简述传统汽车阴极电泳工艺及调试要点
2019-10-21 09:41徐红璘范梦真
汽车实用技术 2019年11期
徐红璘 范梦真
摘 要:文章通过对传统汽车阴极电泳工艺以及不同输送系统的简要描述,结合多年的调试经验,简要分析了阴极电泳工艺调试前,容易被忽略的重要环节,以便大家在项目中更有效地解决问题。
关键词:阴极电泳工艺;输送系统;烘干;工艺调试
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2019)12-176-03
Abstract: In this paper, the traditional automotive E-coat process and different conveyor systems will be discussed. The key points missed in the normal commissioning list will be analyzed base on the experience.
Keywords: Traditional Automotive E-coat Process; Conveyor Systems; Drying; Processes Commissioning
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2019)12-176-03
前言
从上世纪70年代开始,阴极电泳逐渐成为传统汽车涂装工艺必不可少的环节,并随着规模化生产的批量应用,阴极电泳工艺日趋成熟;
随着输送技术的不断发展,电泳工艺也随之不断优化以配合不同输送技术的特点而得到最理想的防腐性能及车身表面外观。
尽管国内的专业技术人员在这些年的实际应用中积累了丰富的经验,作者发现有些在工艺调试前必须经过的环节还是被很多人忽略了,造成后期工艺调试及生产过程中出现的问题不容易被发现和解决。本文将根据多年来对各种不同输送技术对电泳工藝的认识以及调试时所取得的经验做简单说明,供汽车阴极电泳线的规划设计和调试人员参考。
1 传统汽车阴极电泳工艺历史及输送技术
1.1 传统汽车阴极电泳工艺发展历程
福特汽车在20世纪60年代中期在美国最先开始使用电泳(阳极电泳)工艺,据PPG和DURR公司资料介绍第一个用于车轮涂装的电泳槽建于1961年,第一条用于汽车车身的电泳线建于1963年,当时采用的是阳极电泳工艺技术。随着阴极电泳技术的不断开发及改进,特别是对汽车防腐能力的有效提升,使得汽车电泳工艺逐步得到广泛应用。
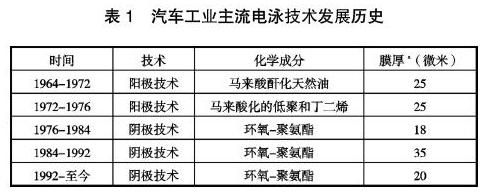
下表中列出了电泳技术的主要发展历史,资料来源:《汽车涂料与涂装》。
1.2 与阴极电泳工艺有关的输送技术
由于前处理和电泳工艺都有浸渍工艺要求,因此与之配套的输送系统通常采用悬挂输送技术。
目前在传统汽车涂装车间广泛应用的悬挂输送技术主要有:积放链悬挂式输送系统(车身入槽角度在30-35度)、双摆杆输送系统(车身入槽角度通常为45度)。对于产能低,工件外形尺寸大的生产线,也有一些其他的输送方式,因篇幅关系这里不进行介绍。
2001年DURR公司买下了ABB公司的-RoDip–in 技术,并与BMW合作完成了第一条应用于轿车生产的前处理电泳线,由于此技术可允许车身垂直入槽,并在槽中翻转,于是翻转输送技术在全球逐步得到广泛关注和应用。国内第一条采用DoDip翻转输送技术的前处理电泳生产线建于2002年。
Eisenmann公司在2000年推出了更具柔性的varioshuttle 可翻转输送技术(此技术车身可以任意角度入槽,即可选择翻转也可选择不翻),国内最早使用该技术的生产线建于2004年。
这里需要强调的是,虽然翻转技术极大地解决了电泳车身长期存在的一些问题,并具有一定的投资和成本节约的优势,但由于车身需要在充满液体的槽中翻转,因此对于车身本身的影响和变化会比较大,并不是所有的车身都适合使用这种输送方式,在选用前必须经过测试验证。
2 传统汽车涂装阴极电泳工艺
针对不同的输送技术,所配套的阴极电泳工艺会有所不同,其中前两种因都属于车顶向上的正向行走,工艺方案差别不大;而对于翻转输送系统,通常会在最后增加一个空槽用于车身倒水。
2.1 阴极电泳工艺
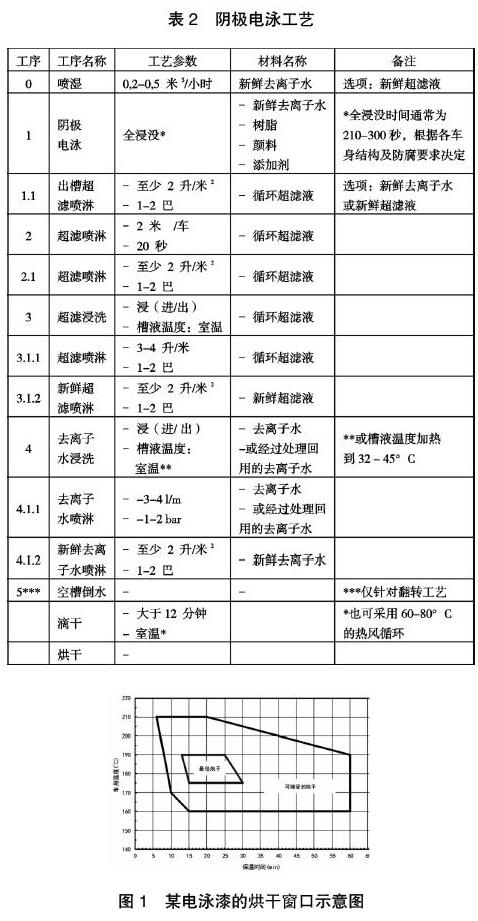
表2所列阴极电泳工艺可作为参考,各生产线需根据具体集团标准、车型要求及电泳材料的具体特征、前处理及中涂/面漆工艺来进行规划。
注意:对于车身底部结构比较复杂,防腐蚀要求比较高的车身电泳涂装,在使用翻转输送技术进行电泳时,车身底部在槽液下的浸没深度至少需要400毫米。
部分电泳线针对具体车型的电泳滴漆等质量问题,会在滴干区设置人工检查及压缩空气吹扫工位。
2.2 电泳烘干
根据电泳漆的水性特征,以及车身空腔结构的复杂性,通常电泳烘干会分为几个阶段:升温、保温、强冷(冷却)。各区域的温度时间安排,各有不同,常用的有:
工艺1: 升温区:1)开始--90°C(车身温度),5分钟;
2)90--110°C(车身温度),6分钟;
3)--175°C(车身温度),13分钟。
保温区:175--185°C(车身温度),15分钟。
注意:外表面最高温度 不超过210°C,小于15分钟。
内表面及空腔,大于160°C,15分钟。
强冷区:要求到达下道工序时车身温度低于40°C。
工艺2:升温区:1)开始--80°C 6分钟。
2)80--175°C(车身温度),10分钟。
保温区:175°C(车身温度),25分钟
注意:外表面最高温度 不超过204°C,小于10分钟。
强冷区:要求到达下道工序时车身温度 低于35°C。
还有很多种不同的方案在使用,这里不一一例举。需要提醒大家注意的是对于含铝车身,其电泳烘干(保温)温度会更高,通常需要185°C(车身温度),20分钟。
为了更好地配合电泳材料的固化要求,在满足工艺要求前提下,实现柔性控制和资源的合理利用和节省,在具体规划设计和生产控制时,可以参考各电泳漆材料的烘烤窗口,在可接受窗口内进行调整。原则上新建线的工艺规划尽量选用最佳烘干窗口,为生产线留有适当的产能提升空间以及为车身材料或电泳材料改变留有余地。
阴极电泳外表面的干膜膜厚通常为外表面18-22微米,内表面大于等于10微米。
3 阴极电泳工艺调试要点
关于电泳调试,经过这么多年的实际应用,已经有很多的总结文章和书籍。在这里仅对在工艺调试(投槽)前经常被大家忽视的一些必要工作进行分析说明。
3.1 车身全线通过性测试
虽然现在大家都会在调试计划中安排這项工作,但往往只是用一辆调试车简单走一遍,却忽略了有些输送方式特别是槽体比较大的时候,需要验证其不同轨迹承载情况下的输送系统匹配情况以及可能发生的槽液(可以在槽中加自来水)液位变化,例如:电泳槽全内按节拍可容纳4辆车身,那在调试时需要用一组4辆调试车来通过全线,并观察相关变化,适时进行调整。
3.2 电泳投槽前在空槽中用调试车身测量及调整槽内喷嘴
针对电泳主浸槽以及后序浸槽中各种循环喷嘴(头)的角度及高低调整,我们的工程师通常是凭经验以及根据设计图纸的要求来做,而实际上由于车身结构不同,以及循环特别是表面层流喷嘴的角度及高低设定,跟具体车身关联度非常高,如果省略了这个环节,一旦电泳漆投槽之后出现一些气泡等问题,就很难发现根本原因和快速解决。另外,车身最高最低点距离阳极板(管)的有效工作距离也需要进行测量,以保证车身底部或顶部的电泳膜厚。即使由于开发制造的原因,建线时没有与生产时完全相同型号的白车身,也要用相近车身来进行调整测试,这项工作会为后续调试省去很多不必要的麻烦,不可省略。当然,此方法也使用于喷淋区的喷嘴及喷环调整。
3.3 最大尺寸仿形车通过性测试
通常大家在规划建设生产线时都会预留一个未来可以生产的最大车身尺寸,由于是未来才有的车身,所以根本没有办法得到调试车身,因此,很多生产线在工艺调试时就忽略了此项验证,造成后续车型上的时候,根本没法通过,需要“大动干戈”或另外建线。其实只要在生产线建成,并用现有可用调试车身做过通过性测试后,对可用调试车身进行外形尺寸仿形,做成调试样车,在所有工序都走一遍,并对很多容易产生尺寸瓶颈的部位进行观察测量,必要时及时改造,这样未来新车型的风险就会降低很多。
4 结语
传统汽车阴极电泳工艺已经在全球广泛应用,各汽车厂、设备及油漆材料供应商都具有丰富的工艺规划及调试经验。但由于车身材料、涂装技术及涂装工艺以及节能环保要求的不断变化,新的问题依然不断出现。我们需要充分总结现有经验,结合有效的数据及现场资料,及时应对,合理解决。
参考文献
[1] 汽车涂料与涂装.化学工业出版社P73.