海鲜菇工厂化生产不同制冷条件的培养库与菌包失重率和产量的关系
2019-10-21 07:17:46饶火火
食药用菌 2019年5期
饶火火
海鲜菇工厂化生产不同制冷条件的培养库与菌包失重率和产量的关系
饶火火
(福建省龙岩市农业农村局,福建 龙岩 364000)
以闽真2号为供试菌株,选择3个不同制冷量培养库,采用不同放置方法,按常规模式培养、出菇,考察不同培养库菌包失重率,研究工厂化条件下海鲜菇菌包培养过程失重对产量的影响。结果为:不同制冷条件培养库的菌包失重率和海鲜菇产量均差异显著。
海鲜菇;工厂化;培养库;制冷量;菌包失重率;产量
海鲜菇,学名斑玉蕈(Peck)Bigelow,别名姬菇、真姬菇、蟹味菇、花纹菇、玉蕈[1]。海鲜菇白色品种属斑玉蕈的一个品系,在真菌分类中隶属于离褶伞科玉蕈属[2]。闽真2号[3]是采用漆酶活性较强的平菇与斑玉蕈白色品系通过原生质体融合选育而成。其外形美观,质地脆嫩,味道鲜美独特。福建省龙岩市新罗区火火食用菌有限公司栽培场为旧厂房改造而成,培养库房大小不一,制冷量不同。本文通过在不同培养库培养菌包,研究海鲜菇工厂化生产菌包培养过程中失重率对产量的影响。
1 材料与方法
1.1 基础条件
(1)供试菌株:闽真2号,福建农林大学、龙岩市新罗区火火食用菌有限公司等单位选育。
(2)供试培养基。试验采用工厂化企业常规生产配方:棉籽壳43%、杂木屑25%、麸皮23%、玉米粉4%、豆粕3%、石灰2%,含水量62%,拌料时pH 8.5,接种前pH 6.3左右。所有原料新鲜、无虫、无霉变,晒干备用。
1.2 试验方法
(1)菌包制作与不同培养条件试验。
①菌包制作。母种、原种、栽培种均按常规方法制作。将供试培养基按配方称重,搅拌均匀,采用规格18×33×0.05(cm)的聚丙烯塑料袋,利用装袋机装料,每袋装干料0.5 kg,湿重1.3 kg左右。灭菌采用山东良工机械有限公司生产的直热式高压灭菌锅,升温至126 ℃保持2.5 h,冷却到28 ℃以下按无菌操作要求接入同批次等量固体菌种。接种后随机抽取整筐质量相等的27筐(每筐12包)菌包分成A、B、C三组,分别置于3个不同制冷量的培养库内,标记为处理1,2,3。每个培养库同时放入A,B,C三组的各1/3作为3个重复,1号库的记为A1,B1,C1;2号库的记为A2,B2,C2;3号库的记为A3,B3,C3。按常规模式培养115天。
②培养库制冷量。3个大小不同培养库,制冷量不同。1号库160 m2,库容56 500袋,采用3台5P风冷机组制冷;2号库80 m2,库容23 500袋,采用2台4P水冷机组制冷;3号库22 m2,库容5 500袋,采用1台2P风冷制冷机制冷。
③菌包培养。按照常规生产管理菌包,具体为:温度控制,初期(1~15天)培养室温度17~19 ℃,培养包的包间温度19~21 ℃;中期(15~50天)培养室温度21~23 ℃,培养包的包间温度23~25 ℃;后期(培养50天以后)培养室温度为24~26 ℃,培养包的包间温度26~28 ℃;空气湿度,菌丝培养全过程的相对空气湿度控制在55%~65%。通气管理,菌包入库后前3天不进行通风换气,第4天开始即菌丝萌发后至菌丝满袋阶段每天通风5~10 min/120min,CO2浓度维持在0.5%内,在菌包后熟阶段(约50天后),CO2浓度维持在0.5%~0.7%。全程暗光培养。培养周期115天。
(2)出菇管理。菌丝培养115天后开袋出菇。开袋时,菌包分别称重,记录失水情况,计算失水率。开袋方法:脱去套环套盖,折下袋口使袋口与料面相距3 cm,按不同处理间隔方式,摆放在同一出菇房中心区域的相同位置层架,与同批次出菇房的菌包统一进行出菇管理。①菌丝恢复期:此期为开袋搔菌后表面菌丝恢复,保持温度12~15 ℃,开启超声波雾化加湿,湿度维持在90%左右,通风5 min/120min,CO2浓度自然,无光照。②催蕾期:菌丝恢复后,进入催蕾阶段,保持温度12~15 ℃,关闭或减少超声波雾化时间,关闭通风,使库房内CO2浓度提高,光照时间为1 min/30min;③出芽期:产生大量米粒大小的原基后,提高CO2浓度至1%,使原基形成芽尖,保持温度12~15 ℃,关闭或减少超声波雾化时间,为确保不过早形成菌盖,可同时关闭通风,提高CO2浓度至1%以上,不予光照。④校直期:保持温度12~15 ℃,开启超声波雾化提高湿度,关闭通风,继续保持1%以上的较高CO2浓度,光照时间1 s/30min,保持芽尖均匀一致,竖直向上。⑤成长期:子实体菌盖形成并伸长,保持温度12~15 ℃,超声波雾化逐天提高湿度,开启通风,逐天降低CO2浓度至0.3%左右,加强光照,培养健壮子实体直至采收。在第26天开始采收,一般第28天采收结束。
2 结果与分析
2.1 不同培养库的菌包失水情况
从表1可以看出,在菌包培养过程中,不同库房培养的菌包失重情况大有差异。1号库平均单包失重大,为83.28 g;3号库小,为52.58 g;两者相差30.7 g。而在同一库房培养的菌包,各重复之间失重最大菌包与失重最小菌包之差,1号库为4.58 g,3号库为2.8 g,2号库为0.9 g,说明同一培养库培养的菌包失重差异不大。可见菌包在培养过程中的失重情况与培养库制冷量有较大的相关性,培养库每匹制冷袋数越少,制冷量越充足,菌包失重越小,反之越大。这可能与单位面积内的菌包摆放密度有关。
方差分析和LSD法多重比较表明,3个不同培养库之间的失重率差异达极显著水平,而同一培养库各重复间的差异不显著(表1)。说明3个不同制冷量的培养库对菌包失重影响显著。
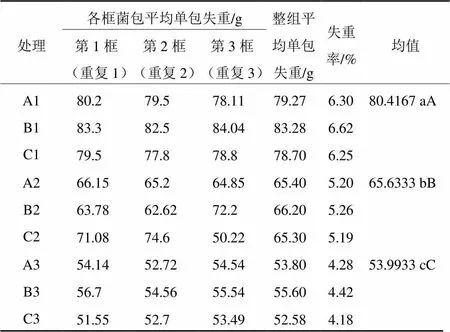
表1 不同处理的菌包失重率
注:接种后单框重为15.6 kg,框重0.5 kg,平均单包重为1 258.3 g。同列大、小写字母分别表示差异极显著、显著,表2同。
2.2 不同培养库的菌包产量
从表2可知,菌包失重率与产量之间有着密切的相关性。培养过程中菌包失重越小,其产量越高,菌包失重率在4%左右,平均单袋产量达569 g,为最高。经方差分析,处理1和处理3之间平均单袋产量差异达显著水平,同一培养库各重复间的菌包平均产量也存在一定差异,但不显著。
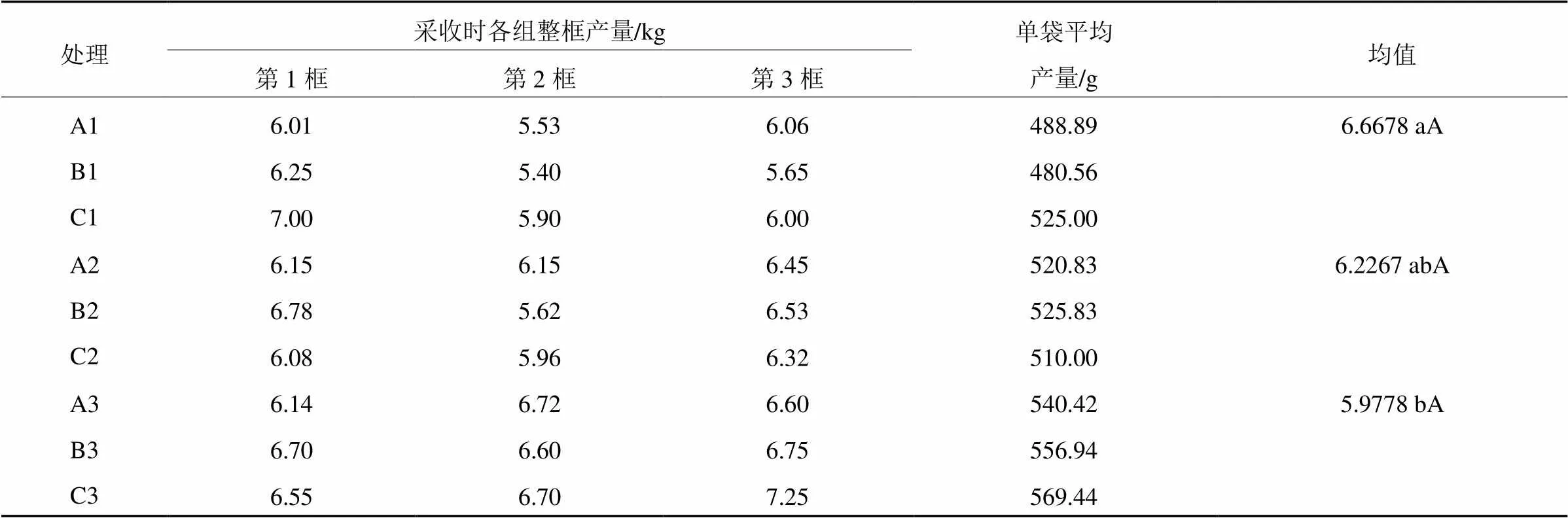
表2 不同处理的产量比较
3 结论与讨论
从本试验结果可知,不同制冷条件的培养库培养的菌包失重情况不同,而菌包失重对产量有着明显的影响,失重越大,产量越低。失重率差异达显著水准,产量的差异也达显著水准。要合理设计培养库,就要使各培养库的制冷量、通风等量化可控指标保持基本一致,以确保所培养的菌包到开袋出菇时,其成熟度和重量等达到均匀一致,使之具有稳定的产量。根据本试验结果,海鲜菇菌包培养库制冷量每匹2 500~3 000袋是适宜的。
[1] 卯晓岚. 中国蕈菌[M]. 北京: 科学出版社, 2009: 168.
[2] 黄毅. 食用菌工厂化栽培实践[M]. 福建: 福建科学技术出版社, 2014: 226-239.
[3] 饶火火, 卢建坤. 烟秆、杨梅枝条栽培海鲜菇试验[J]. 食用菌, 2015, 23(5): 320-321.
S646
B
2095-0934(2019)05-325-03
福建省龙岩市科技计划项目(2016LY31)
饶火火(1970—),男,高级农艺师,主要从事食用菌技术研究与推广。E-mail:66018649@qq.com。
猜你喜欢
中国调味品(2023年1期)2023-01-13 10:24:44
食用菌(2020年1期)2020-02-18 08:17:30
石油化工建设(2018年1期)2018-07-10 09:49:50
东坡赤壁诗词(2018年1期)2018-03-31 09:10:10
中国公路(2017年15期)2017-10-16 01:31:54
粮食与饲料工业(2017年2期)2017-03-08 07:48:05
环境技术(2016年4期)2016-09-22 03:50:20
食药用菌(2016年6期)2016-03-01 03:24:26
现代农业(2015年5期)2015-02-28 18:40:50
天然气与石油(2015年2期)2015-02-28 17:01:12