二氧化碳气体保护焊焊接工作站的总体设计
2019-09-10 02:29陈景聪王锦标何光洪吴淦柯世金
河南科技 2019年34期
陈景聪 王锦标 何光洪 吴淦 柯世金



摘 要:随着工业自动化的快速发展,自动焊接越来越普遍,但手动焊接也具有不可替代的作用。由此,本文设计了一款既可自动焊接也可手动焊接的二氧化碳气体保护焊焊接工作站,详细介绍了个模块的设计,并阐述了主要控制过程。
关键词:自动焊接;手动焊接;柔性工作台;焊接工作站
中图分类号:TG444.73 文献标识码:A 文章编号:1003-5168(2019)34-0056-03
Overall Design of CO2 Gas Protection Welding Stations
CHEN Jingcong WANG Jinbiao HE Guanghong WU Gan KE Shijin
(Guangzhou College of South China University of Technology,Guangzhou Guangdong 510800)
Abstract: With the rapid development of industrial automation, automatic welding is more and more common, but manual welding also has an irreplaceable role. Therefore, this paper designed a CO2 gas shielded welding workstation, which could be automatically or manually welded. It introduced the design of each module in detail and described the main control process.
Keywords: automatic welding;manual welding;flexible workbench;welding workstation
随着可编程自动控制系统的快速发展,工业自动化的普及,自动焊接越来越普遍,但手动焊接也具有不可替代的作用。本文设计的工作站是既可自动焊接也可手动焊接的二氧化碳气体保护焊焊接工作站,其自动焊接和手动焊接合为一体,可焊接形状不同的焊件。
1 二氧化碳气体保护焊焊接工作站的总体设计
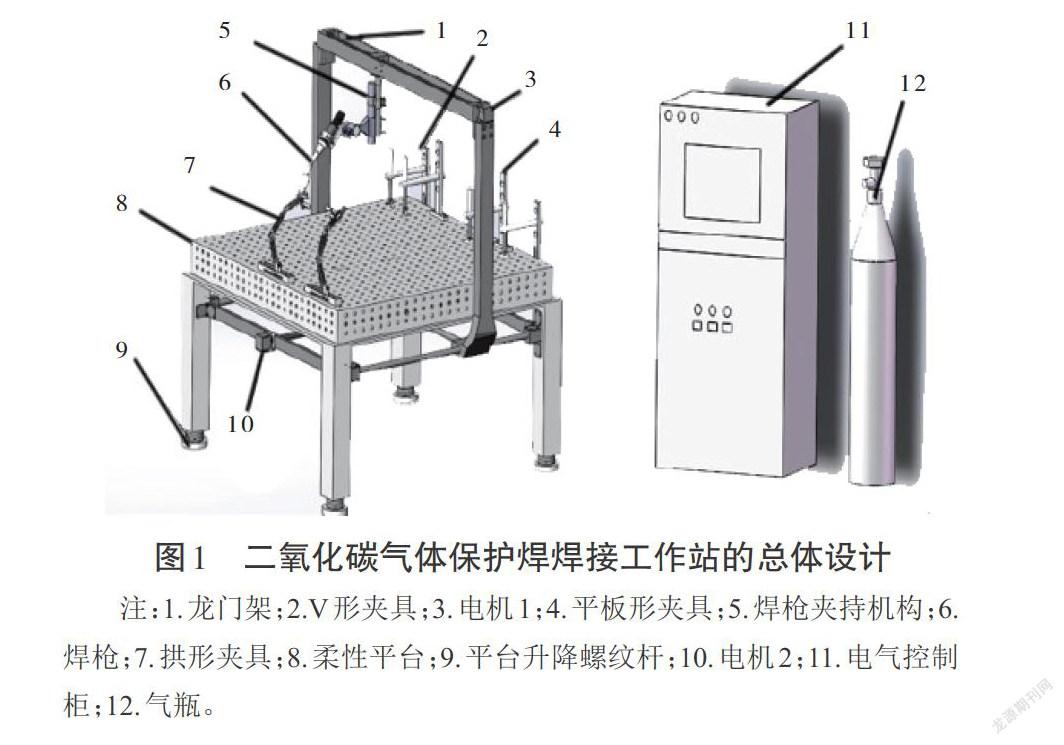
二氧化碳气体保护焊焊接工作站由四大模块组成,即柔性平台及夹具模块、焊枪及焊枪夹持模块、丝杆传动模块和PLC自动控制模块[1]。该焊接工作站既可手工焊接,也可自动控制焊接。自动控制焊接时,电机1控制上丝杆移动,同时带动焊枪沿X轴移动,电机2控制下丝杆移动,同时带动龙门架沿Y轴移动,这样焊枪可移动到柔性平台上的任意一点。二氧化碳气体保护焊焊接工作站的总体设计如图1所示。
2 焊枪及焊枪夹持模块的设计
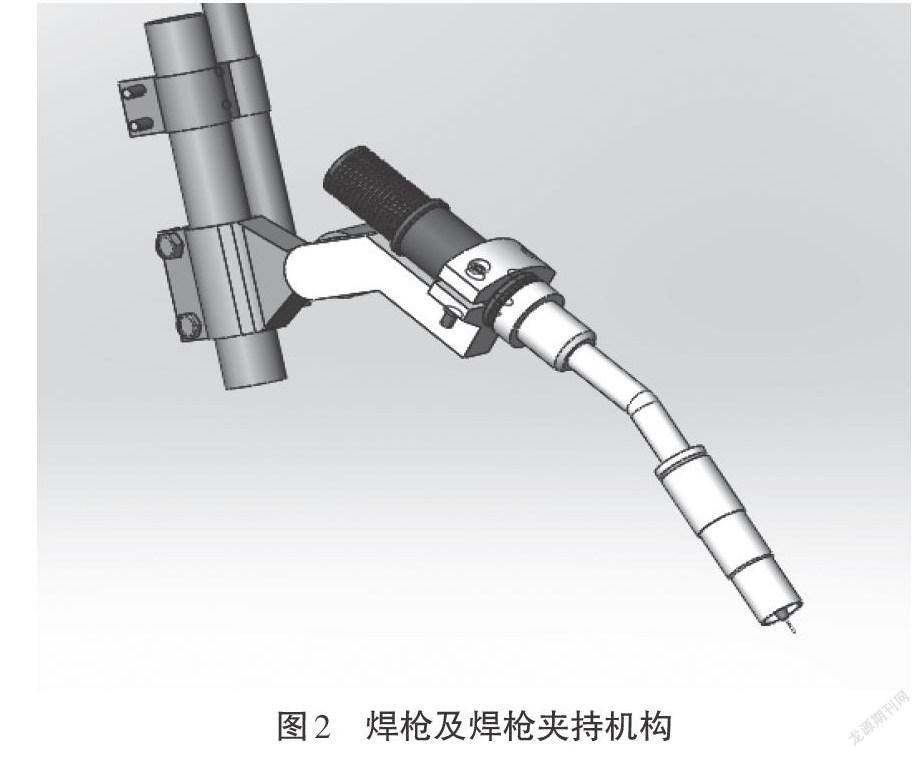
根据对焊接平台的研究分析,焊枪部分采用的是一个与传动导轨相连接的焊枪夹持机构,可360°调节焊枪的焊接方向,也可上下调节焊枪的高度[2]。当焊枪夹持在焊枪夹持機构上时,可随导轨的自动控制进行自动焊接,也可以把焊枪拆下进行手动焊接。焊枪采用双管孔设计,中心孔是焊丝出口,外围大孔是二氧化碳气体出口,这种设计可以在焊接时实现气体保护。焊枪及焊枪夹持机构如图2所示。
3 柔性平台和夹具的设计
3.1 柔性平台的设计
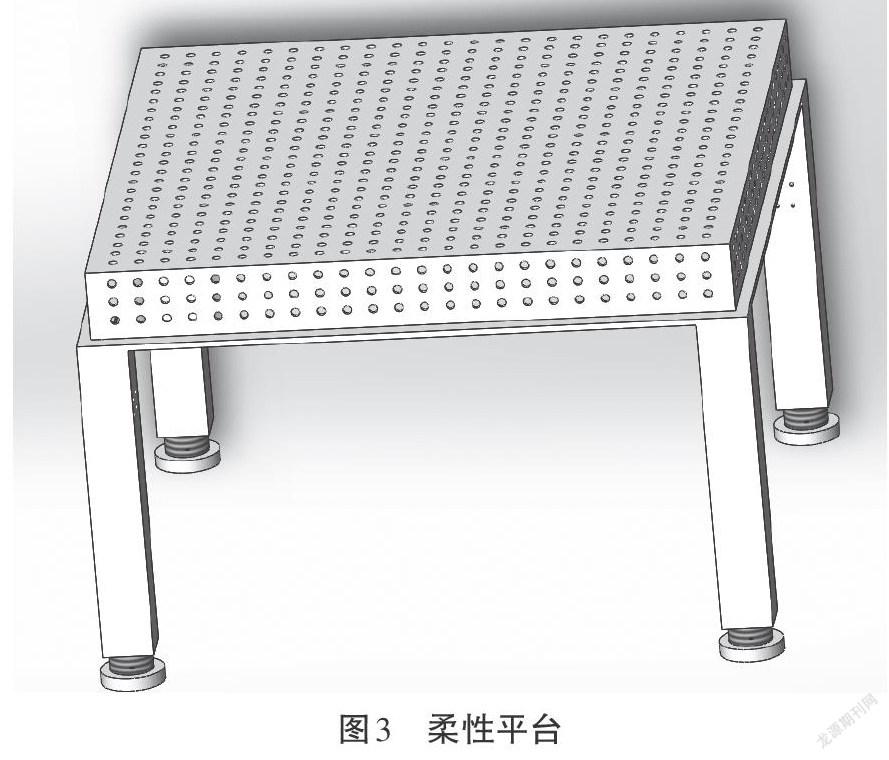
由于焊件形状和大小都不相同,所以将平台设计成多个螺纹孔,可根据焊件的不同在螺纹孔上安装对应的夹具,并依据焊件大小来调节夹具的安装位置。柔性平台如图3所示。本文设计的柔性平台是长为1 000mm、宽为1 000mm的正方形[3]。其主要适合用于焊接教学实验上课和一些企业的小型焊件。该平台的台脚由螺纹孔和升降螺纹柱组成,可根据需要来调节平台的高度,在一些不平的工作地面上,可调节个别台脚的高度,以保证平台平稳。
3.2 夹具的设计
在焊接过程中,焊件的形状多种多样,因此,本文根据不同的焊件设计了不同的夹具。对于平板形焊件,设计了直角夹具和利用螺纹紧固的压盘型夹具,如图4所示;对于管形焊件,设计了利用螺纹紧固的V型槽夹具;对于拱形焊件,设计了一种既可沿着X轴移动、又可沿着Z轴转动的特殊夹具,可根据拱形焊件的需要调节不同的角度,以达到固定焊件的目的。拱形焊件夹具设计如图5所示。
4 传动导轨的设计
经过分析,传动方式采用的是龙门架式的滑块丝杆导轨传动,丝杆与电机连接,滑块与丝杆连接在导轨上,导轨安装在龙门架上,滑块与焊枪夹具相连接,通过控制电机的转动来控制焊枪的移动速度。丝杆传动具有较高的传动精度及传动平稳性。根据焊接平台的需要,安装滑块的导轨采用的是X轴移动、安装龙门架的导轨采用的是Y轴移动,相互结合实现了焊枪的在平台上任意点的移动[4]。龙门架式传动机构如图6所示。
5 电机的选择
本次设计采用的电机有两个,分别是提供滑块丝杆导轨的牵引力的电机1和提供给龙门架导轨牵引力的电机2。滑块丝杆导轨所承受的力主要来自滑块、焊枪挟持机构和焊枪,所需要牵引力不是很大,可采用小型的42步进电机。龙门架导轨所承受的是整个龙门架和整个滑块丝杆导轨的所有重力,其需要较大的牵引力,所以选择牵引力较大的57步进电机。步进电机具有较强的可控性和稳定性。
6 主要控制过程
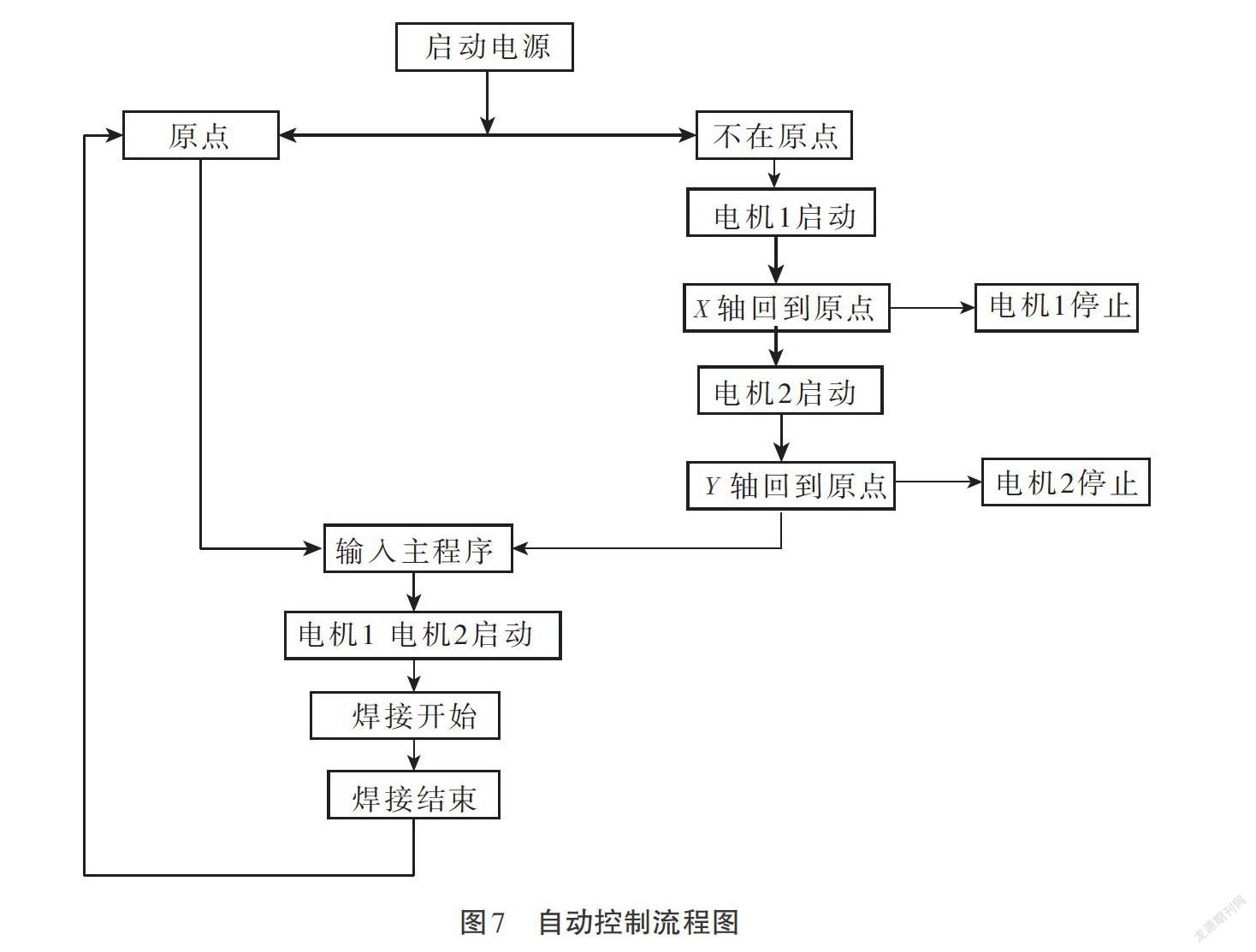
该焊接工作站自动焊接部分采用PLC控制,通过PLC精准控制系统来实现自动焊接。具体操作过程为:在平台上设置有机械原点位置,按下启动按钮,焊枪回复到平台的原点位置,选择手动控制模式,利用手动遥控器控制焊枪移动到焊件焊接的起始点,设置为焊枪运动的起点,再设置焊接的长度,长度确定后选择自动模式,点击开始后,进行自动焊接,焊接结束后自动回到平台的原点位置。具体控制流程如图7所示。
7 结语
本文设计了二氧化碳气体保护焊焊接工作站,详细介绍了整个设计过程,包括柔性平台的设计、各种夹具的设计、传动机构的设计等,并阐述了如何通过PLC控制系统来正确地控制平台自动焊接。
参考文献:
[1]濮良贵,陈国定,吴立言.机械设计[M].10版.北京:高等教育出版社,2013.
[2]秦大同,谢立阳.现代机械设计手册[M].北京:化化学工业出版社,2011.
[3]李琳,李杞仪.机械原理[M].北京:中国轻工工业出版社,2009.
[4]任胜杰.电气控制与PLC系统[M].北京:机械工业出版社,2013.