
基于形态学重建与OTSU的极耳焊缝图像分割方法
2019-10-09 03:112
福建工程学院学报 2019年4期
2
(1.福建工程学院 信息科学与工程学院,福建 福州 350118;2.工业自动化福建省高校工程研究中心,福建 福州 350118)
近年来,我国新能源汽车行业发展迅速,对动力电池的需求不断加大。与传统的方形和圆形动力电池相比,软包动力电池作为新兴动力电池,拥有更高的能量密度,更轻的重量、内阻更小、循环性能更好、循环寿命更长、设计更灵活等优点。其中,软包动力电池的极耳焊缝质量检测作为检测中的重要一环,直接影响动力电池的质量与性能。软包动力电池正负极耳一般为铜、铝材料,在工艺生产过程中,采用激光焊接技术将极耳与连接片焊接起来,就形成了具有金属光泽高反光的铜极耳焊缝和铝极耳焊缝。由于金属极耳材料的差异性、背景的复杂性,以及生产过程中带来的噪声、划痕阴影等细节干扰,使得检测难度加大。
在软包动力电池缺陷检测过程中,极耳焊缝图像分割的好坏将直接影响缺陷检测精度的高低。许多文献提出了焊缝图像的分割算法以及改进方法。文献[1]提出了一种融合动态阈值和全局阈值的算法来分割焊缝和瑕疵,在此基础上利用形态学和行程处理来消除干扰以得到更真实的焊缝边缘,利于检测。文献[2]针对常用阈值分割方法对小面积区域检测的局限性,利用基于排序点的聚类算法(OPTICS),实现了对石油钢管中任意大小形状焊缝缺陷的准确分割。文献[3]利用高斯混合模型构建背景图像,提出一种改进的背景差分法,提取薄壁金属罐焊缝目标区域。文献[4]对于高反射类金属零部件,将最大类间方差法和形态学图像分割法结合,排除高光影响,完成了图像分割。文献[5]通过利用自适应改变邻域灰度差分割中的阈值与步长对图像进行分割;能准确分割金属表面缺陷,但实时性还需要提高。文献[6]提出一种新的改进的OTSU算法(最大类间方差法)应用于焊接图像分割,在同时考虑类内、类间方差信息对图像分割效果影响的基础上,使用方差信息代替原均值信息,提高了焊接图像分割质量和算法运行速度。文献[7]针对射线焊接图像低对比度、噪声干扰的特性,通过分析焊接图像列灰度信息并运用阈值方法提取焊道,并采用多尺度多结构灰度形态学方法提取目标边缘,连续性和完整性较好。文献[8]利用灰度形态学重建将目标(补偿链)与现场光源等高亮目标作为整体从背景中提取出来,再利用条带区域特征将目标成功分割,该方法保证了提取目标的完整性,为工业复杂现场的目标提取提供了可行思路。
虽然焊接图像的研究近年来取得了一定成果,但软包动力电池极耳焊缝方面的研究还比较少。灰度形态学的相关运算在图像处理中得到良好运用,尤其形态学重建运算对于保障目标结构的完整性方面效果显著,例如文献[9-12];关于焊缝图像分割,阈值分割方法因其运算简单、易于实现得到广泛应用,其中具有代表性的就是OTSU阈值分割方法。
结合极耳焊缝图像特点,本文提出一种基于形态学混合开闭重建与OTSU的极耳焊缝图像分割方法,在文献[13]的多尺度形态学顶、底帽联合变换基础上,通过改变多尺度结构元素,进行形态学混合开闭重建,保持焊缝信息完整性的同时屏蔽细节干扰,提高焊缝对比度,并结合OTSU阈值分割算法将焊缝准确快速分割。
1 极耳焊缝图像分割
软包动力电池极耳焊缝图像具有高反光、低对比度的特点。在工艺生产过程中还会出现噪声、划痕阴影等影响。因此需要对其进行分步处理,最终实现准确分割的目的。整体分割步骤如下:
(1)读取原图像,通过提取G分量进行灰度化,得到灰度图像;
(2)采用中值滤波,保留边缘的同时去除椒盐噪声;
(3)根据焊缝结构特点,设定结构元素,进行多尺度细节提升;
(4)进行形态学混合开闭重建,进一步平滑图像,屏蔽干扰信息,保证焊缝完整性同时进一步提高焊缝目标与背景的对比度;
(5)最后,采用OTSU阈值分割方法,提取焊缝目标。
1.1 多尺度形态学变换
数学形态学运算因其具有快速、实时、易于实现等优点,已经成为图像处理领域中的重要工具。形态学中开运算能够消除比结构元素小的亮细节特征,闭运算能够消除图像中比结构元素小的暗细节特征。而顶帽变换(top-hat)则用开运算对样本进行处理,底帽变换(bottom-hat)则用闭运算对样本进行处理[14]。其中开、闭运算分别定义为:
设f0为输入图像,B为结构元素,则B对输入图像f0的开、闭运算定义如下:
fopen=f0∘B
(1)
fclose=f0·B
(2)
则形态学顶帽变换、底帽变换分别定义为:
ftop-hat=f0-f0∘B
(3)
fbottom-hat=f0·B-f0
(4)
为了避免不必要的细节增强以及改善传统细节提升的冗余性,提高算法的灵活性,本步骤采用文献[13]多尺度变换增强的思想,进行细节提升。并根据本文极耳焊缝的结构特点,重新定义多尺度结构元素,采用垂直方向,大小分别为3,5,7的线性结构元素。如下所示:
多尺度变换增强的基本思想如下:

(5)
其中f0为输入图像;ω是根据具体情况自由设定的常数;Dopi,Dcli表示需要提取的各个尺度下的有价值的亮、暗细节特征,表示如下:
i=2,…,n
(6)
i=2,…,n
(7)
其中λi是根据图像边缘梯度信息所构造的控制因子,定义如下所示:

(8)

1.2 形态学混合开闭重建
经过多尺度细节提升之后,焊缝本身细节信息虽然被提升,但部分划痕同时也被增强,一些团块阴影仍存在,因此还需要进一步进行图像平滑处理,剔除划痕及阴影。传统的形态学开、闭运算只能去除部分高灰度和低灰度的细节信息,且由于开运算的反扩展性和闭运算的扩展性使得开闭(OC)滤波器的输出幅度偏小、而闭开(CO)滤波器的输出幅度偏大[15]。单一的开、闭重建运算,只能消除图像目标上方(或下方)的细节和噪声,处理后的图像也总位于原图像的下方或者上方,导致目标位置发生偏移[10]。所以,在实际应用中要将它们以组合的方式运用,以达到良好的效果。综上,本文提出形态学开闭混合重建方法,去除划痕、阴影等干扰的同时,提高焊缝轮廓定位能力,利于继续分割。

其中
(9)
形态学测地腐蚀为测地膨胀运算的相应补集的对偶变换,定义为:
其中
(10)
式中∧表示点方式的极小算子,∨表示点方式的极大算子,b表示结构元素,根据极耳焊缝的形状结构特征,本文选取线性垂直结构。⊕表示形态学膨胀运算,Θ表示形态学腐蚀运算。测地膨胀与测地腐蚀均为迭代运算,当迭代次数达到预设值或Di+1=Di,Ei+1=Ei时,迭代终止。
因为测地膨胀、测地腐蚀分别采用逐点极小、逐点极大运算,使得测地膨胀保留了标记图像中小于等于模板图像的部分;同理,测地腐蚀保留了标记图像中大于等于模板图像的部分。实际中,测地膨胀小于等于相应条件的膨胀,测地腐蚀大于等于同等条件的腐蚀,所以保证了良好的尺度性,从而确保了开闭重建运算对极耳焊缝的准确定位。
基于以上测地膨胀和测地腐蚀的定义,形态学开重建与闭重建定义如下:

(11)
基于以上运算,将开重建与闭运算组合,达到同时消除阴影及划痕干扰的目的。采用重建的均值也更能接近原始结果[15]。故提出形态学混合开闭重建的均值运算,定义为开闭与闭开重建的均值:

(12)
在重建过程中以1.1节多尺度形态学焊缝细节提升后的图像作为模板图像,以普通形态学处理后的图像作为标记图像。由于模板图像的存在,它总是对标记图像起到限制膨胀或限制收缩的作用,且开(闭)重建运算和相应的形态学开(闭)运算满足如下关系:

(13)
故开闭重建运算满足良好的尺度性,保证轮廓不发生偏移,提高定位能力,进一步保障准确分割。
1.3 OTSU阈值分割
OTSU阈值法也称大津法(最大类间法),是由日本学者OTSU于1979年提出。其基本思想:将图像分为前景与背景两大类,通过全局搜索计算两部分的方差值,使得两类间方差值最大的灰度值作为最佳分割阈值。


(14)
那么代表C1,C2类的均值分别为:

(15)
整体均值为:

(16)
综上可知,类间方差δ2可以定义为:
δ2=P1(m1-mG)2+P2(m2-mG)2
(17)
化简后表示为:
δ2=P1P2(m1-m2)2
(18)
选取使δ2最大的阈值k作为最佳阈值,以此来进行图像分割。由上述可知:
k*=argmaxδ2
(19)
因其具有操作简单,易于实现的特点,故在重建后图像基础上采用此方法进行二值化操作,有效分割出焊缝目标。
2 实验结果与分析
为了验证本算法在软包电池极耳焊缝图像分割中的有效性,算法在相同的实验条件下进行:Windows10系统,3.20 GHz处理器,8 GB内存;在MATLAB2018a编程环境下进行实验。分别采用普通形态学,文献[16]的方法,直方图均衡化方法及本文方法进行对比度提升实验,最后均采用OTSU方法进行焊缝分割。此外,在本文重建方法的基础上,选取了Adaptive-threshold方法,粒子群优化方法(particle swarm optimization,PSO)进行分割实验,并与OTSU方法进行分割方法的对比。
2.1 对比度提升实验结果与分析
从实验结果图1、图2可以直观看出,由于铜焊缝与铝焊缝的本质属性不同,对实验结果也略有不同。从二者实验整体效果来看,普通形态学能平滑划痕等细节干扰,但铜、铝焊缝与背景的对比度增强不明显;文献[16]的方法对铜焊缝本身细节信息有所提升,但同样划痕、阴影干扰也被提升,不利于焊缝提取;对铝焊缝提升效果不明显。直方图均衡化方法则都造成局部过亮或过暗现象,虽然焊缝本身对比度明显提高,尤其对于铜焊缝本身提升效果明显,但都使得图像质量较差,不利于继续分割提取。通过对比则可以看出,本文方法能平滑细节干扰,消除阴影的同时,提高焊缝目标与背景的对比度,有利于分割。
2.2 分割实验结果与分析
为了进一步证明本文对比度提升效果的有效性,分别在上述普通形态学方法、文献[16]方法、直方图均衡化方法及本文方法的基础上采用OTSU阈值分割方法进行分割。实验结果如图3、图4所示。实验结果表明:本文重建方法对比度提升效果显著,能使焊缝有效分割出来,剔除了其他干扰信息;其他方法则不能将焊缝目标与背景分离,仍存在干扰,不利于后续的缺陷检测。
此外,在本文重建方法的基础上,采用Adaptive-threshold方法,粒子群优化方法(PSO)与本文OTSU方法进行分割方法的对比。从分割效果来看,三种分割方法都能将焊缝完整分割,效果几乎相同,这一结果也从侧面反应出本文对比度提升效果较好,重建方法可行;从时间上来看,OTSU阈值分割方法耗时更短。又Adaptive-threshold方法本身涉及滤波窗口大小的选取;粒子群算法涉及惯性权重的选择;相比之下,OTSU阈值分割方法更稳定,持续。因此本文选择了OTSU方法进行分割。

图1 铜焊缝对比度提升Fig.1 Copper weld contrast boost
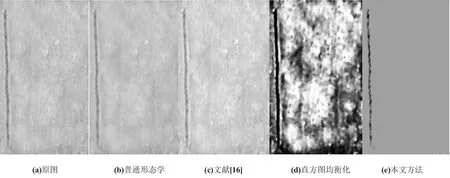
图2 铝焊缝对比度提升Fig.2 Aluminum weld contrast boost

图3 铜焊缝分割结果Fig.3 Copper weld segmentation result

图4 铝焊缝分割结果Fig.4 Aluminum weld segmentation result

图5 分割方法对比Fig.5 Comparison of segmentation methods

表1 分割方法对比分析结果Tab.1 Comparsion analysis results of segmentation methods
3 结论
针对软包动力电池极耳焊缝对比度低、噪声高,存在阴影、划痕等干扰的问题,本文提出基于形态学混合开闭重建与OTSU的极耳焊缝图像分割方法。重建后的图像不仅剔除了干扰信息,使得背景均匀,提高了焊缝目标与背景的对比度;而且保留了焊缝轮廓信息的完整性,符合尺度要求,达到准确定位的目的。对重建后的图像采用OTSU阈值分割方法快速实现二值化,能准确分割出焊缝。实验验证了方法的有效性,为软包动力电池极耳焊缝分割提供了一种可行思路。
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
天津医科大学学报(2021年1期)2021-01-26
能源(2017年12期)2018-01-31
资源再生(2017年4期)2017-06-15
自动化学报(2017年5期)2017-05-14
光学精密工程(2016年1期)2016-11-07
电源技术(2016年9期)2016-02-27
电源技术(2016年9期)2016-02-27
中国继续医学教育(2015年2期)2016-01-06
振动、测试与诊断(2014年6期)2014-03-01
