
模态分析在冰箱降噪领域的应用
2019-09-03 01:33:22李乾坤马长州张魁仓
日用电器 2019年8期
鲍 敏 李乾坤 马长州 张魁仓
(长虹美菱股份有限公司 合肥 230601)
引言
冰箱噪声一直是消费者评价冰箱质量的一个重要指标,对于冰箱来说,主要噪声源包括压缩机、风扇、制冷剂造成的压力脉动。振动噪声的主要来源是压缩机和风机本身的振动通过相连零部件传递到冰箱箱体,当压缩机的激励频率接近相连零部件频率时,箱体存在共振的风险,导致产生较大的噪声,如图1所示。
我司对开门冰箱在进行噪声测试时,发现以下问题:冰箱噪声较大,尤其有低频刺耳的噪声,噪声基本在43 db左右,也有不少噪声达到45 dB,压缩机底板、箱体振动都较大,多次噪声测试,噪声大的冰箱,在三分之一倍频程63 Hz、80 Hz中心频带噪声值较大。
本文通过噪声测试、模态分析和振动测试的结合方法,对对开门冰箱进行分析,找到冰箱整机噪声大的根本原因——压缩机底板固有频率与压缩机激励频率接近,产生共振,从而造成冰箱整机噪声较大;通过对压缩机底板优化,优化后冰箱整机噪声降低1.6 dB,并消除了低频嗡嗡嗡声。
1 实验测试
根据前期噪声和振动测试,压缩机底板区域、箱体明显感觉振动较大,所以本次项目主要从模态、振动角度进行研究,消除整机产生的嗡嗡嗡的低频声,降低冰箱整机噪声,并改善该型号整机噪声水平。
1.1 噪声测试
根据国标六点法噪声测试标准,对该对开门冰箱进行噪声测试,噪声测试冰箱六个点方向均出现在三分之一倍频程63 Hz、80 Hz中心频带噪声值较大的情况,测试结果如图2。通过分析,低频噪声主要为结构振动产生,因此需再对结构进行振动测试,进一步验证分析的正确性。

图1 冰箱振动传递图
1.2 振动测试
振动测试对分别在压缩机,底板,箱体,门体分别布置加速度传感器,如图3所示。
该冰箱为变频冰箱,根据冰箱的转速范围1 200~4 500 r/min,进入冰箱维修模式,手动调整压缩机转速进行测量,压缩机转速范围1 200~4 500 r/min,测试压缩机压缩机,底板,箱体,门体各个频率下的振动趋势,将各个频率下的振动数据绘制为表格(图4)。
压缩机顶部最大振动不超过0.5 m/s2,压缩机底板中间位置点振动较大,最大值达到1.6 m/s2,较压缩机顶部振动大很多,振动突变位置频率为30 Hz和66 Hz附近,尤其是在66 Hz,底板振动较大,初步判断底板在频率发生共振。
2 模态分析
2.1 模态分析理论
模态分析是用来研究结构动力学特性一种常见的方法,模态是指结构固有的振动特性,即固有频率、阻尼比和模态振型,这些参数的识别过程即为模态分析。
根据振动理论,多自由度系统振动方程公式:

式中:[M]为系统质量矩阵;[K]为系统刚度矩阵;[C]为阻尼矩阵;{x(t)}、{x(t)}和{x (t)} 分别为位移、速度和加速度向量;{F(t)}为系统所受外力向量。


公式(2)中: f为系统的固有频率。

图2 噪声测试

图3 传感器布置图

图4 振动测试
2.2 模态仿真
首先从模态仿真的手段对底板进行模态仿真,重点计算底板在装配状态下的模态,简化压缩机底板结构,压缩机和箱体简化为质量点,通过质量点对压缩机底板进行配重,施加约束,完成压缩机底板仿真模型的建立(如图5)。
仿真计算前5阶固有频率(如表1),结果发现压缩机底板前2阶固有频率未能避开压缩机频率,存在共振风险,再通过模态试验的方法,对模态仿真结果进行验证,验证模态仿真的可靠性。
2.3 模态试验
模态试验即通过试验的方式来识别模态参数。通过测得输入和输出信号,进行低通滤波、A/D转换、FFT变换,得到系统的频率响应函数(FRF),应用合适的模态参数估计方法,进行曲线拟合,从而识别出系统的模态参数—固有频率、模态阻尼、模态振型。
根据底板模态仿真结果,选取合适的输入、输出布点,对压缩机底板进行模态试验。模态试验采用B&K MTC Hammer软件和B&K硬件设备,采用移动力锤法进行模态试验,底板处于整机安装状态。激励力锤型号:8206-002,响应选择多个3向加速度传感器,传感器型号:4535-B。底板共划分54个激励点,移动力锤分别对每个点进行激励,压缩机位置点跳过或最靠近点位置敲击,如图6。
完成输入、输出数据采集后,对数据进行处理,利用迭代后的稳态图,自动获取模态参数,也可手动拾取,点击稳态图中的迭代结果图标,获取模态参数后如图7所示。
从模态试验结果(图8)看,底板第一阶、第二阶固有频率分别为29 Hz、62.1 Hz,与仿真结果底板第一阶31.5 Hz第二阶64.5 Hz较接近,仿真结果的误差在8 %,由于仿真模型的简化,该误差在合理范围内。
通过以上试验及分析,从而确定冰箱噪声较大的根本原因——压缩机底板固有频率第一阶、第二阶与压缩机激励频率接近(尤其第二阶),产生共振,导致在三分之一倍频程63 Hz、80 Hz中心频带噪声值较大从而造成冰箱整机噪声较大。

图5 仿真模型

表1 前5阶固有频率值

图6 模态试验

图7 模态试验频率提取
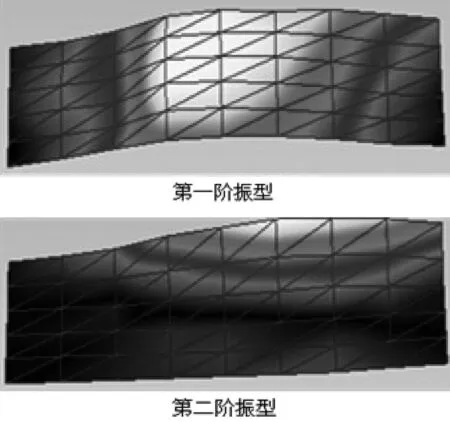
图8 底板前2阶模态振型

图9 底板优化后结构

表2 优化后底板固有频率

图10 底板优化前后振动测试
3 优化方案
3.1 结构优化
压缩机的振动通过管路、脚垫传递到压缩机底板,再通过底板传递到箱体,因此底板的设计尤为重要。为解决前二阶固有频率较低,未避开压缩机激励频率而产生的共振问题,对底板结构进行优化,优化思路为提高底板固有频率,通过改变结构刚度、质量、约束等方法使其固有频率避开压缩机转动频率,优化后底板方案如图9。
3.2 模态分析及振动试验
对优化后底板建立模态仿真模型,进行模态分析,底板第一阶、第二阶固有频率明显避开压缩机运行频率,如表2所示。
对优化后底板进行振动测试,优化前后振动测试结果如图10。
原状态压缩机底板存在明显的突变和共振峰,最大值为1.6 m/s2,优化后底板振动随压缩机转速变化较平稳,不存在突变和振动峰,不存在共振风险,加速度最大值不超过0.5 m/s2。优化后底板进行噪声测试,测试六个点三分之一倍频程63 Hz、80 Hz中心频带噪声值明显下降,冰箱整机噪声降低1.6 dB。
4 结语
本文通过对开门冰箱噪声较大的研究,根据振动的传递进行分析,确定共振部件,再通过模态分析的方法,对零件结构进行优化,使得底板固有频率避开压缩机激励频率,解决冰箱共振问题,为冰箱减振降噪提供解决方法思路。
猜你喜欢
中华环境(2021年10期)2021-11-22 06:47:40
大电机技术(2021年2期)2021-07-21 07:28:38
趣味(数学)(2020年4期)2020-07-27 01:44:06
少年博览·小学低年级(2020年5期)2020-06-23 09:29:30
船舶标准化工程师(2019年4期)2019-07-24 07:21:12
石油化工建设(2018年3期)2018-11-30 02:03:12
石油化工自动化(2018年5期)2018-11-14 02:34:22
大学生(2017年9期)2017-09-08 13:51:21
现代机械(2015年1期)2015-01-15 03:07:54
中国神经再生研究(英文版)(2014年23期)2014-06-01 09:08:50
