
氨气瓶连接接头损坏分析与改进
2019-09-12 07:44:06吕孟静
设备管理与维修 2019年9期
吕孟静
(中国宝武钢铁集团宁波宝新不锈钢有限公司,浙江宁波 315807)
0 引言
氨气在工业企业中使用极为广泛,宝新公司3AP 机组由德国SUNDWIG 有限公司设计制造,是一条热带退火酸洗机组,用来加工AISI 300 系列、AISI 400 系列热轧不锈钢带,钢带宽650~1350 mm、厚2.0~6.0 mm(±10%)。主要设备由开卷机、入口活套、炉子段、破磷机、抛丸机、酸洗段、出口活套、卷取机组成。其中酸洗段配应了2 套环保设备,分别为脱氮系统与酸再生系统,通过选择还原反应从NOx中清洗废气,在热交换器中,通过离开设备热的已净化过的废气间接传热的热交换,加热进入脱氮设备的原始废气,预热后的废气通过燃烧器进行进一步的加热,并且与氨水混合,然后导入反应室。反应室用蜂窝状催化剂填充。因此,通过选择的催化还原(Selective Catalytic Reduction,SCR),利用固体金属氧化物催化剂将NO/NOx转化成N2和H2O,从而达到废弃的排放标准。
1 氨气瓶口损坏的原因分析
宝新公司使用的氨气为瓶装氨气,采用一端为活接头的金属软管与氨气瓶瓶口相连(图1)。分析认为,氨气瓶口损坏的原因主要有2 个。
(1)更换作业频繁,拆装时间长、瓶口与软接头的螺纹易磨损,存在螺母打滑及介质泄漏的危险。
根据生产需求,每24 h 要更换12 瓶氨气,安装和拆卸时间分别为4 min,和2 min。更换气瓶时软管接头内螺纹丝和瓶口外螺栓丝扣频繁的拆装配合后,会导致瓶口螺纹的最大直径、螺纹的升角、螺纹的牙型角出现不同程度的磨损及损坏现象(图1),磨损后就会出现接口密封不严介质泄漏。
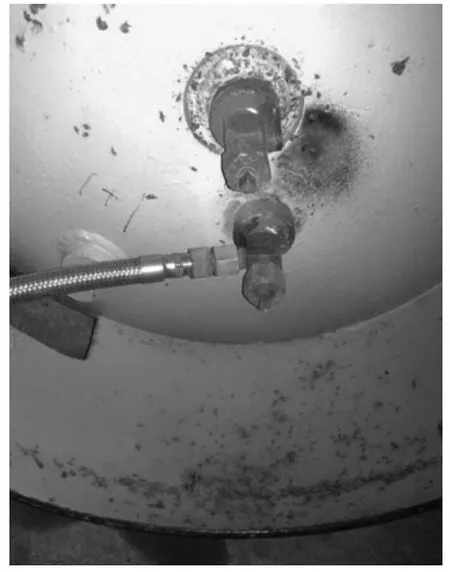
图1 瓶口螺纹磨损
(2)氨气软管在旋紧过程中容易打结,反复弯折后软管本体易破裂。
氨气瓶和输送管的连接采用的软管与瓶口对接,中间没有任何过渡接头,在拆装时无论是瓶口垫片还是软管都会直接受力,垫片容易随力的方向变形,导致密封错误不严实,而紧固时也容易导致软管打结本体破裂,加上更换的频率过高极易发生泄漏(图2、图3)。

图2 原软管与瓶口连接

图3 软管打结
2 氨气瓶口连接方式的改进
为了解决这种安全隐患,出于安全性及经济性的角度考虑,自行设计了一种新型的氨气瓶快速接头。
该新型的氨气瓶快速接头由弯管、套管、固定框架、锥形顶丝4 部分组成(图4)。
(1)在软管与瓶口设计一根过渡弯管与瓶口相连,在拆装过程中软管不会随着螺母一起转动,消除了软管受力而打结问题。
(2)设计的管套用于与瓶口定位,可有效防止弯管锥头与氨气瓶口错位。
(3)设计固定框架,采用框架挤压式固定,用锥形顶丝挤压瓶口进行固定密封,在拆装过程中垫片处于静止状态,不会出现垫片错位以及瓶口螺纹磨损等问题。
(4)设计的锥形顶丝,用于挤压瓶口的方形块,密封垫片处于静止状态,通过调节顶丝的松紧度来实现瓶口的密封。
3 实施方法
预组装:将弯管有螺纹的一端与氨气软管固定(提前安装后不再拆卸)。
安装方法:将弯管放于固定框架内,再将固定框架放置在氨气瓶使用口上,使弯管顶住使用口后顺时针调节锥形顶丝将弯管顶紧,再开瓶口阀就能实现氨气供应(图5)。通过实验验证,安装时间为1~2 min。
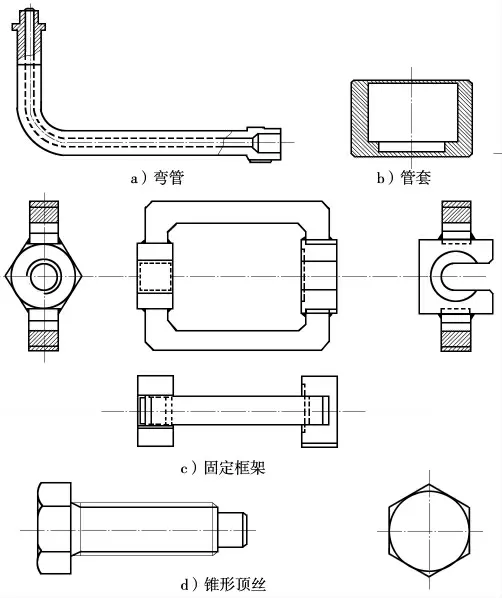
图4 新型的氨气瓶快速接头
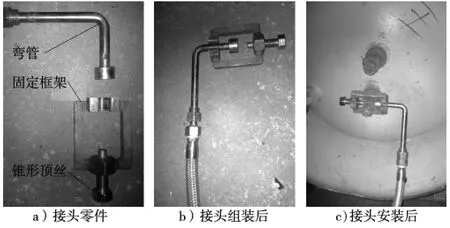
图5 新型氨气瓶快速接头的安装
拆卸方法:先关闭氨气瓶口阀,再打开输送管上的排放阀,卸掉软管内的余压,再逆时针松锥形顶丝就能快速的将固定框架拆除。通过实验验证,拆卸时间在1 min 以内。
4 总结
通过新型的氨气瓶快速接头的使用,可操作维护性高,拆装方便,缩短了更换作业时间,提高了设备的安全性能,保护了气瓶的螺纹接口,降低了氨气使用的危险性。自2013 年1 月至2015 年6 月投入使用后,未发生过瓶口螺纹损坏和软管破裂等问题。
猜你喜欢
昆明医科大学学报(2021年1期)2021-02-07 01:06:48
东方少年·布老虎画刊(2020年6期)2020-10-14 20:45:46
孩子(2020年3期)2020-03-18 16:37:54
劳动保护(2018年8期)2018-09-12 01:16:20
纤维复合材料(2018年4期)2018-04-28 08:45:48
红蜻蜓·低年级(2016年11期)2017-01-05 17:59:47
中华老年口腔医学杂志(2016年5期)2016-03-01 02:24:22
中国继续医学教育(2015年5期)2016-01-07 07:38:17
天津大学学报(自然科学与工程技术版)(2015年10期)2015-12-29 12:53:20
中国质量万里行(2014年12期)2014-12-20 17:48:40
