拖辊式自动纠偏装置在环形钢带运行中的应用
2019-09-10 01:55孙继勇
科学导报·科学工程与电力 2019年40期
孙继勇


【摘 要】环形钢带传送相比环形网带和传统皮带有更大的优势,钢带相比较网带不会漏料,热媒或冷媒可以在钢带背部与钢带表面的物料进行换热,钢带相比较皮带有更好的热稳定性,不会发生冷却变形,优质的钢带可以承受-40摄氏度到+300摄氏度之间的温度。钢带传送已经在工业领域有着不可取代的地位,在化工原料冷却(如钢带结片机、造条机、造粒机等),食品隧道烤炉,食品冷却传送,人造板钢带压机,钢带薄膜流延,鼓式硫化机等领域有着广泛的应用。
托辊式自动纠偏装置是一种用于纠正钢带跑偏的装置。它包含了检测传感器装置、基于PLC的纠偏控制系统、托辊机构。检测传感器检测到了钢带跑偏信号,将信号输入给PLC可编程逻辑控制器,PLC收到钢带跑偏信号后对信号进行处理并根据内部算法发出指令,PLC的输出指令传送给电机控制器,电机控制器再控制电机进行运转,电机推动托辊对钢带进行自动纠偏调整,直到将钢带纠正到中间位置。
【关键词】托辊式自动纠偏;环形钢带传送;检测传感器;PLC
1引言
环形钢带输送机的结构与皮带输送机原理很相似,钢带相比较于皮带有自身比较明显的优势,皮带在输送物料时不能承受高温或者低温,也不能承受高压,所以钢带输送机在化工原料冷却、食品烘烤、食品冷冻、连续压机、鼓式硫化机、薄膜流延等工业领域有着不可取代的地位。但是钢带运输机在运行中面临着一个技术难点就是怎么实现环形钢带运输机的自动调偏。
本论文主要介绍了托辊式自动纠偏,分析钢带运行中的跑偏问题,并提出托辊式自动纠偏方案对策,希望能对使用钢带运输机的企业及正计划使用钢带运输机的企业业提供些许借鉴意义。
1.1钢带跑偏现象的原因分析
环形钢带传送机在运行过程中由于外力或者钢带自身的原因造成钢带偏离其中心线,向一侧或者两侧频繁移动,称为钢带跑偏。
钢带跑偏原因主要有以下几种:
(1)机架水平度不够或者直线度偏差;机架是指钢带和钢带张紧轮毂的支撑架,如果机架本身不够水平,一边高一边低,或者两侧机架不平行,钢带运行时会偏离中心线,发生跑偏。
(2)张紧轮毂水平直线偏差;张紧轮毂是用来支撑和拉伸环形钢带,保证钢带张紧的装置。如果张紧轮毂在加工过程中精度不够,不是圆柱形,或者张紧轮毂安装时水平度不够,一边高一边低,运行时都会引起环形钢带跑偏。
(3)钢带支撑轮误差;钢带传送机一般比较长,大型传送机可以达到上百米,钢带由于自身重量会下垂,支撑轮用来支撑钢带,减少钢带下垂。支撑轮由于加工精度的原因或者支撑安装误差等因素会在钢带运行中对钢带产生不同程度的摩擦力,这些摩擦力势必会影响钢带的直线运行,是钢带产生跑偏现象的重要原因。
(4)钢带自身水平度和直线度偏差;钢带由于在生产制作过程中有多个环节,很难保证完美的水平度和直线度,如果钢带呈波浪型、环形钢带呈“S”型、环形钢带焊接后呈喇叭口(一边周长比另一边大很多)。这些问题都会造成钢带跑偏。
(5)原料和媒介对钢带造成形变;现有钢带传送的物料可以达到零下40摄氏度(食品冷冻)最高300摄氏度(热压机),比如化工原料融点在280摄氏度是很常见的。由于热胀冷缩效应,高温和低温都会使钢带产生变形,钢带发生形变就会发生跑偏现象。
综上所述,环形钢带传送设备跑偏现象是不可避免的,钢带跑偏就会碰撞切割钢带两侧的设备,钢带自身也会卷边甚至断裂,从而造成严重的生产事故。所以为了保证钢带连续平稳的在规定范围内运行高精度的钢带自动纠偏装置必不可少。本文所述的托辊式自动纠偏装置已经成功应用于国内10多家企业,控制钢带跑偏范围在正负5mm以内。得到了客户的一致好评。
1.2托辊式纠偏装置的组成
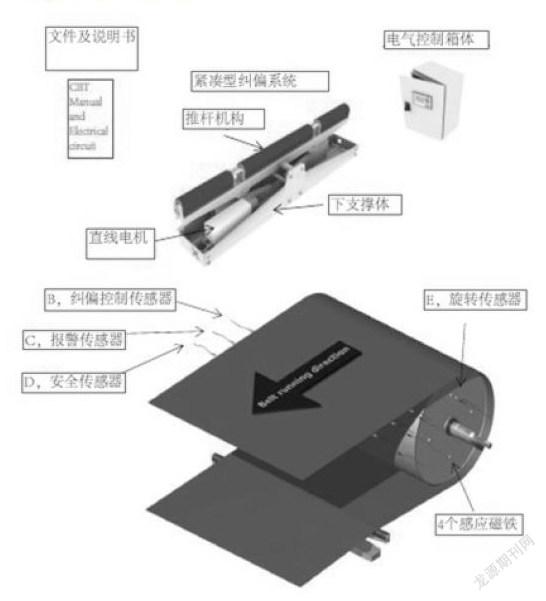
托辊式纠偏装置由检测传感器装置、基于PLC的纠偏控制系统、托辊机构等组成。
1.2.1检测传感器装置;是一种用于检测钢带边缘位置的装置。它包含检测传感器、可移动滑轨、固定支架和滚轮。可根据客户需求制作成不銹钢和碳钢材质。它适用于600mm至3000mm钢带跑偏检测。内部的两个传感器用于钢带边缘位置检测,两侧的两个传感器用于钢带极限位置检测。可移动滑轨:当钢带推动滚轮,它可使得钢带跑偏距离直接反馈到传感器。固定支架用于支撑整个检测传感器机构,固定支架可以固定到钢带机架上或者固定到MKCBT。MKBTD要求安装在钢带居中的位置。首先调整钢带在中心位置,然后调整MKCBT的两侧滚轮和传感器,使左右两个滚轮离钢带左右边缘的距离相等。
两侧滚轮距离钢带边缘的距离应该在15mm左右。
当钢带推动滚轮时,滑轨移动,到达跑偏传感器检测位置,跑偏传感器感应动作并将跑偏位置信号传送给MKCBT(铭客小型成套自动纠偏装置),
MKCBT根据收到的跑偏位置信号调整钢带实现自动纠偏。
当钢带跑偏到极限位置后,通过滚轮推动滑轨,跑偏极限位置传感器将位置信号传送给钢带驱动控制系统,客户根据此信号确认停止钢带驱动电机。
四个检测传感器安装孔适用于直径12mm的圆柱形传感器。建议使用电感式传感器。
1.2.2基于PLC的纠偏控制系统;是一种用于检测钢带边缘位置的装置。它包含检测传感器、可移动滑轨、固定支架和滚轮。可根据客户需求制作成不锈钢和碳钢材质。它适用于600mm至3000mm钢带跑偏检测。内部的两个传感器用于钢带边缘位置检测,两侧的两个传感器用于钢带极限位置检测。可移动滑轨:当钢带推动滚轮,它可使得钢带跑偏距离直接反馈到传感
1.2.3托辊机构;
纠偏机构由滚轮、支架、推杆电机等组成。滚轮采用包胶钢辊,保证了其强度和弹性,在推动钢带的时候又不至于磨损钢带。支架个高度和长度可以根据客户需求定制。推杆电机动作幅度较小,保证钢带平稳运行。
1.3托辊式纠偏装置的原理
当钢带偏移到B1、B2传感器检测位置,跑偏传感器感应动作并将跑偏位置信号传送给箱体内PLC,PLC根据收到的跑偏位置信号调整钢带实现自动纠偏。当钢带跑偏到极限位置后,C1、C2跑偏报警位置传感器将位置信号传送PLC,PLC发出报警信号。D1、D2跑偏停机位置传感器将位置信号传送PLC,纠偏装置停止运转并且将信号输出给钢带驱动控制系统,客户根据此信号确认停止钢带驱动电机。
纠偏动作的算法如下:
(1)纠偏传感器B无检测信号,纠偏马达不动。
(2)B1或B2有信号输入,纠偏马达转动,转动时间取决于T2(初始设置1.3S)。
(3)纠偏马达第一次转动之后,有一个暂停时间T3(T3初始设置为1分钟),T3暂停时间内,E检测到的脉冲数为C1(C1理解为钢带轮毂转动圈数)。
(4)暂停过后,(暂停首次时间为T3,第二次时间为C1),纠偏马达再次启动,但是以相反的方向转动,转动时间为T1,T1=0.8*T1。
(5)纠偏马达回转之后,有一个等待时间T4(T4初始设置为1分钟),如果该时间内B无信号输入,纠偏马达不会再次启动。
(6)如果等待时间T4内B有信号输入,开始一轮新的纠偏,重复2-5的动作。
注意:在第3步,纠偏马达首次暂停时间为T3,但是计数器会记忆T3时间内E所检测到的脉冲数C1。如果T3>C1,下一个周期纠偏马达的暂停时间会以C1为标准,即:E所检测到的脉冲数=C1时暂停结束。
但是,如果在T5(1S)时间内,检测不到2个脉冲,则判断为E故障,第3步的暂停时间重新为T3。
结束语
钢带跑偏是环形钢带传送所面临一个重要问题。钢帶如果发生跑偏将会对设备造成破坏,高速运转的钢带能达到100米/分钟,跑偏时钢带产生巨大的切割力会损坏钢带两边的设备,还会使钢带自身发生卷边,撕裂等损坏。环形钢带传送设备一般要求工厂每天24小时连续运转,要想在每年近8000工作时间内稳定运转就要求配备钢带自动纠偏设备。本文所论述的托辊式纠偏装置是由上海铭客传动系统有限公司自主研发的钢带纠偏装置,已经成功应用于国内十多家企业,解决了钢带跑偏问题。
参考文献:
[1] LOGO!TD(文本显示器)的使用,西门子自动化与驱动集团.2011年9月.
[3] 杨依领,谢龙汉编著.西门子S7-300 PLC程序设计及应用:清华大学出版社,2014.01月。
(作者单位:上海铭客传动系统有限公司)