
大型矿山电动轮汽车转向缸销结构设计改进
2019-09-21 01:58:34周玉华
有色设备 2019年4期
周玉华
(江西铜业集团 城门山铜矿采矿场, 江西 九江 332100)
随着矿山规模的不断扩大,电动轮自卸车在年开采量1 000万吨级以上大型露天矿山的运输设备中,起着举足轻重的作用[1]。江铜德兴铜矿铜厂和富家坞采区日采选矿石产能为13万t/d,其矿石年采剥总量巨大,达1.32亿t/a,采用十几台大型电动挖掘机和配套的七十多台电动轮卡车进行采矿作业,其中小松730E电动轮汽车属于主力车型。
随着该矿几大采区产能的不断提升,730E电动轮汽车采用四班三运转方式,运输任务十分繁重,其工况极其恶劣、复杂,高粉尘、高负荷、高强度,其转向缸销固定螺栓常会产生松动、脱落,致使其转向缸销孔磨损变大、转向缸销被切断等,导致停机事故频发。由于液压系统元件精度较高,因而其故障修复长期以来一直成为矿山设备维修的技术“瓶颈”[2]。为使该型电动轮始终处于完好的技术状态,保证其正常作业和延长使用寿命,降低生产成本,提高矿山技术经济效益,针对其进行结构设计改进,十分必要。
1 主要结构组成
730E电动轮汽车载重量大、运输快捷和安全稳定性较好。其配备了一台全天候的动力转向系统,这样可以直接为操作人员提供转向控制。其动力转向系统包括充氮的蓄能器,这样可以在转向液压减少至规定的最低值时供应紧急的能量,且其设计性能会影响汽车的操纵稳定性和驾驶舒适性,对行车安全至关重要,故汽车转向系统零件皆称为保安件[3]。其转向系统采用液压式,与整车、其它总成及各系统息息相关。其转向油缸总成主要由油缸壳体、活塞杆、活塞轴承、活塞密封总成、密封压盖、心轴臂、安装支架、锁紧螺母、球面轴承、定位器等部分组成。其转弯半径 (SAE)为28.0 m,具有蓄能器的双液压油缸能协助连续的额定转向。储能器能自动提供紧急动力转向。其转向系统具有轻便、灵敏、易控制等特点[4]。其中转向缸销主要由螺杆、螺母、压板、销孔座、销子等部分组成,是转向油缸的关键零件,其使用寿命直接影响安全生产和生产成本。
该型电动轮汽车设置有符合或超过SAE J1511和ISO 5010标准的紧急转向系统。它可用作备用装置,适用于主转向系统发生供油损失的状况下。若低转向系统压力指示灯和报警启动,则至转向和制动系统的液压油供应存在故障。报警首次启动后,应快速安全地停住卡车极为重要。若供油压力下降至预定的水平,低制动压力警告灯也将点亮;若油压继续下降,制动自动施加功能将启动,且行驶制动也将自动施加以停住卡车。
2 转向缸销失效主因分析
730E电动轮汽车动力转向系统作业频繁,故障率较高。方向盘转向转动至一定的角度时,经转向控制阀,可定向、定量地将油泵所提供液压油分别注入油缸的左右腔,并使转向缸销在受力的状况下,推动导向轮实现动力转向。然而,转向缸销处于工作状态下,由于销轴与销孔接触部位受到外界不同方向的反复冲击,加之受到重心叠加等复合载荷的影响,产生的应力状态相当复杂,容易使销轴与销孔之间的磨损间隙逐渐变大,销孔内的缸瓦受到力的冲击,也会不同程度产生开裂、破损,甚至导致本体严重磨损;同时,销轴在销孔内也跟着转动,严重时销孔内的销轴会产生严重磨损、断裂或脱落,致使车辆失控,甚至造成设备停机,安全事故隐患较大,从而成为该矿安全生产的技术“瓶颈”。
2.1 销轴失效
销轴的使用性能除了受其材料影响之外,还与其表面粗糙度、硬度及与销套的配合公差有关,特别是与销套的硬度配比对销轴耐磨性影响较大。大量销轴失效研究表明,磨损是销轴的主要失效形式,约占80%;断裂失效次之。而销轴磨损可划分为磨合、磨粒磨损、粘着磨损三个阶段[5]。销轴磨损阶段图,如图1所示。

图1 销轴磨损阶段图
(1)磨合阶段。主要是微凸体改变自身形状和材料的冷作硬化,销轴表面粗糙度是该阶段磨损的影响主因。(2)磨粒磨损阶段。销轴磨损量较小,磨损时间较长,硬度和配合是该阶段的影响主因,其中配合是通过影响润滑状态来影响磨损的,而表面粗糙度也会影响这一阶段稳定后的配合,进而影响销轴磨损。(3)粘着磨损。该阶段销轴磨损迅速,易超过极限值。为避免销轴提前失效,必须确保其表面粗糙度、硬度及公差配合良好。
2.2 销孔失效
销孔变形是因为车辆在运行过程中受到外界不同方向的反复冲击、重心叠加的影响,致使其应力状态变得异常复杂。根据该型电动轮汽车转向缸销设计的实际,可分析出该处销轴存在设计缺陷,最直接判断是销轴在车辆运行过程中使用动力转向时,销轴也会随之转动,久而久之销轴处于摩擦状态,销孔也会逐渐变大。
2.3 缸销失效
由于转向缸销由螺栓直接固定,无任何设计阻挡销轴水平旋转运动的物体,车辆运行过程中产生震动,易使螺栓、压板松动或脱落,销轴整体无受压、无保护,一旦车辆遇到大的冲击时,转向缸销易上下窜动,销轴与销孔磨损加剧,转向受力陡增,销孔轴承破碎,导致转向缸销易磨损和断裂,时而还会出现转向缸销整个外窜现象,造成电动轮汽车在运行时突然无方向,极易酿成严重的安全事故,安全隐患极大。
2.4 停机维修
据统计,由于紧固转向缸销固定螺栓和修复转向缸销孔频繁,该矿由此造成的年停机时间超过5 000 h/a,导致设备使用率低,员工劳动强度大。究其主因,主要是原设计转向缸销和固定方式设计存在缺陷,原转向缸销是由螺杆、螺母、压板共同作用固定于销孔座上的,该固定方式仅限制了转向缸销的上下运动,却不能很好地限制转向缸销的水平旋转运动。730E型电动轮汽车载重约200 t,其转向时对转向缸销会施加旋转力较大,若仅靠螺母、螺杆和压板共同作用的磨擦力,根本无法有效地限制转向缸销的水平旋转,反而易使固定螺栓产生松动。而转向缸销旋转会使销孔磨损变大、变形,导致固定螺栓易松动,销孔损坏加剧,从而产生恶性循环。改进前转向缸销固定方式,如图2所示。
1.销子 2.压板 3.销子 4.销孔座 5.螺母 6.螺杆 7.销孔座图2 改进前转向缸销固定方式
2.5 维修成本
该矿730E电动轮汽车共有20余台,以一年修复一次计算,修复转向缸销,销孔、镗孔费用和备件费用共消耗20余万元,且维修成本正在逐年递增。为及时消除故障,杜绝设备安全隐患,大幅降低备件消耗及维修成本,避免造成大的经济损失,分析转向缸销在运行过程中水平旋转运动故障,并对其进行结构设计改进已迫在眉睫。
3 转向缸销结构设计改进
通过现状调查原因,确定了限制转向缸销的水平旋转是解决故障的关键所在。经过反复分析与研究,针对转向缸销进行结构改进,具体方案如下。
3.1 转向缸销设计改进
2011年2月,根据测绘转向缸销孔内径、长度及定位尺寸,结合方案优化设计;4月初测绘设计完成,成功制作出样品。原设计转向缸销是台阶型圆柱销,新设计在转向缸销销头上增设一个带切面的销颈。改进前后销颈对比图,如图3所示。
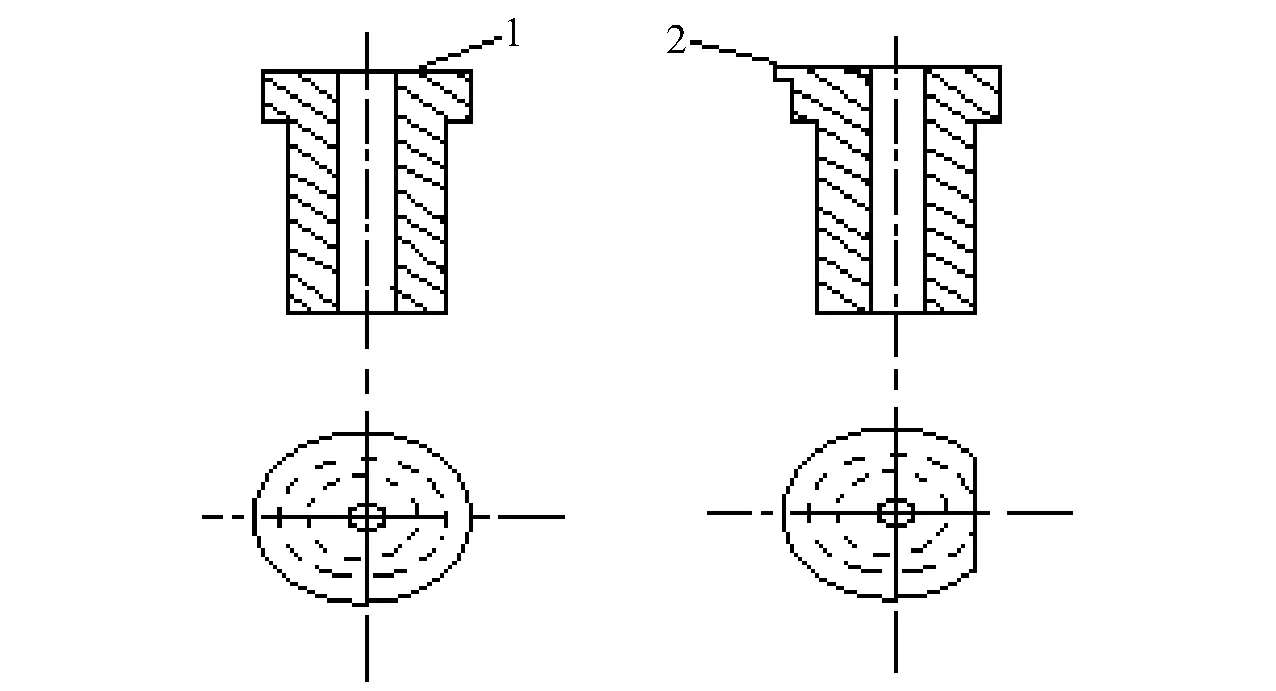
1.改进前销颈 2.改进后销颈图3 改进前后销颈对比图
3.2 销子固定方式改进
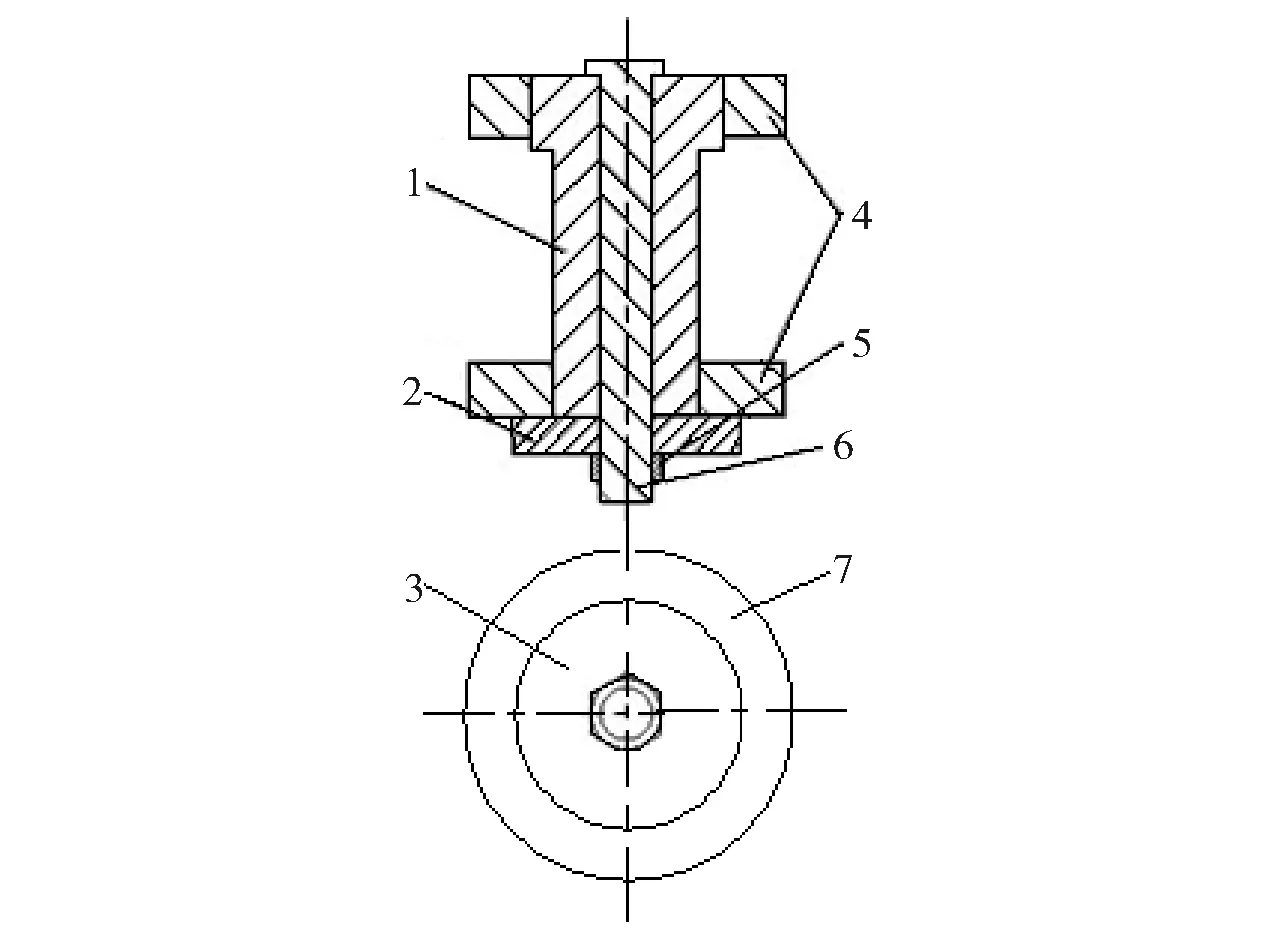
新设计是在销孔座上部安装挡块,与转向缸的销颈切面相互配合,以限制销子的水平旋转。改进销子固定方式,如图4所示。
2011年5月至8月,按以上设计改进方案,先安装在一台730E电动轮汽车上进行跟踪试用,并跟踪试用3个月后未出现固定螺栓松动、销孔磨损等现象,效果十分明显。逐步扩大试验范围,推广应用于至其它730E电动轮汽车,通过持续跟踪,应用效果良好,但使用中不难发现,第一次设计挡块仅是简单长方体通过焊接装于销孔座上,每次更换磨损的挡块,都必须采用气割方法去除旧挡块,再焊接新挡块,维修非常麻烦。
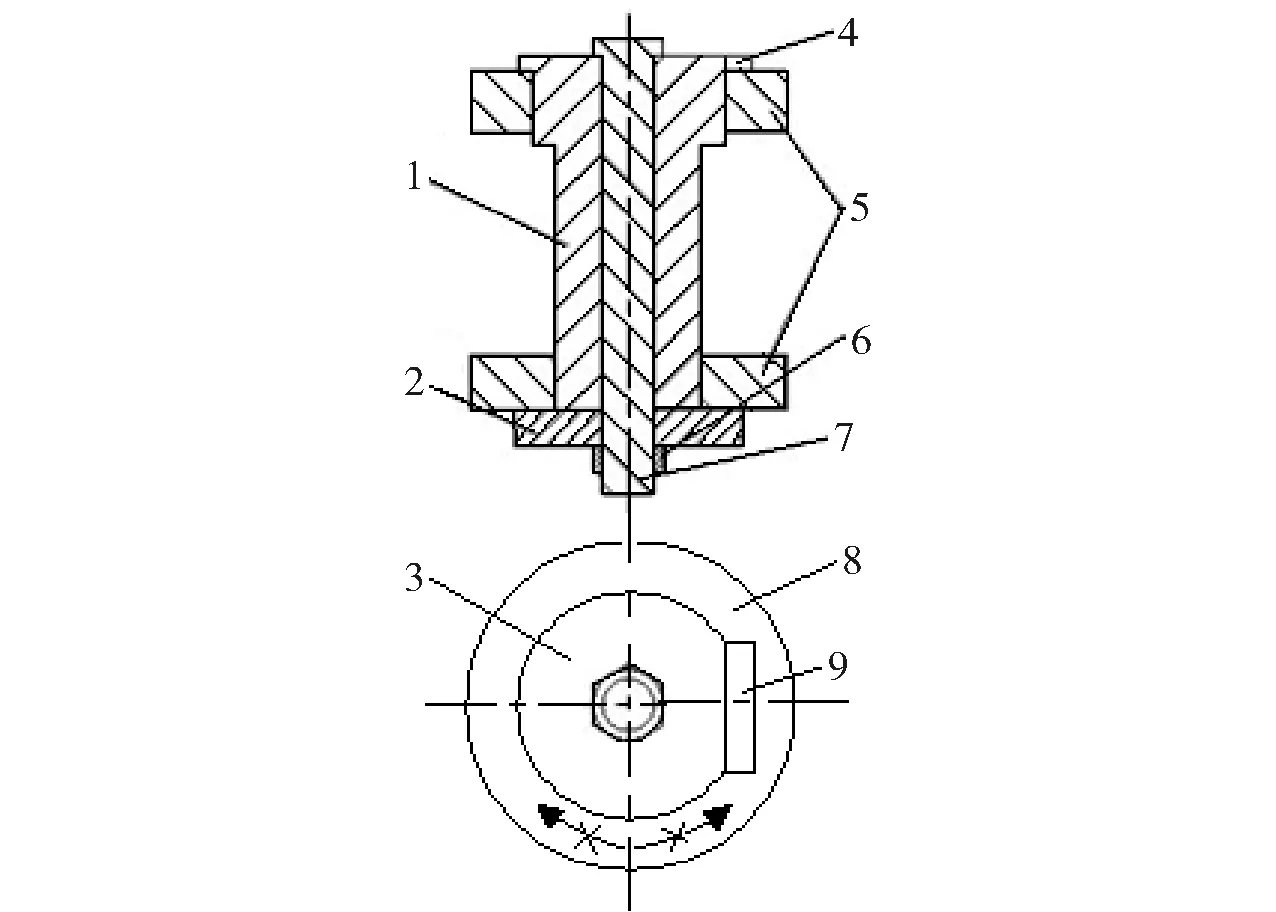
1.销子 2.压板 3.销子 4.挡块 5.销孔座 6.螺母 7.螺杆 8.销孔座 9.挡块图4 改进销子固定方式1
3.3 挡块设计改进
2011年9月,通过挡块使用现状调查,针对上述磨损挡块更换的麻烦,采取二次设计改进,将挡块重新设计成由带螺丝孔的挡块座、挡块、螺钉组成的复合型挡块。挡块座焊在销孔座上,挡块用螺钉固定在挡块座上。一旦挡块磨损后,仅需拆装螺钉,即可方便地更换新挡块。改进销子固定方式,如图5所示。二次改进后,更换磨损挡块较方便,维修时间短,通过使用跟踪,该型电动轮汽车试用状况良好,设备出勤率高。
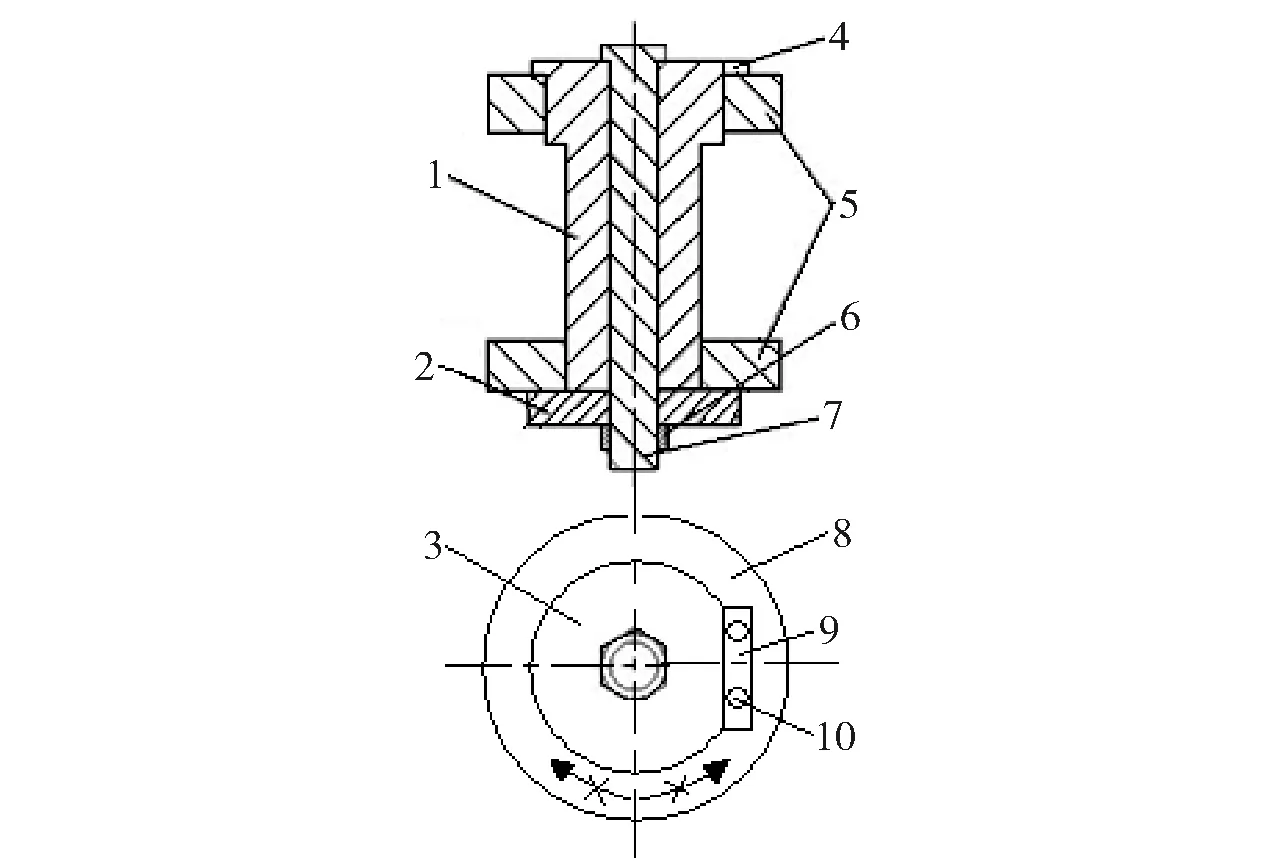
1.销子 2.压板 3.销子 4.挡块 5.销孔座 6.螺母 7.螺杆 8.销孔座 9.挡块 10.螺杆图5 改进销子固定方式2
4 结语
生产实践表明,730E电动轮汽车转向缸销结构设计改进是成功的,彻底解决了其转向缸销、销孔易松动或异常损坏,解决了长期困扰该矿设备维修的技术“瓶颈”。年可减少因镗孔、紧固螺栓造成停机时间约5 000 h(镗孔2 000 h,每天紧固螺栓近3 000 h,相当于一台730E电动轮汽车的年产量,增加运输矿或废石近270多万吨。以年修复转向缸销一次进行保守计算,改进后每台电动轮汽车年维修成本可由20余万元降至1万元以下。目前,该矿已将该成果应用于举升缸销、横拉杆销等固定方式上,并全面推广应用至该矿所有的电动轮汽车。其作业效率、可开动率、设备利用率高,生产成本低,安全隐患低,使用寿命长,确保了该矿的安全生产,技术经济效益和社会效益十分显著。
猜你喜欢
机床与液压(2023年1期)2023-02-03 04:57:52
城市轨道交通研究(2022年2期)2022-11-18 09:45:42
环球市场(2021年33期)2021-12-17 17:55:34
建筑机械化(2021年9期)2021-09-30 08:52:08
装备制造技术(2020年11期)2021-01-26 00:39:04
四川建筑(2020年1期)2020-07-21 07:26:06
中国石油石化(2020年14期)2020-01-18 06:20:47
四川水泥(2017年9期)2017-11-03 06:33:35
光学精密工程(2016年6期)2016-11-07 09:07:41
化工管理(2015年3期)2015-03-23 09:17:39
