
船舶吊装设计成本控制
2019-09-13 06:30王鸿昊
船舶与海洋工程 2019年4期
王鸿昊,张 楠
(大连中远海运重工有限公司,辽宁 大连 116113)
0 引 言
近年来,我国的造船业得到了快速发展,但仍存在成本较高、资源消耗较大和设计创新能力不强等问题,与世界造船强国相比仍有不小的差距。在此情况下,通过实施全面预算管理和造船全过程成本控制,在一定程度上提高了我国造船业的成本控制水平。根据造船经验,在一艘船的建造成本中,约有95%来自于设计阶段,造船企业要想在激烈的竞争环境中得以生存和发展,对造船成本进行控制是一种有效的方法,尤其是要从设计源头进行控制,使设计最优化,从而降低后续施工过程中产生的附加成本,进而有效提高企业的竞争力[1]。
控制成本必须从各设计专业着手,包括船体、舾装、内装、轮机、电气和工法等,以全面高效地降低造船成本[1]。本文以工法吊装设计专业为例,浅析控制船舶吊装生产成本的措施和发展方向。
1 依据施工图编制定额
船舶设计是一项复杂的设计工程,主要分为初步设计、详细设计和生产设计等3个阶段。对于企业来说,生产设计是其设计任务的主要组成部分,主要是指在详细设计的基础上按照现代化科学管理的要求,根据工厂的生产条件和技术水平,以合理的建造方法为指导,结合工艺阶段和施工区域的生产与管理需要,绘制工作图和管理表,并提供相关的施工信息,用以指导和组织生产的设计过程,即解决“如何造船”的问题。在工程项目的经济效益分析中,确定成本的最主要方法是对项目进行投资预估算,这是有效制订施工项目成本目标的一个很重要的手段。对于施工队伍的任务安排,工程技术管理人员必须签发限额领用通知单和施工任务单,同时对施工单位进行技术交底[2]。
在控制施工项目成本过程中,按照施工图的预算执行“量入为出”或“以收定支”的政策,即严格按照施工图所做的预算对项目的材料费用、机械费用和人工费用进行控制[4]。在项目策划前期,在分段划分设计工作完成之后,先通过吊装方案预设计,对每个分段制订初步方案。该初步方案无需给出正式的施工图,只需给出每个分段吊装的大致形式,只要吊装形式确定就可统计出物料的需求量,从而根据物料采购,避免采购量与实际使用量偏差过大,造成库存积压。
2 优化设计软件
吊装设计是生产设计中安全性要求最高、涉及的专业领域最多的设计任务。在设计吊装方案时,通常要求吊点和吊耳的选取不能有太大的变化,甚至会在保证安全的前提下限制吊耳的位置。船舶建造中的外围设计属于辅设计,吊装方案中施工所用的大部分零件和材料都不会永久留在船上,在吊装结束之后都要移除,因此吊装方案设计需保证舾装、管系和内装等方面的施工最优先开展,有必要对吊点和吊耳的选取进行多次调整。
在传统的造船生产设计中,吊装方案的设计往往是通过CAD软件实现的,但CAD软件主要用于二维平面设计,且无法与其他专业协同设计,这使得CAD出图方式无法与其他专业形成有效沟通,因此将船体、工法、舾装和管系等专业全部融入AVEVA Marine软件中,实现全船实景真实建模。此外,通过使用单一的项目模型,将船体、船舾、工程和设计实现跨专业的功能集成。由于设计上没有明确的沟通,在施工时经常出现吊装方案影响其他专业(如舾装、管系、内装)设备的安装和施工的问题,产生的干涉现象特别多[3]。
由于AVEVA Marine软件中没有专门基于工法设计的模块,因此需对其进行优化,建立基于AVEVA Outfitting设计模块的基准数据库,间接设计所有工法吊耳各类型号的1:1模型,并在AVEVA Outfitting三维模型设计中及层次和树状结构中搭建简单且具有逻辑性的工法数据模型TREE。对TREE下的每个分支进行单分段建模,以分段号为单位,独自形成ZONE区域。分段吊装模型建立之后,关键是要进行模型干涉,避免与其他专业设备有碰撞,或吊点周围空间障碍影响吊装。这是以往的CAD设计吊装图样无法实现的,也是保证壳舾涂一体化、降低返工率的最重要的设计环节。目前该设计方法已在大连中远海运重工有限公司113000载重吨原油船和62000载重吨普通干货船的设计中得到全面应用,分段完整率得到显著提高,吊装影响因素明显减少,几乎没有吊装造成的回装和部件返修情况,对提高造船的效率、质量和安全性有很大作用。
3 设计重复利用吊耳
船舶工程领域使用的吊耳与其他工程领域所使用的不同,具有受力强度大、吊装角度多样和危险系数高等特点,因此在制作、安装和焊接吊耳过程中需仔细安装及严格检查。然而,出于安全考虑,吊耳往往在使用1次之后就被切除,未能循环利用,这既有设计强度的因素,也有使用工艺要求的欠缺。对此,重新设计吊耳形式,重新计算吊耳强度,通过A型、D型和T型吊耳的改良,使其达到最少使用2次的设计标准(见图1)。
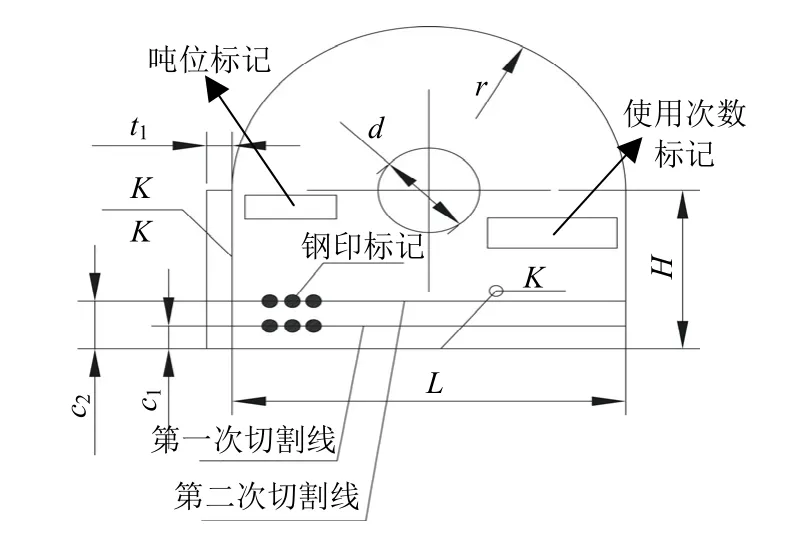
图1 设计重复利用吊耳
若实际施工到位,则要求在满足Hmin极限值的前提下吊耳可一直使用。这样就能大大降低吊耳的成本,理论上可达到减少一半耗材的效果。剖面总应力≤许用拉应力。由此可知,吊耳受到厚度、高度和圆弧的影响,主要考虑增加二次切除之后造成的吊耳强度变化,由此确定吊耳的大小和形式。同时,为规范现场操作行为,规避施工不规范造成的人为损坏,适时制定吊耳清除基准,全面保证材料能循环使用。
4 设计新型吊装工装
为减少吊装材料耗损,除了使吊耳能多次利用以外,最有效的方式是直接使用吊装工装。吊装工装必须具有通用性强和使用率高的特点,因为单独制作工装的成本远高于制作单体吊耳的成本。例如,在船舶分段建造过程中,中组平面翻板和矩形分段翻身是很普遍的工程,几乎所有分段都有涉及,此类吊装需安装焊接T型吊耳用于翻身作业。T型吊耳的体积大,焊接量大,探伤长度长,往往需在分段底部焊接,给施工带来极大困难。对此,设计通用吊装翻身工装,配合D型吊耳(见图2),替代T型吊耳,使焊接装配量减少1/2,制作吊耳材料节省2/3。以目前大连中远海运重工有限公司建造的62000载重吨干散货船吊耳使用量为例,使用翻身工装可节省材料成本约2万元。
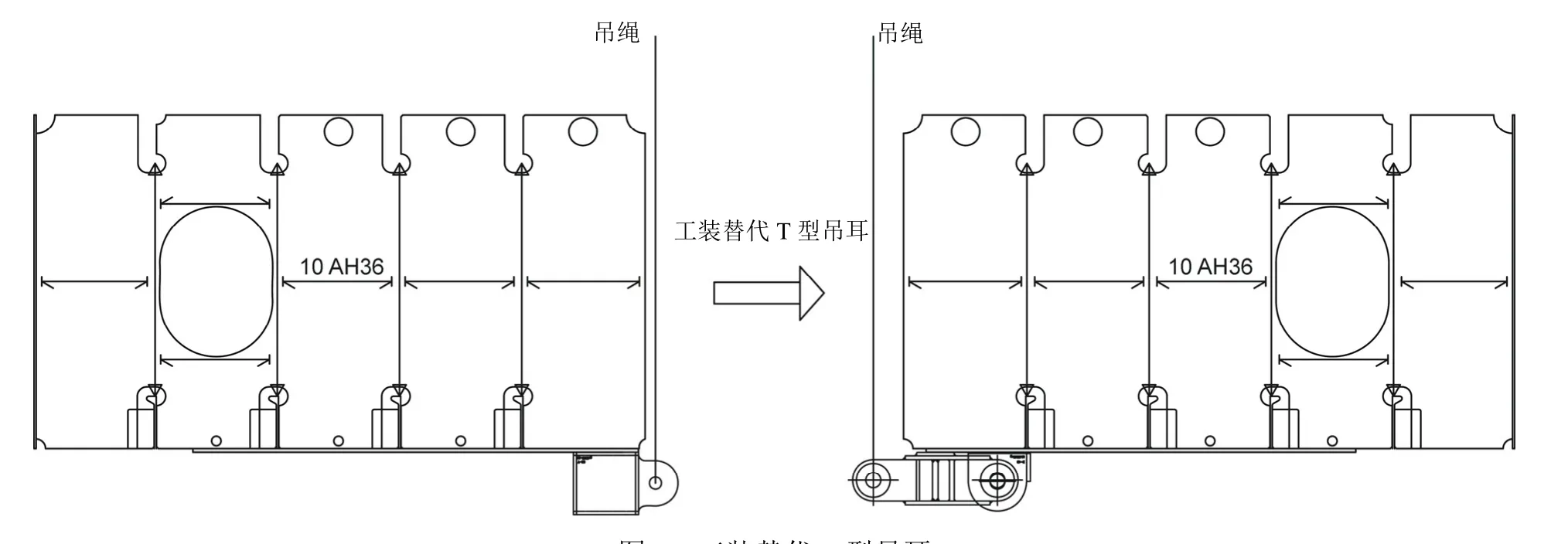
图2 工装替代T型吊耳
5 结 语
本文对船舶工程吊装预算、建模、循环利用和工装替代等4个方面进行了分析,在一定程度上达到了节约成本、提高生产效率的目的。但是,想要真正做好船舶吊装成本控制工作,不仅需全面清楚地了解船舶吊装各过程控制,而且要对原有吊装方法进行创新。通过控制和创新,为施工阶段成本管理中最薄弱、最易忽略的环节提供改善措施,从而抓住项目经济和管理工作的核心要点,最大限度地将施工成本控制在合理的范围内,最终提高企业的竞争力[5]。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
建材发展导向(2022年12期)2022-08-19
模具制造(2022年5期)2022-06-27
电子乐园·上旬刊(2022年5期)2022-04-09
建材发展导向(2021年13期)2021-07-28
智能建筑与工程机械(2019年1期)2019-09-10
广东造船(2016年2期)2016-05-04
航运交易公报(2016年8期)2016-03-21
公务员文萃(2015年11期)2015-11-20
Coco薇(2015年10期)2015-10-19
