
智能工位终端在服装大规模个性化定制行业的应用研究
2019-09-25 02:44杨宝庆何立永易亮玉吕永桂高平波钟波冯小兰
物联网技术 2019年8期
关键词:生产效率
杨宝庆 何立永 易亮玉 吕永桂 高平波 钟波 冯小兰

摘 要:在大规模服装个性化定制生产中,针对常见的服装生产流水线的不足,将智能工位终端应用于服装生产过程,设计一整套软硬件系统。该系统能实现服装生产过程中诸如订单工艺的下发、产量同步、视频传输等功能,较大地提高了服装生产企业的生产效率与信息化管理水平。
关键词:智能工位终端;个性化定制;订单工艺;生产效率;生产流水线;视频传输
中图分类号:TP387文献标识码:A文章编号:2095-1302(2019)08-00-03
0 引 言
随着互联网和电子商务的发展,消费者对服装产品的要求越来越高,个性化、差异化愈发显著,传统的服装生产工艺已经越来越无法满足服装产品的快速迭代以及消费者的个性化需求。近年来,我国服装制造业在电商渠道和国外服装品牌的双面夹击下,一直难以摆脱产业低迷的困境,破产、倒闭、兼并成为近年服装产业的关键词。
由此可见,传统服装企业亟需从劳动密集型向高科技型转变,利用智能制造实现产业升级,既保证传统制造时代大规模标准化生产的产能和效率,又能够解决互联网时代服装消费者的个性化需求。本文通过对智能工位终端在智能制造行业的应用研究分析,期望对行业的发展提供借鉴和参考。
1 智能工位终端系统
1.1 智能工位终端系统组成
智能工位终端外形如图1所示。该智能工位终端采用Android 6.0.1+Qt 5.8系统,选用A33四核CPU,4GB/8GB/16 GB EMMC存储,1 GB内存。核心模组集成以太网功能,以及一转四USB-HUB芯片。
1.2 智能工位终端系统功能
时钟校准服务器NTP可通过设置选项选择不同的服务器地址和校时超时时间。LCD显示可通过设置选项选择默认显示方向0°,90°,180°,270°,不用安装第三方软件就可实现获取系统root权限,可通过设置选项强制所有应用程序与系统默认的显示方向一致,不会在程序启动时切换横竖屏。支持客户应用程序为系统唯一桌面Launcher,并且不会弹出选择框,终端使用者无法运行其支持WiFi网络定位。集成科大讯飞TTS语音引擎支持9 bit串口通信和POE供电,通过CAN接口与主板进行交互。
2 控制系统硬件构成
智能工位终端控制系统电路原理如图2所示,主要由主控制CPU、电源模块、以太网通信接口、WiFi模块、4G无线传输模块、RS 485通信接口、RS 232通信接口、CAN通信接口、USB接口、存储模块、音频模块、LCD触摸屏以及用于RFID 的MCU,RFID模块等组成。该终端系统负责大规模个性化定制服装的生产工艺展示与指导,并通过采集RFID卡信息进行服装计件和员工考勤,同时还可接入各种传感器。其中,主控制CPU采用全志A33处理器,该处理器基于四核CortexTM-A7架构,搭载Mali400MP2图形处理单元,支持1080P高清视频处理及播放,最高频率可达
1.2 GHz,是目前最具性价比的超低功耗四核平板处理器;电源模块支持9~24 V的宽输入电压,减小了电压波动对整个电路系统的影响,提高了控制系统的稳定性;智能工位终端同时支持4G无线传输、WiFi以及以太网有线传输三种通信方式,可以比较灵活地与平台进行数据通信;预留
RS 485,RS 232,CAN等通信接口,可以接入各类传感器来采集数据;通过USB接口可以和PC,U盘等通信,用以传输文件;储存模块使用SD卡,它具有体积小、数据传输速度快、可热插拔等优良的特性,方便智能工位终端数据的存储;音频模块通过LM4871功率放大器驱动喇叭播放智能工位终端中的工艺指导音频信息;LCD触摸屏极大地方便了工作人员的操作,提高了智能工位终端的用户友好性,同时LCD屏还能够以图文的方式展示工序文字、工序图片以及播放高清工序指导视频,可对工作人员进行快速培训,提高生产效率;RFID模块可以采集低频卡以及高频卡信息,最终通过串口与主控制CPU通信,该模块的控制采用STM32系列的32位MCU,该处理器基于ARM Cortex-M架构,具有高性能、低成本、低功耗等特点,节约了主控制CPU的资源。
3 系统软件设计
系统的软件设计模块如图3所示,主要分为4个模块:吊挂程序模块、用户交互程序进程模块、Web端服务模块和系统模块。其中系统模块是本文设计的核心,因为其他模块都要与该模块进行数据的交互。系统模块与其他模块的交互方式也各不相同,与吊挂程序是通过WebSocket进行通信、与Web端服务是通过HTTP进行通信、与用户界面是通过Socket进行通信。
3.1 系统模块
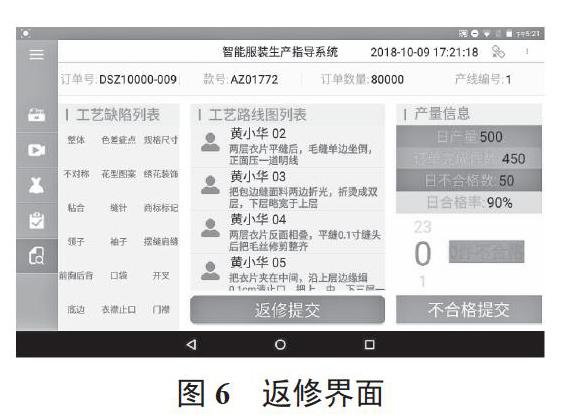
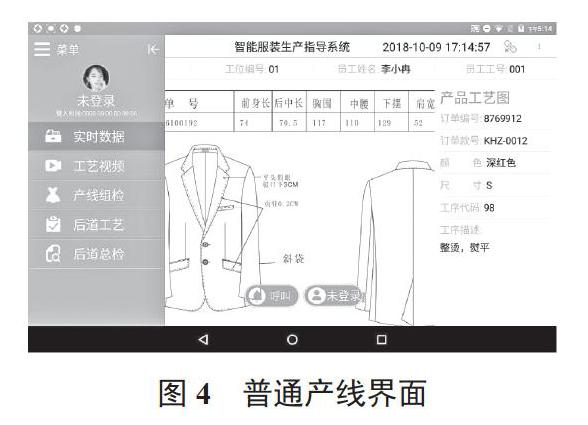
智能工位终端的系统模块主要分为5个部分:用户设置界面、普通产线界面、裁床界面、产线组检界面和产线总检界面。其中,用户设置界面主要用于设置网络信息,如设备号、WiFi登录、员工登录和静态IP设置等;普通产线界面则包含该工位正在生产的款式工艺信息,如员工号、工序名称、款号、颜色、尺码、订单号、产量和工艺图片等,如图4所示;裁床界面主要是一些裁片以及裁剪的信息数据,如图5所示;产線组检界面主要包含该流水线的每个工位的完成情况信息,如果某个工位的工序有误可以进行返修操作;产线总检界面则包含所有流水线的完成信息,如果某条流水线的某个工位的工序有误可以进行返修操作,如图6所示。
3.2 吊挂数据交互
考虑到智能终端与服装生产流水线的数据交互比较频繁,本系统采用WebSocket进行通信。WebSocket是一种基于TCP的持久化协议,它不仅可以保持服务端和客户端的双向通信,还能保持长连接且支持多种语言和多种平台。在数据协议方面,为了保证数据的有效传输,本系统采用JSON协议对数据包进行定义和封装。
3.3 RFID卡读取系统
由于服装生产流水线的运行机制是通过读取衣架上RFID卡的信息进行出站和进站,所以在智能工位终端内嵌有一个RFID读卡器,用于读取该衣架上的卡号信息从而在系统服务器申请订单号、款号、路线图、工艺路线和工艺视频等信息。当智能工位终端启动后即启动读卡程序,该程序可以保证读卡器一直处于读卡状态,当衣架落下流水线的站位后会经过该智能工位终端即完成读卡操作。这种读卡机制可以准确无误地读取衣架上的卡号信息,从而保证款式工艺的准确下发。
3.4 Web端服务模块
Web端的服务器根据款式工艺存有不同的工艺图片,智能工位终端通过HTTP协议读取Web端服务器的缓存来读取工艺图片,HTTP是客户端浏览器或其他程序与Web服务器之间的应用层通信协议。在Internet的Web服务器上存放的都是超文本信息,客户机需要通过HTTP协议传输所要访问的超文本信息。由于流水线的站位比较多且刷卡比较频繁,为了解决数据的高并发以及图片加载过慢的问题,本系统采用HTTP协议进行图片的传输,当界面有数据刷新时,通过QT里的信号与槽的机制可以触发从服务器读取图片的事件。
4 结 语
本文在大规模服装个性化定制生产中,针对常见的服装生产流水线的不足,将智能工位终端应用于服装生产过程,设计一整套软硬件系统,能够实现服装生产过程中诸如订单工艺的下发、产量同步、视频传输等功能,较大地提高了服装生产企业的生产效率与信息化管理水平。
参 考 文 献
[1]袁建文.数字经济时代的产业发展[J].财会研究,2001(7):58-60.
[2]杜睿云,蒋侃.新零售:内涵、發展动因与关键问题[J].价格理论与实践,2017(2):139-141.
[3]谭力文,马海燕,刘林青.服装产业国际竞争力—基于全球价值链的深层透视[J].中国工业经济,2008(10):64-74.
[4]刘晓慧,郑广泽.C2M模式下服装智能个性化定制的优势及发展[J].服装学报,2016,1(5):477-481.
[5]刘华,谢红.物联网下服装量身定制应用新模式[J].上海纺织科技,2012,40(12):1-6.
[6]丛杉,张渭源.数字技术在服装定制中的应用[J].东华大学学报,2006,32(1):125-130.
[7] FENG J Q,MA L Z,PENG Q S. A new free-form deformation through the control of parametricsurfaces [J]. Computers & graphics,1996,20(4): 531-539.
[8]施丹峰.衣得体:打造“互联网+服装”数字化服务平台[J].软件产业与工程,2015,36(6):22-23.
[9]赵卫东,周尚晨,孙一鸣.基于离群点挖掘的RFID冷链温控研究[J].计算机系统应用,2010,19(11):166-170.
[10]周旻.基于物联网的烟草物流建设应用探索[J].物流工程与管理,2012(6):31-33.
猜你喜欢
商情(2016年43期)2016-12-26
考试周刊(2016年56期)2016-08-01
商场现代化(2016年9期)2016-05-07
科技与创新(2015年2期)2015-02-11
