
MPS型中速磨煤机磨辊磨损原因分析
2019-09-10 15:15张林
装备维修技术 2019年3期
关键词:检修维护
张林
摘要:磨煤机是火力发电厂制粉系统的主要设备,是锅炉稳定燃烧的保障,本文就铜陵有色热电厂一台磨煤机磨辊出现非正常磨损的原因进行查找、分析,制定改造措施。
关键词:MPS磨煤机;磨辊及磨盘;检修维护
前言
火力发电厂的制粉系统分贮仓式和直吹式两类,贮仓式制粉系统运行可靠,调节手段多,检修周期长,但系统复杂,投资费用高,存在煤粉爆炸危险。直吹式制粉系统简单,结构紧凑,占地面积小,初期投资少,但系统调节性差,维护技术要求高,出现故障或堵煤时要及时进行投油确保锅炉燃烧的稳定。随着我国设备制造水平和火力发电厂控制技术的提高,越来越多的火力发电厂采用直吹式制粉系统设计。磨煤机是制粉系统的主要设备,是锅炉安全稳定运行的前提条件,是火力发电厂经济运行的关键设备。
MPS130型磨煤机主要特点及参数
MPS型磨煤机主要用于正压直吹式制粉系统,磨辊大,阻力小,出力特性好,电耗低,噪音低,振动小,出力平稳,调节方便,壳体不受力,机组稳定性好。
MPS型磨煤机是外加力型辊盘式磨煤机,三只磨辊按120°角均匀分布在圆形磨盘上。磨煤时,燃煤通过给煤机输送到磨磨机,经磨煤机的中心落煤管散落到磨盘上。电动机通过主减速机驱动磨盘旋转,燃煤在离心力的作用下沿径向向磨盘周边移动,均匀进入到磨盘的辊道内,在磨盘和磨辊之间进行碾磨,磨碎的煤粉通过热风吹至磨机上部的分离器,同时对煤粉进行干燥。在分离器中,进行粗细煤粉分离,合格的煤粉送入炉膛内燃烧,不合格的粗煤重新返回磨盘再次碾磨。难以磨碎矸石、铁块等一些杂物,落入磨机下部的热空气室中,经刮板机构排送至石子煤箱中,排至磨外。
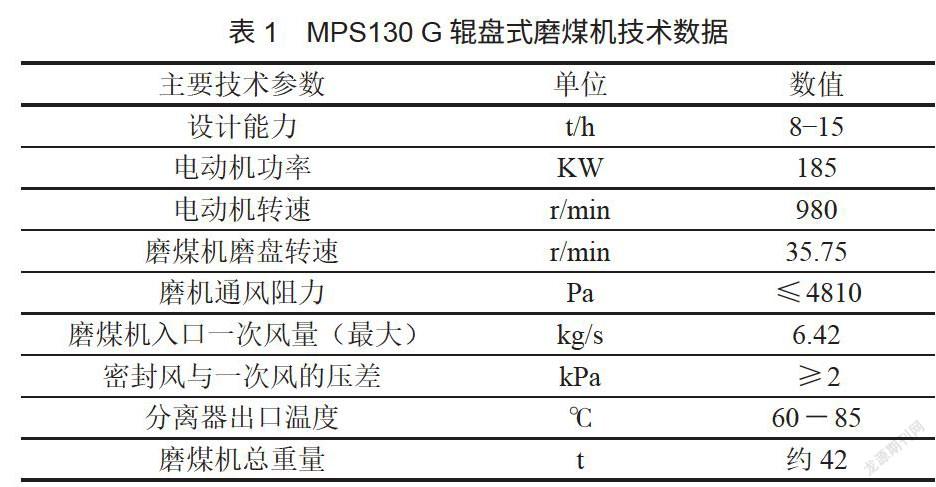
我厂选用的锅炉是四川锅炉厂制造的220t/h高温高压煤粉锅炉,制粉系统采用中速磨煤机冷一次风机正压直吹式,前后墙对冲燃烧,每台磨煤机带一层(四只)燃烧器,每台炉配3台磨煤机,2台运行,1台备用。磨煤机采用的是北方重工集团制造的MPS130型辊盘式磨煤机,设备的主要技术参数见表1。
磨辊异常磨损原因分析
2018年11月份,我厂在对2号炉B磨煤机进行解体大修时,发现这台磨煤机三只磨辊出现异常磨损,每只磨辊的辊套不但磨损严重,而且均出现不同程度的凹坑(见图1)。正常的磨辊应表面磨损均匀,表面光滑(见图2)。
磨辊是磨机的核心部件,主要由辊套、辊支架、辊轴、轴承座、轴承、油封等组成。它位于磨盘和加压装置(压力框架)之间,与磨盘垂线倾斜15度角,由压力框架定位。辊套由高铬合金材料在辊胎上堆焊而,设备运行过程中由于转速差的不同,辊套外缘磨损比内缘大,当磨损达一定程度后,可以将磨辊进行翻面使用,可适当延长磨辊的使用周期。
通过对这台磨煤机解体检查,结合磨煤机的实际运行工况,这台磨煤机磨辊表面磨损得坑坑洼洼,主要原因有以下几个方面:
磨煤机运行时间长
我厂的热电项目是2015年9月建成投入生产的,2#炉A磨煤机在2017年10月份進行了解体大修,从当时解体检查情况看,磨辊的磨损基本正常(见图2),A、B磨是同时投入运行的,B 磨煤机解体大修时,已运行了三年时间,比A磨煤机多运行时间了一年的时间,磨损量远大于A磨。根据设计要求,辊套磨损残余厚度少于15mm时必须更换新辊套,从解体检测情况看,磨辊的高硬度耐磨层几乎全部磨损掉。
由于我厂是新建热电厂,缺乏磨煤机运行、维护和保养方面的经验。运行人员发现了磨煤机的运行电流比以前增大,但磨的出力在减小,维修人员在对磨辊检查时,没有检查出磨辊磨损掉的厚度。以后在磨煤机的运行过程中,运行人员要严格按规程操作,注意观察运行电流、制粉情况。检修人员应定期对辊套磨损进行测量、观察,避免超期运行,合理安排检修周期,定期更换磨辊和磨盘。
燃煤中混入铁块较多
项目设计时,磨煤机是按淮北煤、火车运输方式进行设计的,实际运行时考虑到运行成本,采购的船运煤比较多。船运煤相对价格较低,但煤源渠道多样,成份复杂,夹杂的小铁块较多,图3是此次磨煤机检修时,从设备内部清理出的各种各样的小铁块。小铁块混入煤中进入到磨煤机中,增加磨煤机运行的控制难度,也加快了磨辊的磨损速度。此次磨辊表面出现的坑洼主要是由这些铁块造成的。
当磨辊的外层硬质合金磨损到非常薄时继续运行,磨煤机落入铁块或其他硬质物件,硬件挤压薄脆的磨辊合金层,堆焊的合金层就从辊胎上剥落,短期内就在辊胎上迅速磨成一个个连续凹坑。
针对这一情况,我们对5#皮带输送机上的两台除铁器进行了检查,发现一台损坏,一台吸力明显不够。2018年底,将除铁器改造为150mT的盘式除铁器,改造后,磨煤机中铁块明显减少,有效解决煤中夹杂的铁块对磨煤机运行的影响。
磨辊与压力框架连接螺栓断裂
MPS130采用的液压加力方式,加压装置由压力框架、铰支座、滚柱、上下辊窝、联接板、限位板和悬挂装置等组成。液压加载系统通过拉杆机构将加载力加在压力框架的三个角上。三个角凸出部位的二边装有限位板,它能使压力框架和磨辊沿垂向在很大范围内活动。
磨辊的中心位置与拉杆中心轴线夹角为60°,呈120°均布,磨辊向磨机中心倾斜15度角。解体时发现,磨辊与压力框架的连接螺栓已断裂(见图3),导致磨辊中心发生漂移,磨煤机的三个磨辊磨损不一致。
磨辊与压力框架连接为M12的螺栓,从解体情况分析,M12的螺栓强度偏小,综合考虑磨煤机实际运行工况,在不影响磨辊及压力框架的强度下,将连接螺栓改为M16,确保磨辊与压力框架间的连接强度,不因螺栓的断裂使磨辊发生漂移,影响磨煤机的安全运行。
结束语
磨煤机的制粉效果直接影响到锅炉的燃烧效率,是火力发电厂经济运行的主要设备之一。由于MPS磨煤机零部件较多,运行和维修人员要按时做好设备的检查和维护保养工作,定期对磨辊、磨盘进行检测,运行人员要精准掌握磨煤机的运行状况,根据设备运行规律,按计划更换磨辊、磨盘及易损件,决不允许设备超期运行、带病运行。
猜你喜欢
中国绿色画报(2017年4期)2017-05-22
山东工业技术(2016年23期)2016-12-23
科技与创新(2016年9期)2016-05-28
中国高新技术企业(2015年32期)2015-09-01
科技资讯(2015年7期)2015-07-02
中国高新技术企业(2015年4期)2015-03-13
中国高新技术企业(2015年2期)2015-03-12
