压载舱变形事故原因分析与思考
2019-10-11 06:46江卫东
世界海运 2019年10期
江卫东
一、引言
国际海事组织(IMO)通过的《2004年国际船舶压载水和沉积物控制与管理公约》(简称“压载水管理公约”)在2016年9月8日达到了生效条件,并于2017年9月8日正式生效[1]。该公约涉及的压载水管理措施主要包括两种方式:压载水置换(达到D1标准)和压载水处理(达到D2标准)[2]。某4 300PCTC滚装船(以下简称“本船”)在交船时未配备压载水处理装置,因此压载水的操作是采用置换的方法进行的。该船在交船后仅一个月,就出现了No.3右压载舱(WBT3S)变形损坏的重大事故。本文对这一事故的发生过程及原因进行梳理,以供参考和借鉴。
二、本船基本情况
本船船长164.8米,型宽28米,型深30.09米,结构吃水8.4米,载重吨为13 000吨,设计航速为19节。船体上下共有12层汽车甲板,其中有两层为可升降甲板,装车甲板总面积为34 000平方米,可装载汽车共4 300辆。
本船总共配备12个压载舱,压载舱的总容积为5 200立方米,其中No.3右与No.3左压载舱的舱容均为612立方米。
另外本船配备有2台立式离心泵作为压载泵,每台泵的容量为500立方米/小时,压头为5巴。
三、压载舱变形及损失情况
1.压载水置换
本船在中国某造船厂交船后,第一航次是去泰国曼谷港装运汽车。在到达泰国前,船员在压载水管理公约要求的距离外区域进行了压载水的首次置换,在操作过程中没有发现异常情况。
2.压载舱变形情况
在曼谷港装载汽车时,船员发现在低货舱区No.3右压载舱正上方的装车甲板出现大面积隆起,其中最高隆起部分达到16厘米(如图1左侧图纸中的虚线部分所示)。在排干压载水、进入压载舱后,进一步发现舱内有28处纵骨严重扭曲变形,并且有17处肋板垂直加强筋与纵骨的角接焊缝出现断裂或裂纹(如图1右侧照片所示)。
3.实际损失情况
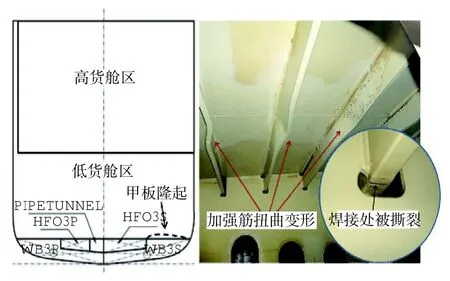
图1 某4300PCTC滚装船No.3右压载舱变形情况
根据本船在新加坡修船厂修复后的情况统计,No.3右压载舱的修理涉及该舱相关的装车甲板、外板以及相邻的No.3左压载舱(WBT3P)、No.3右重油舱(HFOT3S)、No.2右压载舱(WBT2S)、No.4右压载舱(WBT4S)等四个舱室。重新制作及修理的分段共9个,更换钢材(包括板材和型材)共30吨。直接维修费用达70万美元,前后维修时间19天,其中在坞内维修9天。如果考虑泰国到新加坡之间的来回航程,直接损失费用会增加10万美元,时间会增加5天。
四、原因分析
经分析,本船No.3右压载舱发生严重变形的原因是透气帽透气受阻而导致压载舱近似封闭打压。如图1所示,本船No.3右压载舱为双层底液舱,其静水压试验时的水柱高度至透气帽顶部,为18米(约等于1.8巴)。根据图2压载泵试验时的压头与流量(H-Q)关系曲线图可以看出,当排水量低于额定流量500立方米/小时时,排出压头会大于额定压力5巴,并且流量越低,压力越高。当排出量低于70立方米/小时时,泵的排出压头会超过7.6巴。在正常情况下,因为压载舱透气管路的流量设计是注入管路的1.25倍,压载水的操作是不会导致压载舱超压的。但是一旦透气帽出现故障,使得泵入压载舱内水的溢流受阻,压载舱壁承受的压力会迅速上升,甚至会达到设计压力的4倍以上,压载舱的结构也会因此损坏。而造成这一后果的具体原因主要是以下两个方面。
1.船员操作失误
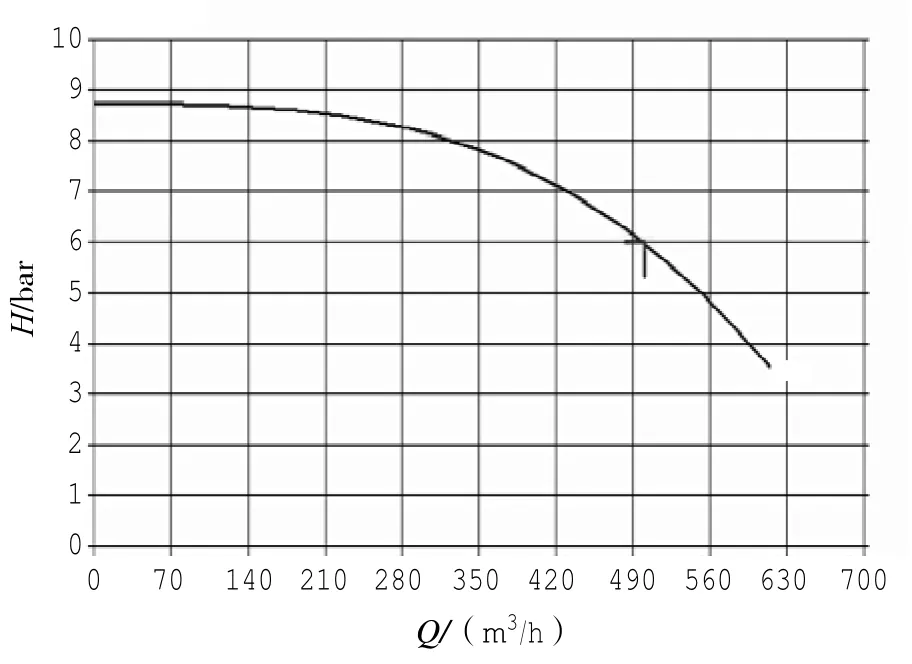
图2 压载泵的压头与流量关系曲线
本船是采用置换的方法来进行压载水操作的。置换法又包括顺序法、溢流法和稀释法。其中顺序法是指将压载水从压载舱中用泵排放干净,并重新注入清洁海水的方法。该方法的优点是能够比较彻底地对压载水进行有效置换。缺点是排放压载水能够改变船舶的吃水差及船舶的稳性,同时对船舶的固有剪力和弯矩也会产生影响,因此需要提前做好精确计算[3]。溢流法是指从压载舱的底部泵入清洁海水,使原来的海水通过溢流孔从顶部排出,从而达到压载水置换目的的方法。为了达到D1标准要求的95%压载水更换量,就需要注入3倍于舱容的水量。该方法的优点是不改变船舶的吃水差和稳性,对船舶的局部强度和总纵强度影响不大。缺点是在顶部需要有专门的溢流口设计[4]。
船舶在符合压载水管理公约上应持有两个方面的文件[5]:一是压载水管理计划(BWMP),它是按照国际海洋环境保护委员会的MEPC.127(53)决议要求制定并经主管机关批准的船舶压载水系统安全操作的指导性文件;二是压载水记录簿(BWR),用于船舶与压载水操作要求相关的记录。
本船在船级社证书上关于压载水操作的符号是BWM E(S)(S, Sequential),这说明本船的压载水设备及管系的配备是采用顺序法来进行压载水置换的。并且在本船的压载水管理计划中也进一步明确了该置换方法。但在船上的压载水记录簿中明确记录着之前对包括No.3右压载舱在内所有压载舱的压载水置换是按照溢流方法(改S为F,Flow through)来进行的。记录簿记载,按照压载舱舱容、压载泵的排量及运行时间,计算出No.3右+No.3左压载舱泵入的总水量达到3 689立方米,为No.3右+No.3左压载舱舱容的300%。
经过与船员的进一步沟通得知,他们之所以这样操作,是因为他们在参加交船前的航海试验时,看见造船厂就是采用透气帽出水的方式进行压载舱结构强度试验的,并且他们工作过的上一条船也是采用溢流法进行压载水置换的。此外,在压载水溢流操作时,他们是对几个压载舱同时进行置换,在压载透气帽出水时开始计时,待到计算时间后停止压载泵。再加上滚装船布置的特殊性——透气帽出口都是在垂直舷墙上,在压载过程中是很难发现某个透气帽不出水的。
需要说明的是,造船厂采用透气帽出水的方式进行压载舱的结构强度试验是船舶入级规范的要求,其采用的是透气帽一出水即停泵然后检查舱壁是否变形的方法,这与压载水的置换方式是没有必然联系的。
因此,船员没有按照符合本船实际的方式进行压载水的置换是No.3右压载舱发生变形事故的原因。
2.透气帽质量问题
压载舱透气帽结构如图3所示。在事故发生后,对No.3右压载舱的透气帽拆解时发现,透气帽内体(图3中③)里的浮球⑤卡在了接舷外侧的出口处,使透气通道接近阻断。另外经过实物与图纸对比以及对其余11个压载舱透气帽的拆检发现,只有No.3右压载舱透气帽中的4根导杆(图3中的②)没有安装,这就使得浮球在内体里面的运动没有导向和约束,容易堵住出口,进而导致压载舱中的水不能溢流至舷外。导杆是属于透气帽的内部结构,厂家对漏装导杆的解释是安装工人的疏忽。
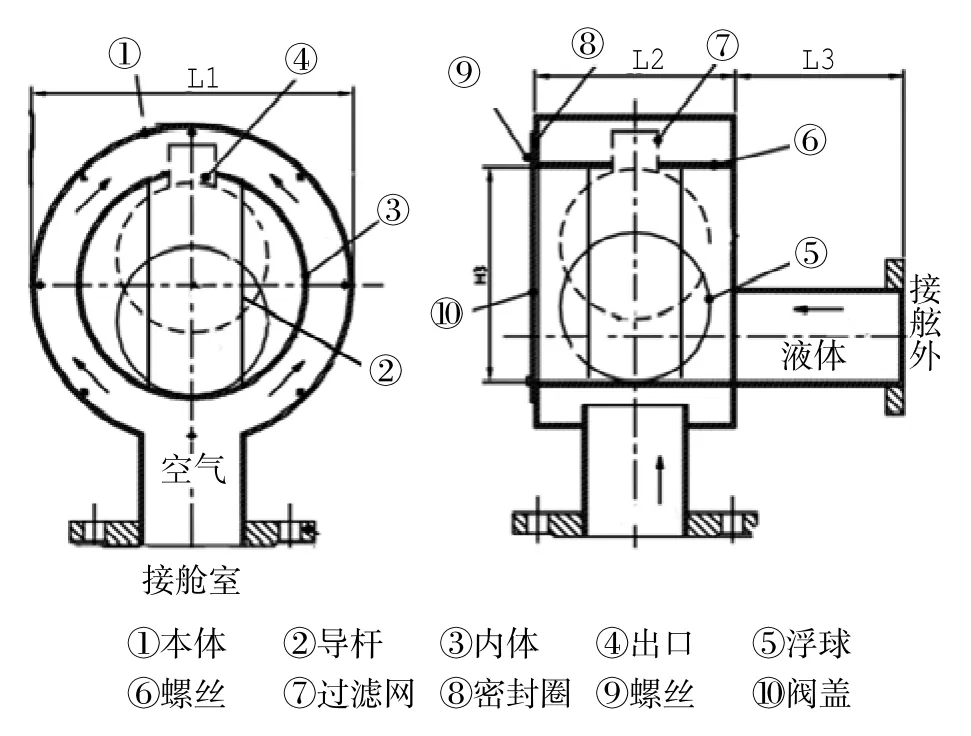
图3 压载舱透气帽结构示意图
进一步调查还发现,在透气帽的本体上有船级社钢印,这说明船级社把本属于型式认可的产品提升到了产品认可的高度(按照船级社规定,压载舱透气帽属型式认可产品)。但可惜的是,在产品检验时没能发现实物不符合图纸部分(缺少四根导杆),最终导致不合格的透气帽被装到了船上。
五、对策及思考
1.船东方面
船员在操作设备或系统时应严格按照既定的流程和要求进行操作和记录,这不仅是船舶安全操作的保障,而且也能避免在PSC检查(港口国检查)或FSC检查(船旗国检查)时出现不合格项[6]。比如,曾有船舶因压载水记录簿上的记录与压载水管理计划的要求不一致而导致在PSC检查中出现不合格项的案例。
另外,船东在为新造船申请新的船级符号后,必须就新符号与之前操作的差异对相关的管理人员和船员进行必要的说明和培训,使他们在管理和操作时做到心中有数。具体到该起事故,船东参与谈规格书或审图的人员应该在接船前就压载水操作符号对应的内容对接船船员进行培训,特别是要提醒与之前操作习惯的不同之处。
作为船员,首先应对压载水管理公约的目的、管理要求及执行情况有一定了解;其次在上船前要积极参加公司的相关培训,要对本船的压载水管理计划仔细研究、充分掌握[7];最后,在压载水操作特别是第一次操作时,要严格对照BWMP要求逐步进行,并严格按照要求在BWR上规范记录。
2.船级社方面
船级社作为新船建造过程中的船舶技术法定检验机构,要真正做到“执法必严,违法必究”。在产品认证时要严把技术关、质量关,确保产品实物与图纸相符,即便是型式认可也不能仅仅流于形式。船级社在本例中既然已经把透气帽定为产品检验,就应该严格按照产品认可的流程进行检查,实物与图纸的一致性是最为基本的检查要求。
3.设备厂家方面
设备厂家要有质量是企业命脉的意识,要树立产品的质量是靠做出来的,不是靠检查或发生事故后反馈出来的观念,通过PDCA(计划、实施、检查、处置)的控制模式避免把不合格的产品发送到船厂。厂家除了对制造工人进行质量意识宣贯和技术培训外,还应配备完善的质量控制体系。如果当时能有专门的质检人员按照质检清单项目对每个透气帽进行认真逐项检查,透气帽缺少导杆的缺陷就会得到及时纠正。
4.船厂方面
船厂是船东、船级社及设备厂家的连接环节。虽然可以在设备出现问题后把不合格厂家加入黑名单,但如果能把曾经出现的重要问题做成一个检查清单,并在产品发货前进行重点关注,也能有效地避免把问题产品进一步延伸到船上。具体到透气帽,在厂家发货前可以进行照光检查甚至是要求厂家解体抽查,发现问题及时纠正。
六、结论
总结问题为的是问题不再发生。4 300PCTC滚装船No.3右压载舱变形损坏的严重事故是由于船员、厂家、船级社以及船厂各方的失误累积叠加造成的,并且对各方在经济及信誉上都产生了比较大的影响。因此,船东、船厂、船级社及厂家各自作为船舶安全营运链中的一环,只有把自己这一环扣好,才能为船舶安全营运提供有力的保障。
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年6期)2023-01-18
西北工业大学学报(2022年6期)2023-01-11
宝钢技术(2022年4期)2022-12-23
纺织标准与质量(2022年1期)2022-07-12
小资CHIC!ELEGANCE(2021年31期)2021-08-16
流体机械(2021年1期)2021-02-23
水运工程(2020年11期)2020-11-27
自动化仪表(2020年9期)2020-11-12
河北渔业(2019年3期)2019-03-22
汽车零部件(2015年4期)2015-12-22