
浅析带侧向定位的横梁液压锁紧装置
2019-10-21 09:36黄国田张慧芳
科学与信息化 2019年16期
关键词:横梁
黄国田 张慧芳


摘 要 本文介绍了一种用于立式车铣中心、立式车床、龙门镗铣中心等横梁升降的定位锁紧装置,装置由9个液压锁紧器组成,当横梁沿着立柱导轨面上下移动到一个固定位置时,锁紧器在油压作用下夹紧,横梁获得固定。这种装置结构简单,夹紧力大,易于装配,使机床的几何精度更容易保证,大大提高了生产效率。
关键词 横梁;侧向定位;锁紧器
引言
目前立式车铣加工中心、立式车床、龙门镗铣加工中心等龙门框架类设备的横梁部件可沿立柱导轨上下升降,横梁可在立柱导轨任意位置固定,加工高度范围可随之加大,但由于横梁固定时侧导轨方向定位不准,横梁易造成倾斜现象,且液压锁紧油缸由两路液压油控制,使机床液压系统始终处于工作状态,本文介绍了一种带侧向定位的横梁液压锁紧装置,来解决横梁固定时侧向定位不准的问题,且机床液压系统不必保持工作状态。
1 结构及工作原理
此带侧向定位的横梁液压锁紧装置共由9个液压锁紧器组成,其中8个保证横梁沿立柱导轨的定位锁紧,分别布置在立柱导轨的两侧,另一个锁紧器保证横梁导轨与立柱侧导轨的精确定位,防止横梁在主导轨上倾斜。
此液压锁紧器由一路液压油控制,当横梁固定在立柱导轨上时,液压锁紧器自动锁紧;当横梁需要沿立柱导轨做上下移动时,液压系统工作,给锁紧器提供液压油使锁紧器松开,保证横梁上下移动。
2 本液压锁紧装置的显著特点在于
(1)整套锁紧装置由若干个液压锁紧器组成,布置合理,锁紧力分配均匀,且锁紧力大,每个锁紧器锁紧压力达120KN。
(2)本锁紧装置带一个横梁侧向锁紧器,保证了横梁锁紧时的侧向定位,防止了横梁的倾斜,提高了定位精度。
(3)本锁紧装置每个锁紧器只需一路液压油,液压系统控制简单。
3 在数控机床上的实现
将此装置放置在数控立式车铣加工中心横梁部件中,如图1所示,相同的9个液压锁紧器放置在横梁后部,其中8个垂直锁紧器1用结构相同的辅件安装在横梁3上,其位置相对于机床龙门框架立柱的两侧,每四个垂直锁紧器1用螺栓分别与横梁3把合;第9个液压锁紧器即侧向锁紧器2是用于安装垂直锁紧器1所用的辅件结构不同的辅件安装在右立柱4b凸棱面上,(右立柱4b凸棱面部位作业时作为主导轨),用于横梁3与右立柱的主导轨部位侧向定位锁紧,应用在垂直于立柱4b,横梁锁紧时起侧向定位作用。侧向锁紧器2位于主导轨侧上、下垂直锁紧器1之间。
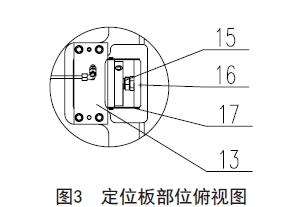
如图2所示,为垂直锁紧器1安装在横梁3上的结构,横梁3锁紧时压紧在左立柱4a导轨的后面。在垂直锁紧器1中,锁紧器油缸6通过4個紧固螺钉9安装在锁紧支架7内,锁紧支架7通过两个双头螺柱10安装在横梁3上,通过紧固螺母5把合拧紧。半圆柱形的铜制锁紧压板11通过连接板12安装在锁紧支架7上。工作时,通过连接板12上的通道,将导轨润滑油灌注到铜制锁紧压板与立柱导轨之间。当横梁3固定时,锁紧器油缸6顶在安装在横梁上的螺母8上,紧固锁紧支架7的双头螺柱10处此时起到的是杠杆支点的作用,将锁紧器油缸6的顶紧力反向传递到铜制锁紧压板11,从而把横梁3锁紧。横梁侧向锁紧器2安装在右立柱4b凸棱面上,其中,侧向锁紧油缸14安装在侧向锁紧支架13上并通过紧固螺钉把合拧紧。通过一对连接板17,将侧向锁紧支架13与定位板16连接起来,螺钉15拧紧在定位板16中间的螺纹孔内。
本液压锁紧装置的锁紧器只配置一路液压油供油管路,只是在右立柱上分支管供给侧向锁紧油缸14,所有液压锁紧器共同由数控系统PLC程序对液压供油管路实施统一控制:每次进油即是将锁紧器液压泵松开、由液压油推动横梁沿立柱导轨做上下移动,当横梁需要在立柱导轨上固定时,液压系统将液压油注入锁紧器油缸6,垂直锁紧器1的锁紧器油缸6活塞顶紧在螺钉15上,螺钉15的螺纹端拧紧定位板16上,使定位板16另一面顶紧在立柱侧面,在侧面精确定位,然后液压系统收油,使液压油退出锁紧器油缸,所有锁紧器固定,将横梁3锁紧,此后液压系统停止工作。当横梁3需要再移动时,机床控制系统通过液压系统将液压油注入锁紧器油缸6,油缸活塞回收,顶紧力消失,此时铜制锁紧压板11松开,使横梁3上下移动的W轴加载使能,重复上述动作。
4 结束语
综上所述,本锁紧装置可以应用于立式车铣中心、立式车床、龙门镗铣加工中心等龙门框架的横梁上,布置合理,锁紧力大,安全可靠,加工及安装简单,使机床的几何精度更容易保证,大大提高了生产效率。
参考文献
[1] 刘鑫.长跨距滚珠丝杠辅助支撑装置[J].制造技术与机床.2009(12).
猜你喜欢
科技与创新(2019年10期)2019-09-05
价值工程(2018年31期)2018-10-23
科学与财富(2018年18期)2018-08-09
物联网技术(2017年4期)2017-05-16
科技创新导报(2016年9期)2016-05-14
科教导刊·电子版(2016年3期)2016-03-14
科技与企业(2015年24期)2015-10-21
科技资讯(2014年25期)2014-12-01
城市建设理论研究(2012年4期)2012-03-23
