
一种隧道RPC注浆管的预制生产
2019-09-10 13:14:32谭祥国
河南科技 2019年26期
谭祥国

摘 要:隧道拱顶缺陷修复采用RPC注浆管带模注浆,因此需要工厂化生产RPC注浆管。RPC预制管生产要实现简单化、标准化和工厂化,它是实施隧道拱顶带模注浆工艺的重要环节。本文介绍了一种RPC注浆管模具的结构和使用方法,其工程应用效果良好。
关键词:隧道;RPC注浆管;预制
中图分类号:U455.91 文献标识码:A 文章编号:1003-5168(2019)26-0087-03
Prefabricated Production of Tunnel RPC Grouting Pipe
TAN Xiangguo
(No.4 Engineering Co., Ltd. of China Railway No.2 Engineering Group Co., Ltd.,Chengdu Sichuan 610300)
Abstract: The repair of tunnel arch defects is carried out by using RPC grouting pipe with mold grouting, so it is necessary to produce RPC grouting pipes in a factory. RPC prefabricated pipe production should be simplified, standardized and factoryized, which is an important part of the tunnel vault moulding process. This paper introduced the structure and use of a RPC grouting pipe mold, and its engineering application effect was good.
Keywords: tunnel;RPC grouting pipe;prefabricated
隧道工程衬砌引起的质量缺陷危害巨大且尤为突出,主要缺陷有空洞、开裂、掉块、渗漏水和厚度不足等,因此拱顶二次衬砌质量缺陷防治及修复显得尤为重要[1]。这种缺陷的修复方法一般是在衬砌台车中心线位置沿隧道衬砌台车纵向方向设置一定数量的注浆孔并安装注浆用活性粉末混凝土(简称RPC)管。混凝土浇筑过程中,人们可以通过RPC注浆管的出浆情况判断混凝土充填情况,浇筑结束后及时通过RPC管往拱顶背后填充注浆,因此RPC注浆管预制是实施隧道拱顶带模注浆的重要环节。
1 RPC预制注浆管特性及参数
1.1 材料特性
RPC注浆管类似于注浆材料,均是由胶凝材料、细骨料、化学添加剂等组成的水泥基材料。RPC注浆管的预制生产主要需要考虑三个因素。一是浆液可灌性。由于RPC注浆管尺寸较小,模具空腔相对不大,因此浆液在RPC管内要具有良好的工作性能,能够保证模具内的空腔填充密实。二是足够的刚度。RPC注浆管管体较长,直径略小,极易发生弯折破坏。三是一定的韧度。为了提高RPC注浆管的柔性、抗开裂及抗折性能,在生产RPC注浆管时,管体内部采用钢丝网管进行加固。四是较高的生产效率。经合理设计,每套模具每次能生产多根RPC注浆管,并在硬化前期使RPC管的力学性能快速增长,以尽早达到脱模要求[2]。
1.2 主要技术参数
《隧道衬砌拱顶带模注浆技术要求》对RPC注浆管的相关技术要求进行了规定,主要包括管体的尺寸要求和强度要求,如表1所示[3]。
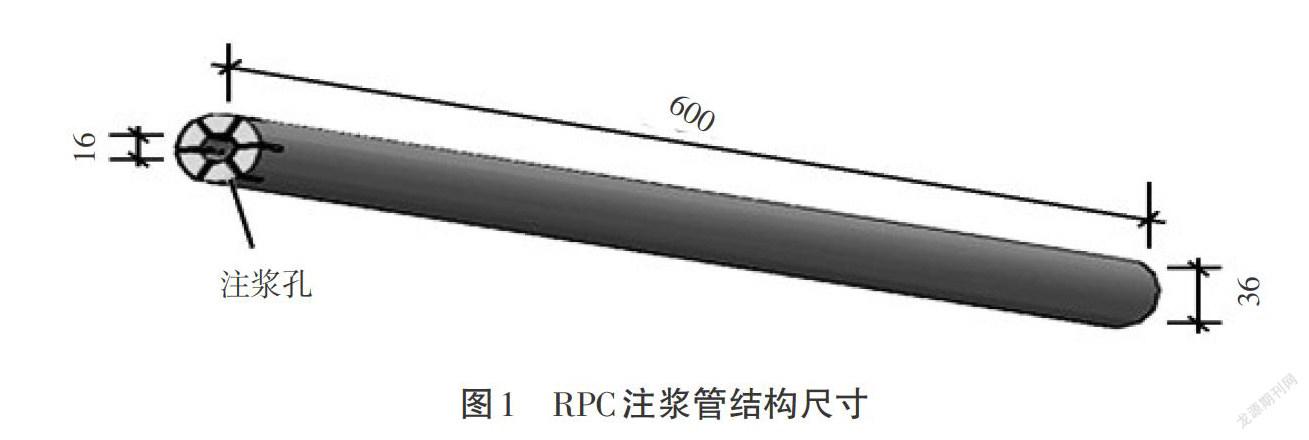
隧道二次衬砌厚度要求该RPC注浆管长度一般为600~700mm。管外径应尽可能小,以保证衬砌的整体性,内径应考虑注浆压力与浆液流动性的需要并结合管材刚度、强度需求。综合考虑生产便利性,设定该RPC注浆管外径为(35±0.5)mm,内径为(16±0.3)mm,壁厚不小于8.0mm;注浆孔置于管件端头,各向均匀分布6个深度和宽度分别为10mm和5mm的梅花形注浆浆液溢流槽,如图1所示。
2 RPC注浆管模具
2.1 传统注浆模具
传统预制件模具一般以聚丙烯(PP)作为原料,这种材料具有良好的可塑性、切削加工性及可磨削性等,缺点就是循环次数少和使用时间有限,造价较高。另外,也有采用型钢和钢板组合的结构形式,其材料具有很好的可塑性、加工性,同时具有一定的刚度和韧性,缺点就是型腔光洁度稍差,焊接变形不易控制,构件热处理困难。预制模具整体结构形式也采用所谓的单管预制,即每次预制一条预制管件。
2.2 材料工艺选择
通过比较各种预制模具的优缺点,结合RPC预制管的材料、尺寸形状和生产要求等因素进行研究,笔者选用金属材料进行制作。为了克服金属模具存在的脱模黏结等缺陷,模具设计时提高型腔内壁表面光洁度,并对型腔内壁采用淬火加中温回火的热处理工艺,促进预制件顺利脱模。为了适应热处理工艺,模具通常使用65Mn、50B、T8、T12、40Cr和45等金属材料,本预制模具设计选用45号优质碳素结构钢。
2.3 模具的结构确定
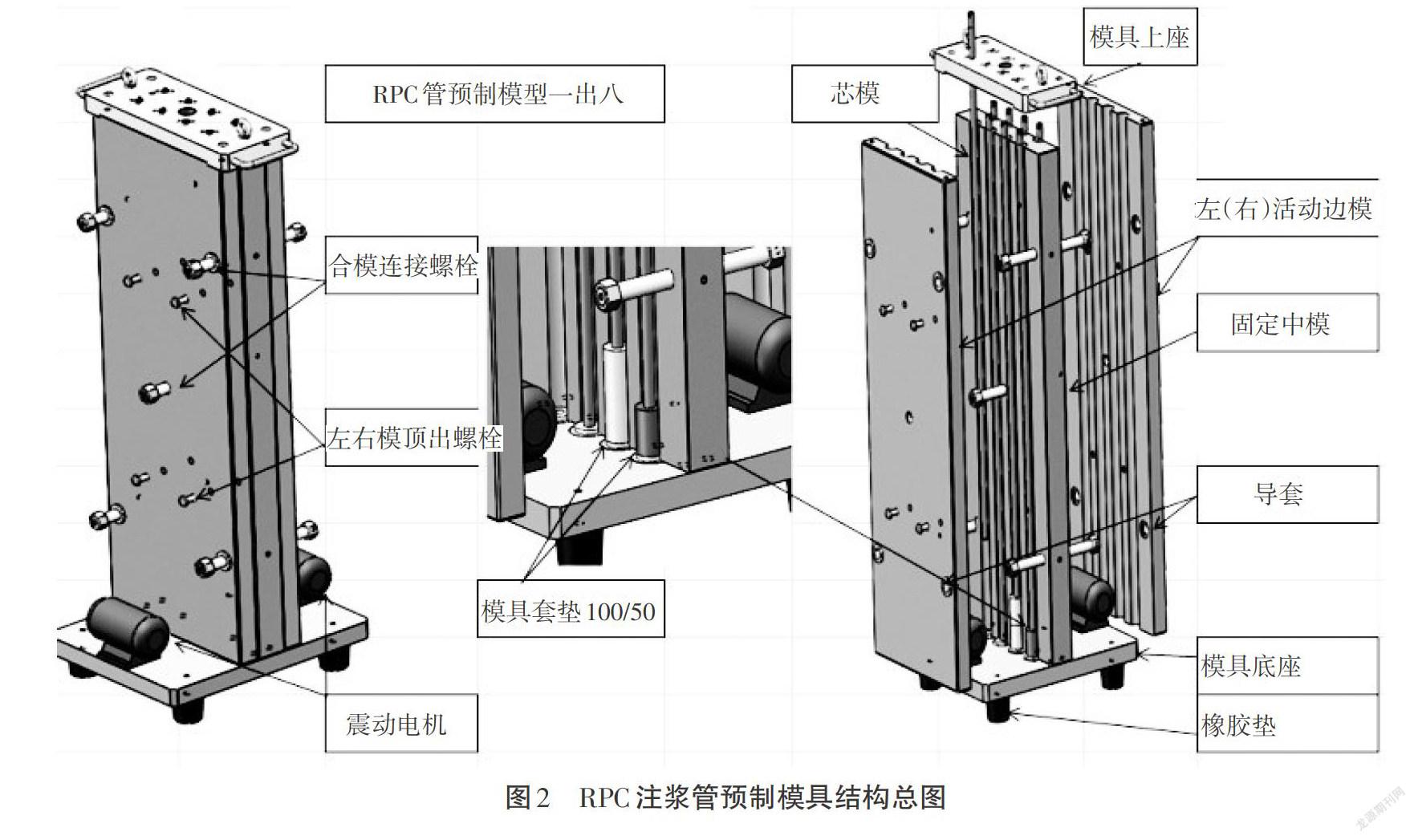
2.3.1 RPC注浆管预制模具总成结构。本裝置主要包括模具上座、模具底座、固定中模、左(右)活动边模、芯模、震动电机、模具套垫和连接螺栓等,如图2所示。
2.3.2 RPC注浆管预制模具主要结构及功能。一是模具上座、模具底座、固定中模与左右活动边模与8根心模共同组成PRC浇筑材料成型型腔,并通过合模连接螺栓的紧固连接安装和拆卸该模具,模具上座设置有浇筑冒口和与八个型腔相通的浆液通道。二是芯模是为了保障PRC管中心孔道成型而设置的,直径根据PRC管内径确定,设计成略带锥度的圆柱长条结构、便于PRC管脱模后的抽拔模。
三是为了便于合模型腔准确定位及克服预制浇筑过程中注浆料的晶粒长大产生的模具涨裂内力,模具整体面上设置有5组带导套的合模连接螺栓。四是震动电机采用小功率电动震动器,主要作用是使RPC注浆料在浇筑过程中更加顺利地流入型腔,更加密实,保证预制管的致密性。五是模具套垫是为了调整PRC管预制长度而单独设计的一种塑料元件,设计有50~100mm倍率长度的多个圆柱体结构。通过一系列模具套垫的组合,人们可以利用一套模具预制出多种长度的PRC管。
3 RPC注浆管模具的使用方法
3.1 安装流程
RPC注浆管模具装置主要包括模具上座、模具底座、固定中模、左(右)活动边模、芯模、震动电机、模具套垫和连接螺栓等构件。安装流程如下:在模具底座上安装好固定中模、震动电机;安装左(右)活动边模并用合模连接螺栓紧固;根据预制管长度要求,在模具孔道内放入调节微型预制管长度的模具套垫;安装模具上座并用连接螺栓紧固在固定中模、左(右)活动边模上部螺栓孔位置;将芯模插入该模具孔道内,完成整套模具安装。
3.2 预制生产流程
模具安装完成以后即可进行预制管管件预制工作,具体流程如下:按照微型预制管长度要求,拼装好微型预制管模具,连接好震动电机电源;调配好微型预制管浆液材料;启动微型预制管模具震动电机,进行微型预制管材料浆液灌注,直到孔道注满,停止震动电机震动;静置一段时间,直到微型预制管浆液料凝固,松开模具连接螺栓,拆卸模具上座及左右活动模具,取出RPC微型预制管。
4 结论
该模具可以根据不同长度规格的需要预制100~1 000mm等不同长度系列的微型预制管,而不再需要制造多套模具,减少了模具的制作数量,也大大节约了模具的制造成本。通过优化RPC管材料配合比和测定最优的脱模时间,RPC预制管脱模既快速又顺利,实现了RPC预制管生产的简单化、标准化和工厂化,大大提高了预制作业的生产效率和经济效益,为梅汕和蒙华等铁路工程隧道拱顶带模注浆工艺实施提供了有力的物质保障支持。
参考文献:
[1]龚成明,朱嘉斌,佘海龙.铁路隧道衬砌台车拱顶带模及时注浆工艺研究[J].现代隧道技术,2017(1):180-185.
[2]中国铁路總公司工程管理中心.关于推广铁路隧道衬砌施工成套技术的通知(工管质安涵[2016]233号)[Z].2016.
[3]中国铁路总公司工程管理中心.隧道衬砌拱顶带模注浆技术要求[Z].2016.
猜你喜欢
课堂内外(小学版)(2023年4期)2023-09-22 09:35:18
中国外汇(2019年6期)2019-07-13 05:44:02
小读者(2019年24期)2019-01-10 23:00:37
中国水运(2017年3期)2017-03-30 17:36:17
科技创新与应用(2016年34期)2016-12-23 19:15:03
小天使·四年级语数英综合(2016年11期)2016-11-29 14:46:09
科学与财富(2016年13期)2016-06-04 17:04:15
科技与创新(2016年10期)2016-05-28 17:54:29
文理导航(2015年28期)2015-10-23 14:00:47
中国交通信息化(2015年7期)2015-06-06 06:02:30
