TBS滚筒式叶片回潮机热风温度控制系统改进
2019-10-26 03:27郭福龙钟智敏韩渊明
设备管理与维修 2019年15期
郭福龙,钟智敏,韩渊明
(江西中烟工业有限责任公司赣州卷烟厂,江西赣州 341000)
0 引言
某卷烟厂2012 年引进了德国HAUNI 有限责任公司的TBS滚筒式叶片回潮机,通过生产过程检测及数据分析发现:各主要在制牌号热风温度均在(X±5)℃(X 为生产牌号标准温度)范围内波动,标准偏差为0.283%,过程能力指数CPK=1.08,CPK 合格率为86.92%。不符合工艺要求的热风温度(X±2)℃(X 为生产牌号标准温度),标准偏差<0.15%,过程能力指数CPK≥1.33,CPK 合格率≥99.5%。
1 TBS 滚筒式叶片回潮机热风温度控制
1.1 过程能力指数CPK 评级标准
过程能力指数(Complex Process Capability index,CPK)也称工序能力指数,CPK=(T-2ε)/6S,其中,T 为公差限,ε 为偏移量,S为标准偏差,是一种反映过程水平的方法,评级标准见表1。
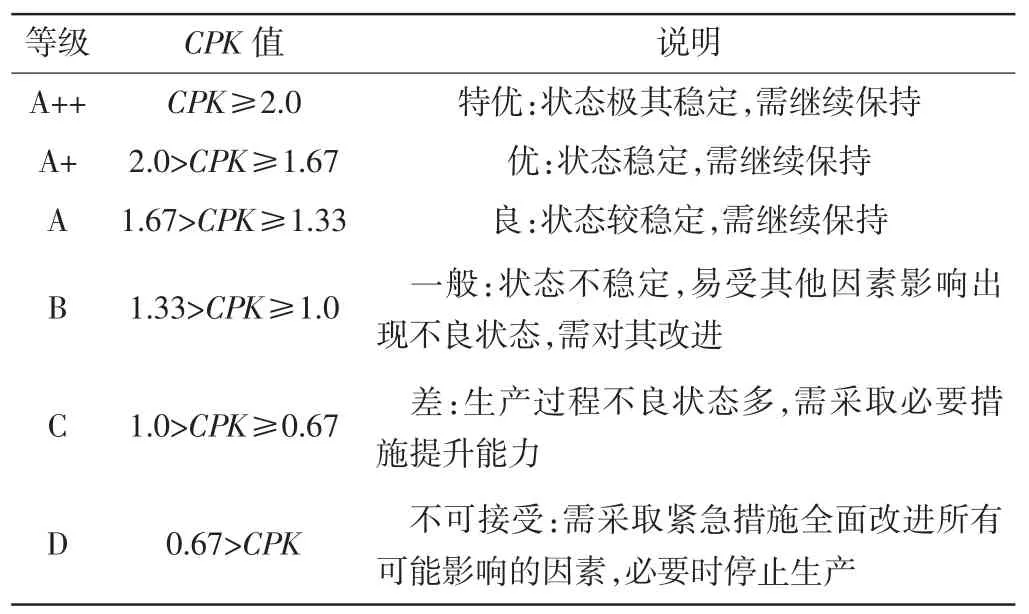
表1 CPK 评级标准
根据《卷烟工艺规范》要求,片烟回潮热风温度CPK 等级最低应达到A 级才能稳定控制,当达到A+、A++可被认定为过程控制能力优秀,技术管理能力较强。
1.2 TBS 滚筒式叶片回潮机热风温度控制系统
TBS 滚筒式叶片回潮机热风温度的控制由温度传感器、PLC 控制器、气动薄膜阀构成的反馈调节系统进行调节控制。系统将实时采集的实际热风温度与热风温度设定值进行比对,后通过调节蒸汽管路气动薄膜阀开度控制热交换器对热风的加热效率,从而调控热风温度。
当对筒体进行预热时,热交换1 器开启,室内空气经热交换器加热后进入循环风道,当热风温度达到设定预热温度时,预热完成,热交换器1 关闭,热交换器2 开启,设备进入待机状态。叶片进入滚筒内后,循环风道内的热风温度由气动薄膜阀调整通过调整热交换器2 的蒸汽量自动控制。热风循环系统从进料端向桶内吹入热风,使叶片快速升温变柔软。热风在循环风机的作用下经出料端再次进入热交换器2 加热,形成循环。
2 TBS 滚筒式叶片回潮机热风温度控制系统的改进措施
2.1 问题分析
生产过程中批次曲线波动动大,过程稳定性的SD 值在1.1以上,预热温度下降慢,过程稳定性差,导致CPK 值过低。上批生产结束转预热状态中,由于上批尾料时热风温度下降,为达到设定标准温度,则热交换器蒸汽阀调节变量不断增大,因热惯性作用,造成温度上升快且回落慢的现象。该现象在生产上突显的问题则是批次间换牌预热耗时过长。
在预热、待机、生产状态下,热风温度的调控主要由热交换器来实现(图1 和图2)。热风温度的调控分为升温与降温两个部分。热交换器通过气动薄膜阀加大蒸汽流量热循环热风完成升温;通过减小或关闭蒸汽流量完成降温。热风在降温或升温时均通过热交换器,降温时热交换器虽关闭,但其内部余热使得循环热风温度下降较慢,有一定的热惯性,导致降温效率低,热风温度波动大。针对该设备结构特点,可通过改进提升热风温度过程控制的稳定性。
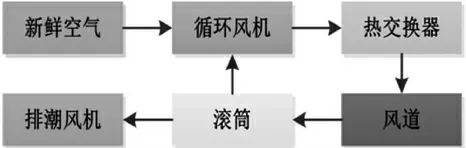
图1 预热状态热风流向
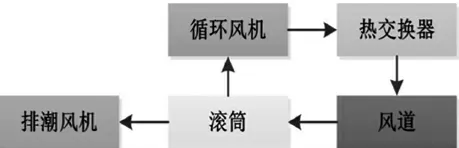
图2 待机、生产状态热风流向
2.2 改进措施
2.2.1 原理
功能上细化分工,将升降温对应的功能装置分离,即升温由热交换器组成的升温模块实现,降温由独立的降温模块实现,提高控温效率;降温效率上引入温度相对较低的低温气体,与高温热分进行热交换,从而使热风温度快速降低。
2.2.2 回风管路改进
在现有热风循环管上新增一路热风管道(图3),该热风管道与热交换器并行。管道上设置角执行器(图4)控制管道开关状态,调节角执行器动作进行风量补偿调节,实现自动、快速、准确控温目的;在角执行器前设置1 个温度传感器,实时监测回风管道内的热风温度,参与反馈调节。编写PLC 控制程序,接入电控子站。程序通过事实计算热风温度设定值与实际值,并比较大小。当实际值大于设定值时,计算风门开度值,将该开度值发送至角执行器,风门开启,循环热风经并行风道跳过热交换器进入滚筒内,温度降低;当实际值小于等于设定值时,继续监测比较热风温度实际值与设定值。
2.2.3 PID 参数优化
采用控制变量法与经验法相结合的方式,通过多次的模拟实验,确定PID 参数的最佳值。将KP 值由原设定值1.2 调为2.2,TN 值由原36 调为28,修正极限调节量最大值由原80 调为92,最小值由原10 调为15。达到高温转低温时快速降温;实现热风温度及时跟踪控制;过程控制稳定性明显提高,SD 值有较大幅度降低;CPK 值明显提高。

图3 新增热风管路
图4 角执行器
3 改进效果
TBS 滚筒式叶片回潮机热风温度控制系统改进后正式运行。回潮热风温度CPK 达标率由改进前的86.92%提升到改进后的99.7%,上升了12.78%,达到考核目标。CPK 平均值由改进前的1.08 提高到改进后的2.68,提升了1.6,达到A++标准,过程稳定性显著提高。
4 结论
改进结合现有设备结构特点,采用升降温分离的创新思路进行设计,能较好的实现对热风温度的精准控制,同时也提高热风温度过程控制的稳定性,效果明显。基于烟草行业制丝设备的相似性,该改进具备在行业内推广应用的价值。
猜你喜欢
低温与特气(2022年1期)2022-11-26
保鲜与加工(2022年8期)2022-09-01
机械管理开发(2022年3期)2022-05-14
湖北农机化(2021年7期)2021-12-07
石油化工设备(2019年4期)2019-08-07
中国船检(2017年3期)2017-05-18
中国农业文摘-农业工程(2016年5期)2016-04-12
唐山文学(2016年11期)2016-03-20
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17