
细管件端部成型过程方案设计
2019-10-14 22:29姜稀膑夏强牟雪健王燕涛
山东工业技术 2019年4期
关键词:自动化
姜稀膑 夏强 牟雪健 王燕涛
摘 要:目前,细管件端部成型加工的自动化水平较低,需要人工,生产效率一般。本文提出设计自动化水平较高的细管件端部成型设备来实现细管的加工,来提高加工质量和加工效率,向智能化、多样化方向发展。该装置在保证加工质量的前提下,通过不断完善改进定位夹紧机构和运料机构来提高加工精度和加工效率,从而实现装置运作的自动化。
关键词:细管件端部成型;定位夹紧;运料;自动化
DOI:10.16640/j.cnki.37-1222/t.2019.04.027
1 引言
当今社会,随着汽车制造业的蓬勃发展,对汽车零部件的需求也变得越来越大。尤其是汽车细管等细管件的加工需求,而且对加工设备也提出了更高的要求。设计出自动化水平较高的细管件端部成型设备来完成有关的加工。
根据生产实际,进行新产品研究,理论联系实际,提高对理论知识的理解。本文根据生产实际,提出细管件端部成型过程方案设计,提高加工效率与质量,实现自动化生产。
2 细管件端部成型过程概念结构设计
在机械产品内是靠若干个执行机构来完成的。机构产品概念设计最终归结为机械运动方案设计。[2]拟采取思路功能分析—概念模型—虚拟装配。拟采取的机构包括校直机构、穿帽机构、定位夹紧机构、运料机构、扩孔机构等。思路流程大致如下:校直機构—喷码—切断—落料—定位夹紧—运料左移—扩孔—复位释放—卡槽传送带带动细管运动—细管下落—定位夹紧—运料右移—扩孔—复位下料。
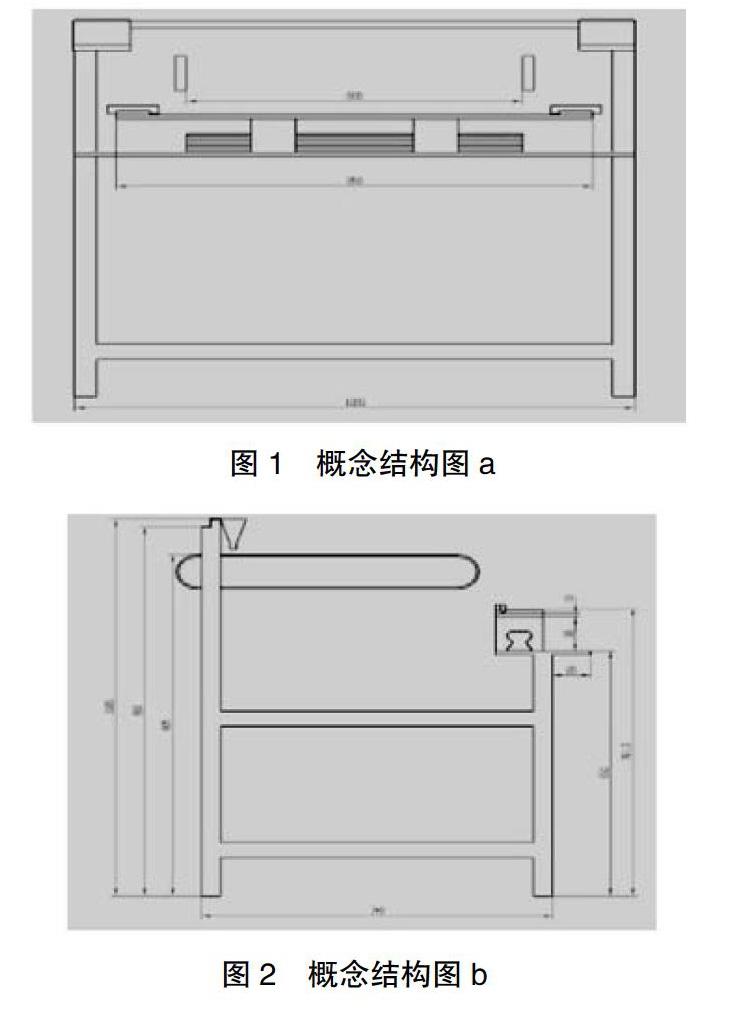
端部成型过程工作原理如下:将细管安放在料盘上,将料头插进校直机,让校直机开始运作,细管在校直机校直滚轮的带动下向前移动,同时料盘转动上料,细管前伸到穿帽装置处,喷码器喷码,传感器触发信号,通过气缸的带动,传感器触发信号,切断机工作,将细管切断,在V型槽的引导下细管落在定位夹紧装置上,传感器再次出发信号,此时,右侧的推动小气缸产生动作,将细管推到扩孔机位置处,传感器触发信号,将细管夹紧,完成左侧的扩孔。扩孔完毕,拨动气缸动作,将铜管拨下,此时,定位夹紧装置撤开,细管在自身重力作用下落到带卡槽的带上,电机带动卡槽带转动,将细管运送到下一处定位夹紧装置上,另一个拨动气缸在传感器的触发下向右推动细管,让细管完成右侧的扩孔,拨动气缸轻轻一拨,定位夹紧装置撤开,细管落入料槽中,细管扩孔完成。
该方案的概念结构示意图如图1,2所示。
2.1 校直机构结构设计
校直机的主要作用是把不规则的或者弯曲的型材通过校直形成规则新材料,一般针对的材料主要有有色金属、非有色金属建筑材料、特种钢材、建筑材料等。所以,业界有时候也会直接按照不同的材料来区别校直的类型。
优质的校直机械,都要具备最基本的特点:性能稳定、切断误差小、能耗低、故障率低。这些对于每一款校直机设备来说,都是十分重要的,直接关乎的设备的寿命。另外,校直机的操作也有较多的讲究,针对不同的材料,可以选用合适的校直块、拽引轮槽及传动速度。如果校直操作之后有较大的偏差,可调整限位开关或定尺板,直至适合为止。还有就是机械上不准堆放物体,以防止机械振动物体落入机体。
校直机是针对轴杆类产品在热处理后发生弯曲变形而设计的自动检测校直装置,它是一种集机械、电气、液压、气动、计算机测控分析为一体的高科技产品,具有优良技术性能,集中体现在测量精度高,生产节拍快,工件适应能力强等优点,对轴杆类工件的纯圆截面、D型截面以及齿轮或花键的分度圆等部位的径向跳动可实现准确测量。其工作原理大致如下:管料或者棒料放在在料盘上,将其插入校直机校直转轮,此时校直机开始工作,点击转动带动校直轮转动,从而使管料或者棒料向前进给,一次通过若干竖直校直轮。然后又通过若干水平校直轮,完成校直。拟采用现有的校直机来实现管料校直。
2.2 定位夹紧机构结构设计
定位夹紧机构是通过该装置保证细管的准确定位,对准扩孔机。当细管被切断落下时,需要定位夹紧装置对细管限位,防止其掉落,让细管停留在一个与扩孔机入口在相对位置上相对水平的一个平面上,这样当完全定位时才能保证位置的准确,以免产生较大误差。
定位夹紧机构需要单独做成一个有机整体,但要保证其与穿帽装置和运料装置的空间位置相对稳定。用到推动气缸,工装,V型槽。细管在V型槽的引导下落在工装上,该工装起到了定位的作用,传感器检测到信号,发出信号,然后另一个气缸动作,带动工装将细管加紧。夹紧时,V型槽的一个面也起到了定位夹紧作用。气缸通过螺栓安装在支架上,工装与气缸也是通过螺栓相连接的。V型槽卡在支架上。
该定位夹紧装置的结构如下所述:上板1安装在铝型材上,作为定位夹紧装置的底板,气缸1安装在板1上,两条直线滑轨也安装在板1上,直线滑轨的滑块上安装着板2,板2上安装着气缸2和另外两条直线滑轨。这两条直线滑轨的滑块上安装着板3,板3上安装的气缸3和定位工装。这之间都是通过螺栓连接。V型槽卡在支架板上。
2.3 运料机构结构设计
运料机构的设计主要是用于运送细管,起到很好的过渡连接作用。运料装置要与定位夹紧装置相互配合,完成细管的扩孔动作,起到很好的过渡连接作用。根据结构要求,运料机构主要由运送电机、传送带、卡槽组成。
当细管被切断下落时,落在正在转动的传送带上,电机带动传送带,将细管运送到定位夹紧装置处的上方,然后落到定位夹紧装置上,完成运料。使用步进电机带动卡槽传动带传送细管。当细管被切断下落时,落在正在转动的传送带上,电机带动传送带,将细管运送到定位夹紧装置处的上方,然后落到定位夹紧装置上,完成运料。通过卡槽传送带的转动带动着细管一起运动。能够较为精确的把细管运送到下一个定位夹紧机构处,完成动作。
2.4 扩孔机构结构设计
扩孔机又称轧环机,是加工环形锻件的先进设备,广泛应用于轴承、工程机械、石油化工、航空航天、发电等工业领域的环形件生产。主要用于对管类零件的扩孔。
扩孔机的工作原理:当管料或者棒料送入扩孔机扩孔处时,传感器检测到并发出指令,扩孔机上的夹紧装置将管料或者棒料夹紧,随后扩孔机进行扩孔。扩孔机在气缸的作用下通过一系列的机构之间的相互作用完成对管料或者棒料的扩孔。其作用是对管料或者棒料进行有效扩孔。拟采用现有扩孔机完成管料端部扩孔。
3 结论
本文介绍了细管件端部成型过程设计思路及过程。以设计为基础,提出了一种细管件端部成型,能够完成细管的校直、定位夹紧、运料和扩孔。不仅大大提高了劳动生产率, 而且很好地保证和提高了产品的质量,[3]向智能化、自动化方向发展,具有很好的现实指导意义。
参考文献:
[1]赵有珍,李健,邓家褆.产品功能结构建模研究[J].计算机应用研究,2003(11):32-35+38.
[2]邹慧君,汪利,王石刚,郭为忠.机械产品概念设计及其方法综述[J].机械设计与研究,1998(02):6-9+3.
[3]汪久根.论机械结构的设计[J].教育教学论坛,2012(05):82-83.
[4]李艳兵.机械结构设计的方法和基本要求[J].黑龙江科技信息,2007(24):4.
[5]王燕涛,朱彬,姜风国,李秦阳.汽车制动盘形位公差检测方法与方案设计[J].现代制造工程,2013(08):83-86.
[6]龙创平,陈豪.气动搬运机械手机械结构设计及分析[J].中国设备工程,2018(01):133-134.
基金项目:国家自然科学基金项目(51541504,51505407)
作者简介:姜稀膑(1993-),男,山东海阳人,研究生,研究方向:产品创新设计。
猜你喜欢
经营者(2016年12期)2016-10-21
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
