
储气罐支架用热轧型钢开发与生产实践
2019-09-21 03:11杨王辉
山西冶金 2019年3期
杨王辉, 李 萍
(山东钢铁股份有限公司莱芜分公司, 山东 莱芜 271104)
储气罐作为大容积、承压容器,常年在压力等条件下运行,不可避免的出现老化等缺陷,造成介质泄露,导致严重的经济损失和环境生态污染[1-2]。1997年北京东方化工厂“627”事故由于储气罐泄露引起爆炸,造成8人死亡,燃烧区域达到6万m2,损失严重。为了提高储气罐的安全性和稳定性,大型储气罐通常会采用型钢作为支架进行加强。储气罐支架用型钢是山东钢铁股份有限公司莱芜分公司(以下简称莱钢)针对该领域用型钢的定制化产品,通过本项目的完成能扩大莱钢产品的应用领域,丰富莱钢型钢的产品种类。
1 产品要求
为保证型钢与储气罐罐体钢板的匹配性,减少后期施工难度,使用方要求采用定制型钢,化学成分、产品规格和尺寸偏差要求符合不同标准。本产品材质要求符合美标ASTM A36标准,其中熔炼分析中w(Mn)要求在 0.8%~1.2%之间,w(C)小于 0.20%,w(B)大于0.0008%,碳当量小于0.42%;型钢的截面图示及标注符号见图1,规格为欧标规格,截面尺寸如表1所示;尺寸偏差如表2所示,执行美标ASTM A6标准的要求;同时要求表面不得有影响使用的裂纹、气泡、结疤、折叠和夹杂等对使用有害的缺陷。
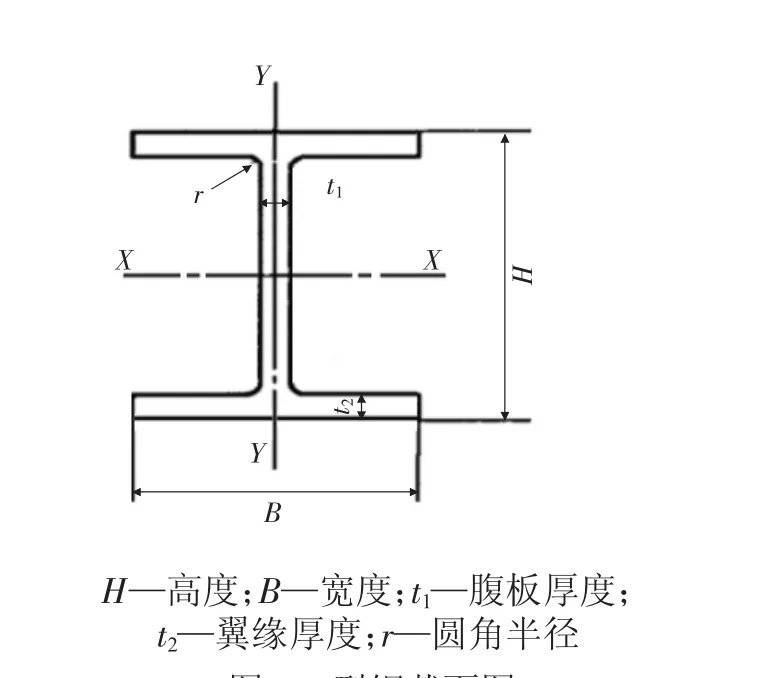
图1 型钢截面图
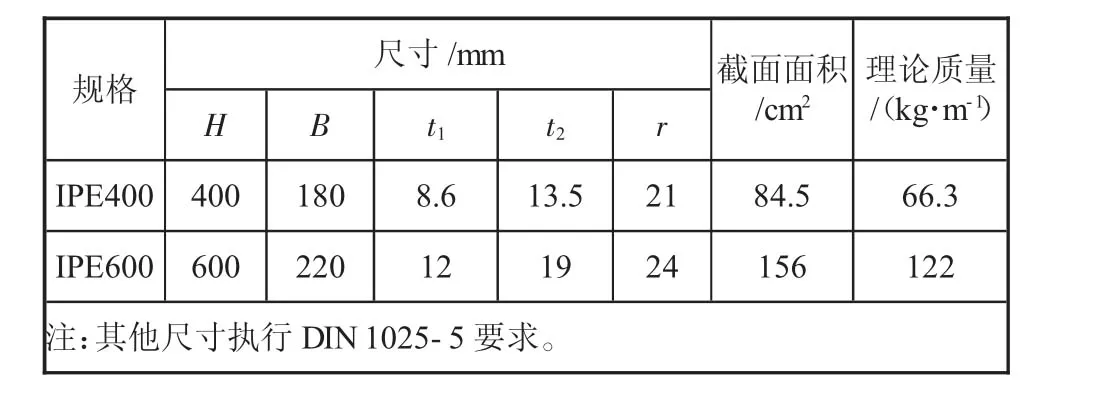
表1 截面尺寸
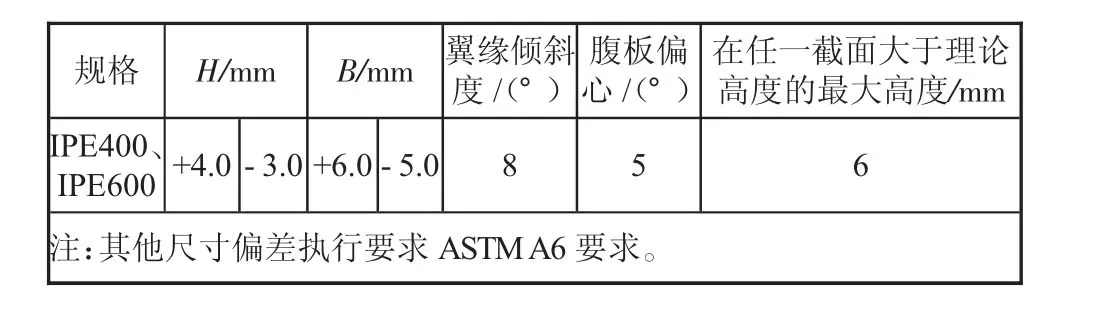
表2 尺寸偏差
2 生产试制
2.1 技术难点
硼作为合金元素加入钢中时,高温硼是异常活泼的,能与钢种的(C、N、O、S、P)以及铁基体形成各种类型化合物,这些化合物性质各异,从不同角度影响钢的各种性能。另外B作为表面活性元素,固溶态的硼吸附在奥氏体晶界上,延缓γ→α转变的作用,其在奥氏体晶界的偏聚阻碍铁素体的形核而有利于贝氏体的形成,造成铁素体颗粒增大。根据莱钢目前生产状况,主要有以下难点:
1)由于脱氧工艺与生产节奏的制约,B在钢中的分布均匀性差,回收率不稳定。
2)铸坯质量控制技术有待研究,厚板产品含B钢曾经出现过严重的边角裂纹,大型H型钢生产线使用异型坯,产生铸坯表面裂纹的风险较大。
3)由于连铸坯本身存在产生缺陷的风险,轧材性能可控难度大。
4)轧材为欧标规格,美标尺寸偏差,轧制工艺控制精度要求高。
2.2 工艺流程
储气罐支架用型钢在莱钢型钢厂大型H型钢生产线进行,生产工艺流程如下。
铁水预处理—120 t顶底复吹转炉冶炼—LF精炼—异形坯连铸机—称质测量—加热—除磷—开坯—万能往复连轧—分段/取样/切尾—冷却—矫直—成排收集—定尺锯切—检查—码垛—包装/标识—收集—入库—发货。
2.3 炼钢工艺设计要点
1)转炉冶炼操作过程中,炉渣碱度控制在2.8~3.5,同时适当增加渣量和强化炉内反应条件控制强化脱硫、脱磷,降低钢水硫磷含量。
2)减少钢中氧含量,加强钢包脱氧,增加硅锰合金的用量,尽量脱除钢中氧。合金在钢水出至1/4时开始均匀加入,钢水出至3/4时加完,合金对准钢流冲击区加入。
3)转炉出钢过程中,加强双挡渣出钢工艺,采用挡渣塞和挡渣锥分别挡住转炉的一次和二次渣,减少下渣量。
4)LF精炼过程中用碳化钙、碳化硅等调整炉渣,精炼软吹氩之前喂钙线80 m/炉,精炼时间不低于45 min,并且保证精炼软吹氩大于12 min。
2.4 连铸工艺设计要点
1)低过热度浇铸可改善中心偏析,控制连铸坯内部等轴晶和柱状晶的比例,为提高连铸坯内部质量,过热度控制在20~25℃以内。
2)二冷采用弱冷,结晶器采用非正弦振动,液相线温度为 1508~1520℃,拉速为 0.7~1.0 m/min。减少铸坯温度梯度,减少热应力,提高连铸坯质量。
3)中间包采用低碳碱性覆盖剂,加入量1.0~1.5 kg/t钢。
4)铸坯表面缺陷检查。确保无可视超标缺陷,表面无裂纹,不得有肉眼可见的气孔、内裂、缩孔和鼓肚等缺陷。
2.5 轧制工艺设计要点
1)加热炉加热段温度控制在1200~1280℃,均热段温度控制在1230~1280℃,加热时间控制在100 min左右。
2)采用高压水除鳞,喷嘴工作压力28 MPa,炉生氧化铁皮需清理干净,以保证轧件表面质量和便于开坯轧机的咬入。
3)开坯轧机开轧温度不得低于1150℃,在万能连轧机组的开轧温度应不低于950℃,终轧后轧件温度应不低于880℃。
4)在轧制负荷允许的情况下,尽量增大立辊的轧制负荷,末道次立辊压下率不得小于10%,其余道次不得小于15%。
5)低温矫直,矫直前温度低于120℃以下,进一步提高产品的外形尺寸精度。
3 实物质量分析
3.1 硼回收率
钢水中全硼含量和回收率波动较小,B的回收率平均值为60%,但与板带钢回收率90%左右相比,依然有一定差距,回收率出现小范围波动的原因可能是:板带钢使用铝脱氧,钢水中最终的溶解氧较低,加入的硼回收率较高,H型钢使用硅脱氧,钢水中溶解氧较高,回收率较低;白渣形成后,钢中溶解氧不完全相等,加入硼后,有部分硼因为与氧结合聚合形成大颗粒夹杂上浮。
3.2 成分与力学性能
根据上述工艺设计要点批量生产了储气罐支架用热轧型钢,化学成分及力学性能分别如表3、表4所示。通过对比可知,实物中碳、硅、锰成分控制范围较窄,磷和硫元素的控制含量远远好于用户要求,产品实物各项力学性能指标均达到用户要求。
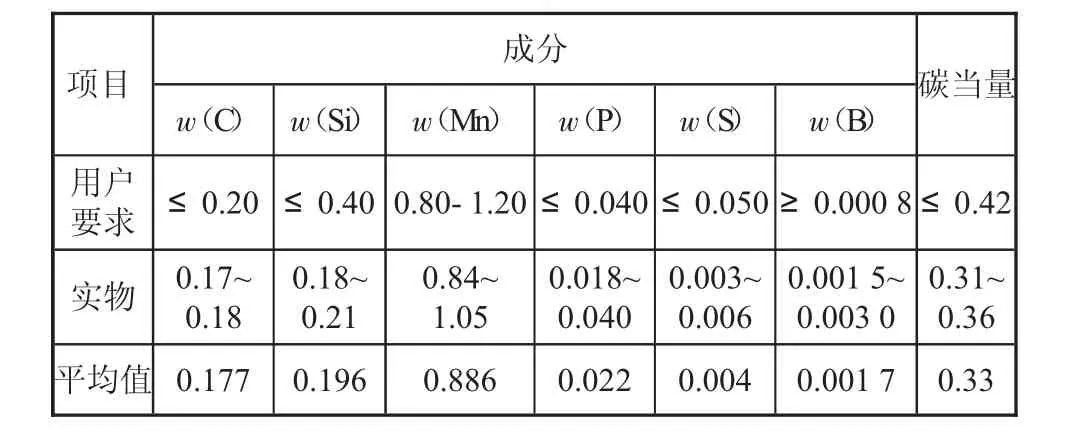
表3 化学成分 %

表4 力学性能
3.3 金相组织
对热轧型钢进行金相分析,如图1所示,基体为铁素体+珠光体,组织大小不均,局部有混晶组织,晶粒度在7.5~9.0级,并且带状组织明显,在2.0级左右。钢中夹杂物含量低,发现少量A类硫化物夹杂和C类硅酸盐夹杂,均为0.5级,炼钢过程控制较好。
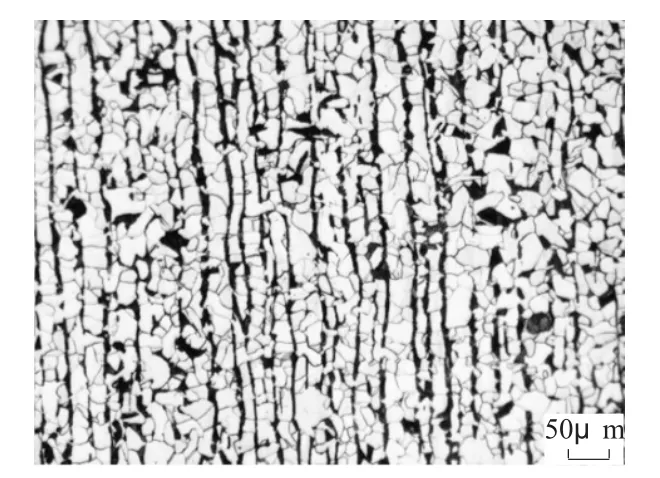
图1 金相组织200×
3.4 尺寸偏差与表面质量
轧制过程中严格控制尺寸偏差,产品均满足ASTM A6标准的要求。型钢表面质量良好,没有影响使用的裂纹、气泡、结疤、折叠和夹杂等缺陷。
4 结语
2018年以来,莱钢成功开发出储气罐支架用热轧型钢并实现批量化生产,先后完成2000余t合格产品生产,产品成分、性能、尺寸偏差、表面质量等均满足用户要求,并成功应用于伊朗国家天然气处理园区工程。
猜你喜欢
上海节能(2022年4期)2022-10-13
山东冶金(2022年4期)2022-09-14
山东冶金(2019年6期)2020-01-06
山东冶金(2019年6期)2020-01-06
陶瓷学报(2019年6期)2019-10-27
设备管理与维修(2019年9期)2019-09-12
中国棉花加工(2018年5期)2019-01-18
制造技术与机床(2017年6期)2018-01-19
自动化学报(2016年3期)2016-08-23
中国塑料(2016年8期)2016-06-27
