
数控铣床加工餐盒模具型腔的加工方法
2019-10-21 08:55:24强音
中国金属通报 2019年9期
强 音
(齐齐哈尔二机床(集团)有限责任公司,黑龙江 齐齐哈尔 161000)
随着当下国家的发展,西方等一些发达国家仍然以工业品的机械制造为当今的发展趋势,该行业依旧作为世界经济发展的基础。在各国现存企业中,数控铣床作为机械制造业的基础,以其独有的优势占据了有利的市场,约占比50%以上。现阶段生活常用餐盒,刀具等流水式生产线的生产方式已经逐步取代了传统的工人加工。针对以上情况,如何将铣床数控技术发挥其最大作用成为市场关心的最大问题。通过对餐盒模具的市场生产状况的研究,文章对餐盒制品的特征化数据库进行了初步构建,在对其精准度有一定要求的基础上,详细阐述制造的工艺流程,为市场进一步利用数控铣床技术实现机械制造也得发展提供方向。
1 建立数控铣床加工餐盒模具型腔的特征数据库
利用数控铣床技术对餐盒模具型腔实现加工,采用统一建立餐盒特征库进行数据库的建立有如下步骤。第一步实现餐盒模具的形状特征等分类,针对具体类型的餐盒根据其尺寸大小,形态等进行区分。设立参数,进行变量的特征化约束。其次根据制定软件中餐盒模具自定义的特征,采取实物进行造型的功能,可以设计相似餐盒模具类型的特征化实体,存储于指定平台的固定软件中进行备份保存。进而实现对自定义的特征编辑操作,将其特征变量确定,并为其设计名称和缺省值。这一具体步骤的操作可以通过人工交互实现,也可通过电脑制定软件进行后台编程。通过对实物特征化扫描生成对应的二维图库,与进行设计餐盒模具的功能函数相匹配。由此通过数控铣床加工餐盒模具型腔的特征化结构成功设立。最后在计算机系统盘建立餐盒模具型腔的数据库文件夹,在其内部建立下属文件夹用来存放餐盒模具成品件数据库。设计好数据库后,启动计算机进行用户自定义特征化数据匹配,同时对运行环境的设定可实现数据的存储和删除[1]。建立自定义餐盒模具特征化图形如下图1所示。

图1 餐盒模具特征图
2 系统加工流程及功能实现
利用已经生成的特征化数据库,实现数控铣床技术对餐盒模具的加工流程如下所示。①进行餐盒模具的结构特征分析,并画出模具草稿,完成数据的测量,例如餐盒的底面积和内部角度等。最后实现草稿的回转抽壳,形成餐盒模具的具体模型图,具体测量如下图2所示。②定义用户的特征化文件,计算其变量参数,回转角度等,设置变量名称定义初始值,最后保存于UDF文件下[2]。③根据自定义特征化数据库,选择与所需制作磨具相匹配的形状,输入变量参数,即可在指定位置生成餐盒实体。④以上根据用户自定义的特征化数据库即可以实现,可以利用其生成餐盒模具的三维立体图,满足快速脱模的条件形成模具型腔[3]。

图2 餐盒模具测量
3 餐盒模具型腔的加工方法的精度要求
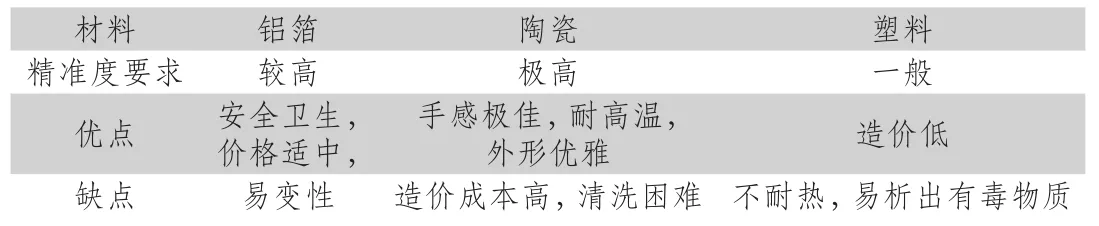
表1 不同材料的餐盒模具精准度要求
餐盒模具型腔对其精准度的要求极高,这种高标准是确保产品可以正常生产的关键因素,采用数控铣床加工方法对其模具型腔的精准度要求更高,若存在精准度较低的磨具型腔,会对后续的产品生产造成产出模具脱模困难、成本计算差异、报废率提高和产出产品厚度不均等一系列错误[4]。对数控铣床加工餐盒模具型腔的加工方法的精度要求包括以下几点:①餐盒模具型腔与所产制品的形状应匹配,模具型腔的大小和具体规格应在材料干燥恒温状态下进行测量,并计算其收缩或延展率,餐盒磨具的正反面均应保证平整。模具大批量制作时中间缝隙应保持一致,避免产生过度挤压造成精准度降低。由于加热成模是数控铣床制作的最后一个步骤,所以餐盒壁的薄厚是否均匀是衡量产品质量好坏的最重要的标准。②数控铣床加工餐盒模具型腔要考虑到模具脱模,所以在制作过程中要满足有排水排气的通道的同时保证制品的密封性,并存在科学合理的模具型腔容积,使产品的成本降至最低,且挂浆不均匀会产生餐盒破裂,利用效率会降低。③对于柱状或盆状类餐盒模具,在进行制作时其水平与竖直方向应留有20o倾斜角,可以降低应力过于集中,使用中可延长餐盒的使用寿命[5]。针对不同材料的餐盒模具对其精准度的要求不同,具体要求如下表1所示。
4 结束语
文章对数控铣床技术加工餐盒模具型腔的加工方法进行分析讨论,根据建立数控铣床加工餐盒模具型腔的特征数据库,实现文章设计。其结果表明,本文设计的方法具备极高的有效性,弥补了传统的手工技术对餐盒模具的把握不精准等不足之处。希望文章的研究能够为数控铣床加工餐盒模具型腔的加工方法提供理论依据。未来随着国家针对机械制造业研究的逐渐深入,数控铣床技术也组件同时将为更多工业制品提供便捷的制造方法,其技术将会在未来发展中成为国家最基础的应用。
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:15:16
消费导刊(2019年3期)2019-01-28 08:04:42
现代工业经济和信息化(2016年12期)2016-05-17 05:37:51
现代工业经济和信息化(2016年3期)2016-05-17 05:35:00
中国塑料(2016年5期)2016-04-16 05:25:45
新教育时代电子杂志(学生版)(2015年31期)2015-12-20 08:29:42
大作文(2015年10期)2015-11-30 08:39:42
课外语文·中(2015年12期)2015-09-10 07:22:44
锻压装备与制造技术(2015年4期)2015-07-01 09:32:48
机电信息(2015年3期)2015-02-27 15:54:48
