激光表面处理技术在复合材料胶接维修中的应用研究
2019-09-10 07:22刘畅杨文锋徐艺张殊伦李绍龙
航空维修与工程 2019年3期
关键词:复合材料
刘畅 杨文锋 徐艺 张殊伦 李绍龙

摘要:随着复合材料在飞机结构上使用量的增加,如何有效地修复复合材料在使用过程中出现的表面划伤、分层、穿孔等损伤已经成为研究的重点。胶接维修是应用最为广泛的复合材料修复技术,而其中涉及的复合材料表面处理是保证其性能的重要前提。传统复合材料表面处理技术存在维修可控性低、重复性差、纤维容易损伤等缺点,而激光表面处理技术以其绿色、环保、可控性高等优势克服了传统清除工艺中的种种弊端。本文综述了近年来激光表面处理方法、激光表面处理机理以及激光技术在复合材料胶接维修方面的应用,并对其未来的应用进行了展望。
关键词:激光处理方法;激光处理机理;复合材料;表面预处理;胶接维修
1 引言
胶接是重要的树脂基复合材料结构连接方法[1-3],在各类民机制造领域应用广泛,其优点在于灵活、快速、简便。相较于传统铆接处理,胶接处理结构件强度高且可减重约30%,对抗疲劳性能和表面气动外形有一定的改善,成本也显著降低[4]。胶接技术是推动飞机制造业发展不可或缺的一部分[5]。为了获得理化性能更佳的表面,树脂基复合材料在胶接处理前,需要通过预处理刻蚀掉胶接表面的污染物和树脂,将纤维暴露以增大表面粗糙度。常用的表面处理方式一般为手工打磨或喷砂处理,然而这两种方式对胶接表面的控制精度差,容易损伤胶接表面。研究新型高效、可靠的表面处理技术已经成为表面处理领域的研究重点。
自上世纪90年代开始,激光表面预处理技术的研究逐渐推广开来,高能量激光的可选择性使复合材料表面污染物、树脂发生瞬间蒸发、剥离或裂解等复杂反应,在不损伤纤维的情况下可实现表面粗糙处理进而提升材料胶接性能的目的。随着科技的进步,激光器的精度和效率得到大幅提高,对激光表面处理机理的研究越来越深入,激光表面处理技术的可靠性大大提高[6],在树脂基复合材料表面改性和提升胶接维修效果方面具有良好的应用前景。
2 激光表面处理方法
对目前文献报道的激光表面处理方法进行总结提炼,主要有以下三种:1)激光烧蚀法,即采用脉冲激光直接对待处理材料表面污物进行辐射去除;2)激光液膜辐射法,即首先沉积一层液膜(水、酒精或其他液体)于基体表面,然后用激光辐射去除;3)激光冲击波式清洗法,即激光不与被处理材料表面接触,利用空气电离产生的冲击波对材料表面污染物、树脂进行清除。其中,前两种表面处理方法在工业生产中应用较多。
激光烧蚀方法如图1所示。激光在空气、惰性气体或真空氛围下直接作用于被处理基材表面,使基体表面污染物发生热膨胀。随着激光与被处理基体表面相互作用时间的增加,当处理温度低于被处理物汽化阈值时,则基体表面仅发生物理变化,由于热膨胀系数的不同,被处理基体会发生屈曲、裂纹、断裂,最终从基材表面剥离;当处理温度高于被处理物汽化阈值时,将激光能量密度控制在介于污染物与基体烧蚀阈值之间,则可以达到既有效去除雜质,又不会对基材造成损伤的目的。
激光液膜法如图2所示。将液膜(水、酒精或其他液体)预先涂覆在清除物表面,再用激光对其进行烧蚀。液膜吸收激光能量后发生沸腾,爆炸沸腾的液体高速运动,高瞬态的爆炸性力量足以达到去除表面污染物的目的。Min She等人[7]用8vol%丙醇+92vol%水作为液膜,成功清除了NiP硬磁盘基材表面的Al2O3污染微粒。
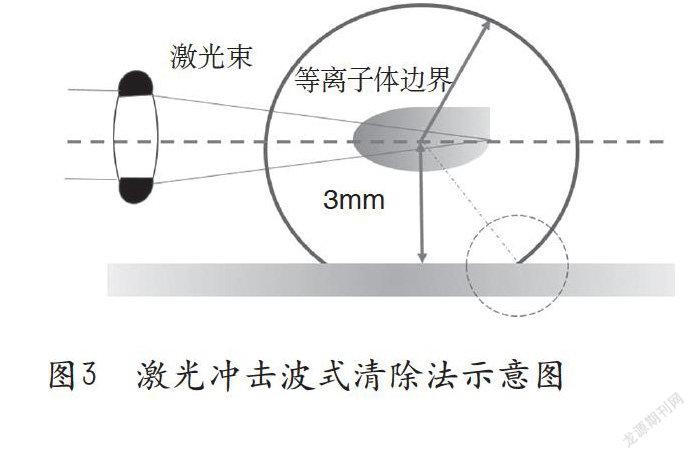
激光冲击波式清除法如图3所示。首先,将激光焦点调整至基材附近,激光不与基材接触,以平行于被处理基材表面的方向射出,辐射后激光焦点处的空气产生电离现象,电离产生的冲击波以圆球状迅速膨胀扩大,当冲击波作用在基材污染物上时,一旦其横向分量的力矩超过纵向分量与污染物粘附力的力矩时,污染物就被清除。叶亚云等人[8]利用激光冲击波式清洗法成功清除了镀金K9玻璃表面直径15nm的SiO2微粒。
对以上三种激光表面处理方法进行总结。激光烧蚀法具有操作简单、使用面广的优点,同时也可根据激光器类型选择适宜的工艺参数来清除各种被处理物表面;激光液膜清洗法在使用时需要考虑液膜对激光的吸收率、激光波长等因素,可用于去除一些比较难去除的基质材料,该方法存在工艺复杂、被处理基材表面化学成分改变等问题;激光冲击波式清洗法主要用于去除亚微米级或纳米级微粒,该方法既要保证激光参数能够电离空气,又要控制激光与基材之间保持合适的距离,因此工艺要求较为严苛。
3 激光表面处理机理
激光处理基体表面时,其作用机理较为复杂,被处理基体表面与激光产生多种物理、化学作用。一般认为激光表面处理机理有以下两种。
3.1 线性激光—材料相互作用
吸收与反射:激光辐射到被处理基体表面的过程中,小部分激光能量被空气中微粒损耗、折射,另一些激光能量被基体材料表面吸收[9, 10],且粗糙表面更易吸收激光能量;其余的激光能量穿过基体材料继续传播,即R+A+T=1(R为反射率,A为吸收率,T为透射率)[11]。此外,激光在材料内部传播时,其能量密度沿着光轴呈指数衰减。激光强度与波长对基体材料的能量吸收起到重要作用[12],基体材料吸收的激光能量呈现热力学分布,研究者可模拟计算得到基体材料能量吸收分布情况,基体材料吸收的能量最终以热的形式散开。
光声效应:当激光强度为106~108W/cm2,激光辐照固体吸收材料时,基体材料辐照体积内发生热瞬变,材料单位体积的压力迅速升高,从而形成以一定速度向周围扩散的压力波,即热弹性[13]。
3.2 非线性激光—材料相互作用
当激光强度和能量足够大时,被处理基体材料表面被烧蚀,具体表现为多相流生成、等离子体的诱发等,基体材料表面微观和宏观界面发生变化,此时属于非线性激光—材料相互作用范畴,其相互作用机理主要为激光诱发生成等离子体。
当激光能量强度高于108W/cm2时,基体材料吸收能量诱发产生等离子体,部分离子(10%以上)被电离,当激光作用于材料表面时,等离子体是较易产生的一种现象。等离子体宏观上表现为一种中性气相,等离子体中一部分的粒子(10%或更高)被电离,这些自由电子能量逐渐累积,达到电离能量水平后产生雪崩倍增。按照激光的强度和时域分布,在几纳秒至几十纳秒时间范围内,自由电子密度能达到1018~1020cm-3的量级,且自由电子温度升至104K。除了激光诱发产生等离子体,不同能量激光处理基体材料时产生不同的烧蚀率,烧蚀率表征不同能量激光处理过程中单个脉冲的移除效率(μg/pulse或μm/pulse),烧蚀效率用μg·J-1·cm2表征[14]。图4为典型激光能量密度与烧蚀率之间的曲线。在高于能量密度Fth时开始观察到激光烧蚀,Fth的值被称为烧蚀阈值。当激光能量密度介于Fth-Fs之间时,激光能量密度与烧蚀率呈线性关系,其中激光能量密度为Fm时,激光表面处理效率最高。
4 激光技术在复合材料胶接维修中的应用
激光表面处理技术是利用激光的高能量脉冲选择性地去除复合材料中基体表面材料的技术,具有对环境无污染、表面处理稳定可控等优点,其在复合材料表面改性和胶接维修方面具有广阔的应用前景。激光器应用于复合材料胶接维修中,主要有特定波长的紫外、红外激光器,气体激光器,固体激光器三类,主要是基于胶接结合的物理机械嵌锁、界面润湿、静电吸附、化学结合理论,对复合材料母体表面及表层树脂进行激光熔蚀表面糙化处理,增加含氧(C=O)官能团,从而提高复合材料的胶接维修性能。
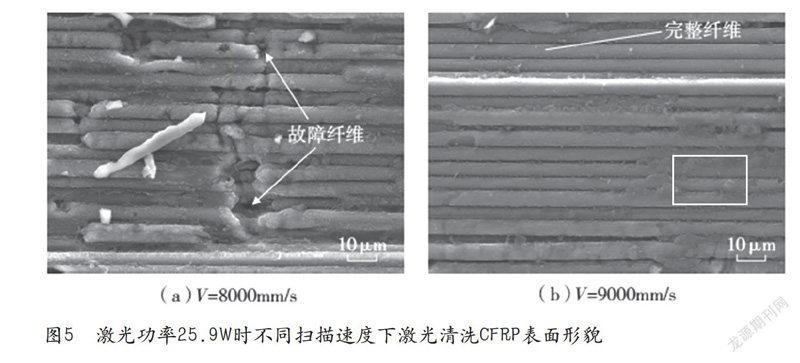
当基体材料与被处理材料表面之间性能差异较大时,采用特定波长激光可以达到清除的目的。用紫外光和近红外光等不同波长激光对碳纤维增强树脂基复合材料(CFRP)表面进行处理后,CFRP的胶结强度均有明显提高,但近红外激光处理CFRP的加工窗口较窄,容易损伤基体材料[15]。后续研究证实了这一结论,Saira等人[16]采用脉宽4ns,波长532nm的紫外光激光处理高抗冲击聚苯乙烯(HIPS),HIPS表面含有直径为12~20μm的石墨颗粒以及直径为8~30μm的聚合物小球,研究发现尽管激光能量密度较低,能够满足清除石墨颗粒和聚合物小球的工艺要求,但扫描电镜观测发现HIPS表面出现了局部烧蚀的损伤情况。杨文锋等人[17]采用平均输出功率14W、波长355nm的紫外激光处理民机碳纤维复合材料,结果显示激光处理后基体材料表面接触角显著下降,表面自由能增加,胶接维修后界面强度也有一定的提升。占小红等人[18]探索了红外脉冲激光对碳纤维增强复合材料进行处理的最佳工艺参数,研究表明采用输出功率为25.9W、扫描速度为9000mm/s、频率为50kHz的红外脉冲激光对碳纤维增强树脂基复合材料进行处理,可以完全清除复合材料表面树脂,使碳纤维完全裸露且几乎无损伤,如图5所示。
气体激光器特别是CO2激光器具有寿命长、功率高等优点,在复合材料表面处理方面具有良好的应用前景。Tomohiro Yokozeki等[19]对比了CO2激光处理CFRP表面与传统砂纸处理的CFRP表面情况,研究显示:利用传统砂纸处理后的碳纤维存在折断损伤的情况,而经CO2激光处理后,裸露的碳纤维表现完整,未产生损伤。经两种方法预处理的接头的剪切强度大体一致,约为35MPa,而未经表面处理的CFRP胶接接头的搭接强度只有19MPa。Nattapat M等人[20]探索了低功率连续波CO2激光器去除CFRP表层树脂而不损伤底层纤维的技术可行性,并通过有限元模型解释了复合材料表面去除机理。研究发现当CO2激光器功率为14W、扫描速度为880mm/s、光束重叠25%时,CFRP表面树脂的去除效果最佳,激光预处理后基体表面接触角比未处理基体、传统打磨处理基体、酸洗处理基体的接触角小;同时,激光处理后粘合部位的剪切强度显著增大。激光清洗方法较传统清洗方法有着更好的应用前景。
固体激光器产生的光束可以通过光纤传送,相较于其他类型激光器具有便携性高、便于远程控制和使用柔性系统的优点,因此将固体激光器用于复合材料表面处理也成为了研究的重要方向。Burnett等人[21]采用Er:YAG激光处理复合材料,树脂基质材料烧蚀蒸发且填料粒子暴露,被处理的基体材料粘合强度得到提高。Belcher等人[22]采用三倍频率的Nd:YAG激光扫描CFRP复合嵌板得出了相似结论。Ozel等人[23]运用波长为1064nm的Nd:YAG激光对复合材料进行表面处理后也得出了相似结论,激光表面处理后CFRP复合材料的粘合强度提高了39%。针对激光产生的热量可将表面材料进行无差别地去除的问题,李长青等人[24]利用复合材料不同組分的导热性差异,提出了激光选择性消融复合材料表面预处理的方法。采用Nd:YAG激光器对碳纤维/环氧树脂复合材料进行选择性表面预处理,并测试胶接维修的拉剪性能。研究显示,与未进行激光消融处理的复合材料相比,进行激光消融的复合材料的表面活性明显提高,C=O官能团增加约87%,胶接维修后的拉剪强度提高了约36%。Meire等人[25]发现短脉冲、高脉冲能量、高频率、长时间辐射的脉冲铒激光处理树脂基复合材料能够得到更优的清除效果。liveira等人[26]利用波长1024nm、脉宽550fs的脉冲激光对CFRP进行表面处理,扫描电镜结果显示,材料表面树脂被成功清除,碳纤维界面存在亚微米尺寸的波纹状微观形貌,这为胶接维修提供了大量的咬合点,胶接面积明显增大,胶接强度显著提高。因此,采用飞秒激光清洗复合材料表面,除了具有超短脉冲激光清洗的烧蚀效应外,还有对碳纤维表面进行微加工的作用,飞秒激光在复合材料胶接维修中拥有极大优势。
激光处理复合材料的热效应研究也引起了一些研究者的关注。他们采用有限差分法研究了半无限体表面边界烧蚀率,提出了热平衡积分法理论。随后人们进一步修正了该方法,其研究范围也从温度场和质量损失拓展到复合材料力学性能(拉伸强度、剪切强度等)失效。在此基础上,也有学者提出了三维激光烧蚀复合材料模型[27-29]。王以忠等人通过有限元模拟计算了激光辐射作用下复合材料内部温度场及热应力场的分布情况[30]。针对连续激光处理复合材料的热效应,研究者发现复合材料质量损失与激光辐照时间呈正比例关系;当激光能量密度较低时,复合材料主要发生热力学分解,且随着激光能量密度的增强复合材料质量损失率也随之增加;当激光能量密度升高到临界阈值时,复合材料氧化分解作用开始加强[31, 32]。针对CFRP层板激光烧蚀问题[33, 34],研究结果显示:300℃~450℃,环氧树脂发生热分解;450℃~650℃,环氧树脂的残碳发生氧化反应;650℃~850℃,碳纤维发生碳化分解反应。
5 总结与展望
随着科技的发展,激光表面处理技术将以其绿色、环保、高精度等优势克服传统清除工艺的种种弊端,在工业发展中提供越来越有效的潜在价值,目前有关复合材料激光处理的研究越来越多。综合文献报道,大部分处理工艺采取相互作用时间短的纳秒短脉冲激光,但该工艺存在成本高的缺点,此外如何选择性清除树脂而不损伤纤维成为了研究重点。对于激光清除机理,研究者们提出了激光工艺参数、激光辐照时上升气流、复合材料粘接机械因素之间的相互作用,但该理论还没有完全运用于实际。
目前,激光表面处理技术在复合材料胶接维修的应用仍有以下三点需进一步研究。第一,大多数的研究主要针对激光对复合材料结构处理后其宏观结构的变化,往往忽略其微观结构的变化;第二,激光辐照过程中,由于复合材料具有的各向异性导致其发生的复杂物理化学变化仍需要深入研究;第三,激光辐照下复合材料的温度场及热学、力学损伤的精确模拟仍是研究的重点之一。
参考文献
[1] Arif S , Armbruster O , Kautek W . Pulse laser particulate separation from polycarbonate: surface acoustic wave and thermomechanical mechanisms[J]. Applied Physics A, 2013, 111(2):539-548.
[2] Pelosi, Fodaro, Rubino, et al. Study of the laser cleaning on plaster sculptures. The effect of laser;irradiation on the surfaces[J]. Optics & Spectroscopy, 2013, 114(6):917-928.
[3] Veiko V P, Mutin T Y, Smirnov V N, et al. Laser decontamination of radioactive nuclides polluted surfaces[J]. Laser Physics, 2011, 21(3):608-613.
[4] Moroni F. Local Stress Analysis of the Fatigue Behaviour of Adhesively Bonded Thick Composite Laminates[J]. Journal of Adhesion, 2010, 86(5-6):480-500.
[5] Ing C A, Bsc L Y. Fusion Bonding of Polymer Composites[M]. 2002.
[6] Rezaei F, Yunus R, Ibrahim N A, et al. Development of Short-Carbon-Fiber-Reinforced Polypropylene Composite for Car Bonnet[J]. Journal of Macromolecular Science: Part D - Reviews in Polymer Processing, 2008, 47(4):351-357.
[7] She M, Kim D, Grigoropoulos C P. Liquid-assisted pulsed laser cleaning using near-infrared and ultraviolet radiation[J]. Journal of Applied Physics, 1999, 86(11):6519-6524.
[8] Ye Y, Yuan X, Xia X, et al. Laser plasma shockwave cleaning of SiO particles on gold film[J]. Optics & Lasers in Engineering, 2011, 49(4):536-541.
[9] 李莉. 脈冲激光烧蚀及靶材光学性质的研究[D]. 华中科技大学, 2007.
[10] 陈怡星. 脉冲激光表面微造型的数值模拟与实验研究[D]. 江苏大学, 2007.
[11] 李兵海, 杨武年, 郑圻森. 遥感图像数字处理新方法-模拟反射率图像[J]. 物探化探计算技术, 2007, 29(1):58-61.
[12] Jin R X. The applicability of classical theory for rapid transient explosive boiling[J]. Journal of Engineering Thermophysics, 2003, 24(6):1013-1015.
[13] Zheng Y W , Luk’yanchuk, B. S, Lu Y F , et al. Dry laser cleaning of particles from solid substrates: Experiments and theory[J]. Journal of Applied Physics, 2001, 90(5):2135.
[14] 强希文. 高功率激光表面大气击穿阈值的波长关系[J]. 光学技术, 1999(5).
[15] Fischer F , Kreling S , JäSchke P , et al. Laser Surface Pre-Treatment of CFRP for Adhesive Bonding in Consideration of the Absorption Behaviour[J]. The Journal of Adhesion, 2012, 88(4-6):350-363.
[16] Arif S , Kautek W . Laser cleaning of particulates from paper: Comparison between sized ground wood cellulose and pure cellulose[J]. Applied Surface Science, 2013, 276(Complete):53-61.
[17] 杨文锋, 李俊磊, 曹宇, et al. 激光处理对民机复合材料胶接维修母体表面自由能的影响研究[J]. 硅酸盐通报, 2015, v.34(s1):298-302.
[18] 占小红, 范喜祥, 高川云, et al. 脉冲激光清洗碳纤维增强树脂基复合材料表面研究*[J]. 航空制造技术, 2017, 60(20):38-42.
[19] Yokozeki T , Ishibashi M , Kobayashi Y , et al. Evaluation of adhesively bonded joint strength of CFRP with laser treatment[J]. Advanced Composite Materials, 2015, 25(4):317-327.
[20] Nattapat M , Marimuthu S , Kamara A M , et al. Laser Surface Modification of Carbon Fiber Reinforced Composites[J]. Materials and Manufacturing Processes, 2015, 30(12):1450-1456.
[21] Burnett L H , Conceicao E N , Pelinos J E , et al. Comparative Study of Influence on Tensile Bond Strength of a Composite to Dentin Using Er:YAG Laser, Air Abrasion, or Air Turbine for Preparation of Cavities[J]. Journal of Clinical Laser Medicine Surgery, 2001, 19(4):199-202.
[22] Wohl C J , Belcher M A , Chen L , et al. Laser Ablative Patterning of Copoly(imide siloxane)s Generating Superhydrophobic Surfaces[J]. Langmuir, 2010, 26(13):11469-11478.
[23] Ozel M. Behavior of concrete beams reinforced with 3-D fiber reinforced plastic grids[J]. Special Publication, 1999, 188:145-156.
[24] 李長青, 许艺, 任攀,等. 碳纤维/环氧树脂复合材料表面激光选择性消融预处理[J]. 中国表面工程, 2016, 29(1):118-124.
[25] Meire M A, Havelaerts S, De Moor R J. Influence of lasing parameters on the cleaning efficacy of laser-activated irrigation with pulsed erbium lasers[J]. Lasers in Medical Science, 2016, 31(4): 653-658.
[26] Oliveira V, Sharma S P, Moura M F S F D, et al. Surface treatment of CFRP composites using femtosecond laser radiation[J]. Optics & Lasers in Engineering, 2017, 94: 37-43.
[27] Shneider M N, Semak V V. Laser induced ponderomotive convection in water[J]. Physics, 2015, 120(24).
[28] Balhoff J F, Pike R W. Modeling Sublimation of a Charring Ablator[J]. Journal of Spacecraft & Rockets, 1973, 10(12):822-824.
[29] Sullivan J, Kobayashi W. Spallation modeling in the Charring Material Thermal Response and Ablation (CMA) computer program[J]. Radiation Research, 2013, 147(2):263-268.
[30] 王以忠. 激光对碳纤维增强环氧树脂基复合材料的辐照效应[D]. 国防科学技术大学, 2007.
[31] 贺敏波, 马志亮, 刘卫平,等. 连续激光辐照下碳纤维环氧树脂复合材料热解问题研究[J]. 现代应用物理, 2016, 7(1):46-50.
[32] 李雅娣, 吴平, 马喜梅,等. 碳纤维/环氧树脂复合材料层板连续激光烧蚀试验研究[J]. 纤维复合材料, 2010, 27(2):21-24.
[33] 张飞, 张钢锤, 李侃,等. 复合材料层合板激光烧蚀后的三维逐渐损伤分析[J]. 固体火箭技术, 2009, 32(2):218-221.
[34] 南宝江, 李雅娣, 吴平. 不同波长激光能量对碳纤维复合材料损伤实验研究[J]. 纤维复合材料, 2008, 25(2):28-30.
猜你喜欢
佛山陶瓷(2022年1期)2022-02-19
科学与财富(2021年33期)2021-05-10
科学与财富(2020年4期)2020-05-06
航空模型(2016年10期)2017-05-09
航空知识(2017年2期)2017-03-17
哈尔滨理工大学学报(2016年2期)2016-09-12
纺织导报(2015年8期)2015-12-31
国外科技新书评介(2015年5期)2015-07-29
城市建设理论研究(2012年22期)2012-09-06
西安交通大学学报(2009年12期)2009-02-08