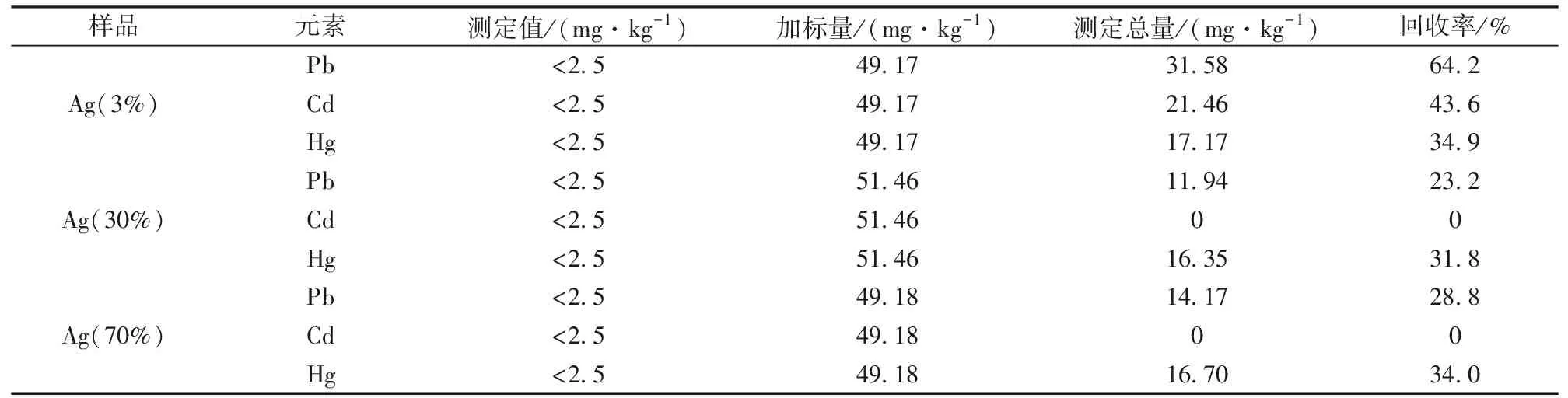
表3 方法B加标回收实验结果
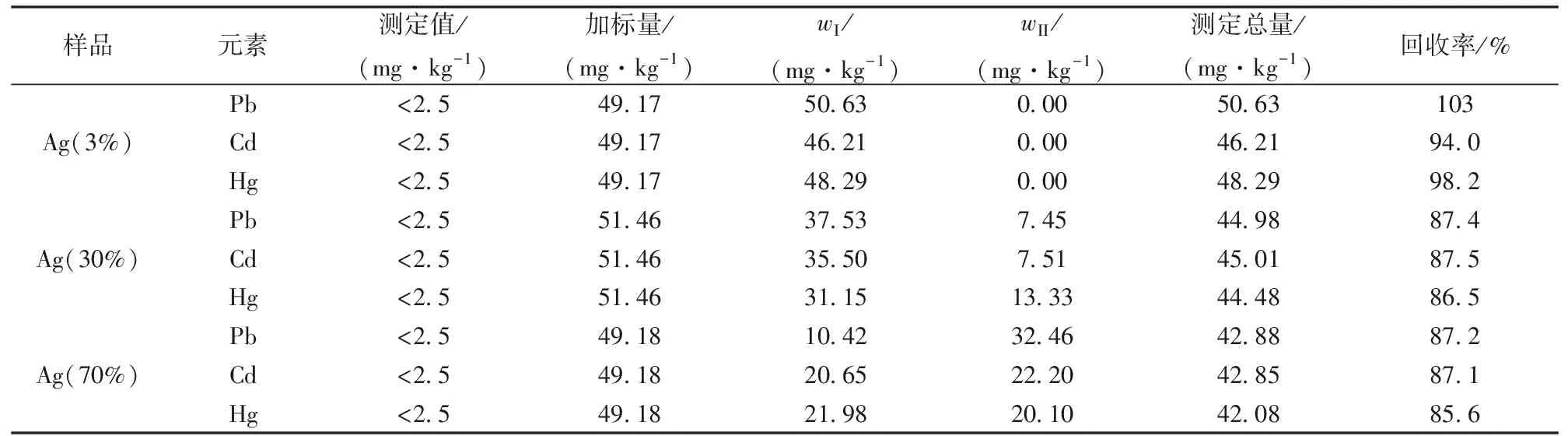
表4 方法C加标回收实验结果
样品经过方法B的消解,三种样品都有白色絮状沉淀产生,推测为氯化银沉淀,三种重金属没有明显的基线干扰;从表3可以看出,使用氯化银沉淀法会使溶液中重金属元素产生共沉淀现象,导致回收率大幅降低,不能满足测试要求。
样品经过方法C的消解,三种样品消解所得溶液澄清,三种重金属也没有明显的基线干扰;从表4可以看出,加标回收率在85.6%~103%;且不同银含量银锡焊料的加标回收率偏差在±20%以内,都满足RoHS重金属检测需求。
2.4 精密度实验
按实验方法C,取30%银含量银锡焊料样品,加入标准溶液,独立消解7次,测定3种元素含量,测定值的相对标准偏差(RSD)见表5。

表5 精密度实验结果
3 结论
通过研究三种不同前处理方法对银锡焊料中3种重金属测定结果的影响,发现,只用硝酸消解与硝酸消解后加入盐酸使氯化银沉淀两种方法测定3种重金属回收率达不到要求;而使用分步消解的方式处理样品,铅、镉和汞回收率可以达到要求。本实验中的前处理方法C其优点是样品消解完全,分步消解避免了氯化银沉淀以及锡酸沉淀对三种重金属分析的不利影响。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
河北师范大学学报(自然科学版)(2022年4期)2022-07-05
环境保护与循环经济(2021年7期)2021-11-02
海洋通报(2020年5期)2021-01-14
中学生数理化·高一版(2020年11期)2020-12-14
中学化学(2019年2期)2019-07-08
科技风(2018年31期)2018-07-09
试题与研究·高考理综化学(2016年3期)2017-03-28
有色金属材料与工程(2015年2期)2015-12-18
数理化学习·高一二版(2009年5期)2009-07-31