在焊缝处电磁感应加热的应用
2019-10-21 09:23付启万
中国电气工程学报 2019年27期
关键词:焊缝
付启万


摘要:介绍了在镀锌机组搭接焊机焊接高强钢焊缝杯凸不合格改进方案,电磁加热器应用及改進方案。
关键词:电磁加热;焊缝;杯凸;
一、引言
汽车商为降低成本,降低油耗,汽车向轻量化发展,为保证安全性能汽车商追求高强基板,国内钢铁企业都向着高强钢方向发展。
二、现状
目前国内马钢合肥板材镀锌机组采用搭接焊接工艺对带钢头尾焊接,焊接DP780、 DP980、22MnB5钢种时杯凸试验焊缝不合格,严重制约生产,为了维持高强钢生产采用火焰加热焊缝,,浪费人力资源,效率低下,安全形势十分严峻。
三、焊缝杯凸不合格诱因原因分析
窄搭接电阻焊机的焊接原理是将两块带钢材料搭接,通以合适的电流,电流流过R(电阻)做功发热,当热量不断积聚致使焊点局部的金属熔融结合,而焊接起来。根据焦耳定律,焊接接头产生的热量用公式表示如:Q=0.24I2Rt=0.24VIt
式中:Q—发热量;I—电流;R—焊接区电阻;t—通电时间;V—电极间的电压
在焊接过程中,I、R、t均为可调参数,I的大小可直接在焊接控制器中设置(改变可控硅的导通角即可实现),并有电流补偿功能;改变电极压力即可改变R的阻值(压力加大则R减小;压力减小则R增大)。
杯凸焊缝不合格主要原因有:
1.设备本体刚度不够,设备精度下降,电流、压力、时间(速度)能力可调节范围不足;
2.焊接时的电流、压力、时间设置不合理,及时修正参数可解决杯凸不合格现象;
3.材料的焊接属性决定的,含量碳和合金钢含量越高,焊接后淬硬性越强,热影响区小,杯凸会出现不合格现象,通过加热退火软化,改善塑性和韧性,可通过杯凸试验机测试;
三、电磁加热感应原理及优点
利用交变的电流产生交变的磁场,使其中的金属导体内部产生涡流,从而使金属工件迅速发热,有频率,电流,磁场共同决定。即是通过把电能转化为磁能,使被加热钢体感应到磁能而发热的一种加热
方式。
图1 电磁加热原理
四、电磁加热感应应用及现象
合肥板材镀锌机组采用电磁感应布置,主要主要有加热器、固态高频电源、控制台、水冷系统等,电磁感应布置简图如下:
图2 电磁感应布置
1上盖板;2带钢;3感应器;4固态高频电源;5-上盖板提升/下降气缸;6感应器上升/下降气缸;7框架;
对加热器进行初步测试如下:
感应加热器:参数——输入: 380 v,50Hz, 180kVA
输出: 300A, max.100kHz,max.150 kW
测试条件: 材料:焊接后的冷轧板(22MnB5)厚度:1.06-1.8mm
测量工具:测温——手持式红外线测温仪 测时——秒表 钢卷尺
对焊缝退火装置使用过程进行测试,总的来说厚度1.36mm以下,退火效果还可以,厚度1.40 mm以上效果不佳,未达到理想状态,虽然加热温度可达950℃,但是加热宽度为32-35mm,致使热影响区较小,造成厚板加热后焊缝仍会出现开裂现象,带钢未能满足生产放行条件,主要是磁铁排布不合理,局部受热不均,加热宽度小。
图3 加热现象:磁铁排布不合理,局部受热不均
五、解决措施
前面提到了加热有三个方面影响因素电流、频率、磁场,图3表现很明显采用条形磁铁排布不合理,磁阻较大,影响加热效能。需要定制E导磁材料---减少磁阻,增大磁铁截面积,提高加热效率。
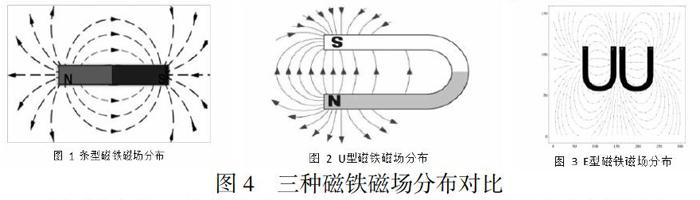
图4 三种磁铁磁场分布对比
从同样条件下看条型磁铁N级和S级之间的磁场密度很明显小于U型,U型磁场密度又小于E型,所有在同等功率下,E型加热能量最大,可加热面积最大,热影响区最大,通过改变磁铁分布目前实际加热区域可达60mm.
其次要加热过程要模拟退火工艺,分段式加热即先用大功率一次加热到目标温度,再用小功率工作使其保温一段时间,最后使加热部位自然冷却。
六.结论
总之,加热效果未能达到预期,可从电流、频率、磁场三个方面下手进行改进,使用电磁感应加热上盖板使用的材料同样重要,不可导磁与传递热量且需要耐高温,不脱落,否则影响带钢质量且加热效率低下。
猜你喜欢
机电信息(2021年22期)2021-09-10
电焊机(2021年7期)2021-08-26
风能(2020年8期)2020-04-19
科技视界(2018年8期)2018-06-08
中国高新技术企业(2017年10期)2017-06-20
中国高新技术企业(2015年30期)2015-08-11
美与时代·城市版(2014年2期)2014-04-15
城市建设理论研究(2011年28期)2011-12-31
魅力中国(2009年28期)2009-12-04
活力(2009年11期)2009-11-16