
锁孔效应TIG焊机控制系统
2019-09-02 02:40刘志忠
自动化与信息工程 2019年4期
刘志忠
锁孔效应TIG焊机控制系统
刘志忠
(广东福维德焊接股份有限公司)
针对传统中厚度金属板材焊接效率较低、焊缝质量不高等问题,研发一种锁孔效应TIG焊机控制系统,并提出一种焊接电流控制方法。利用嵌入式高速处理器,实时驱动控制大功率逆变电源模块,输出最高可达1000 A的精确可控焊接电弧电流,使熔池迅速贯穿焊件,在焊件背面形成并维持锁孔效应。焊接试验结果表明:该系统能够实现单面焊双面成型,无需开坡口和添加焊材即可实现凸焊缝,且焊缝美观、变形量小、背面不需清根,焊接效率可达传统TIG/GTAW的5~10倍,节约焊接成本,具有较高的工业应用价值。
TIG;锁孔效应;深熔弧焊
0 引言
惰性气体钨极保护焊(tungsten inert gas, TIG),因具有保护效果好、焊缝质量高、易观察、易操作和可焊材料范围广等特点,在碳钢、不锈钢和钛合金等有色金属材料的焊接领域广泛应用。传统的TIG焊接电弧电流较小(≤300 A),熔深较浅,一般单道焊接熔深只能达到2 mm~4 mm。因此,TIG焊一般用于薄板焊接或厚壁重要构件的底层熔透焊道打底焊。
对于中厚度(>4 mm)金属板材的焊接,传统做法是先在连接处根据实际板厚开相应角度的坡口,再进行多层多道焊接。这样不仅焊接效率低,还可能导致焊接变形和热影响区增大,影响焊缝质量。如钛合金材料热影响区增大意味着晶粒长大,导致其韧性急剧下降[1]。若不开坡口、一次焊接就能全部焊透,可减少焊件开坡口和焊接的工时,提高焊接效率;不用或少用填充焊材,可降低焊接成本。
为此,本文研发一种锁孔效应TIG焊机控制系统,输出的焊接电流最高可达1000 A,焊接时熔池产生锁孔效应,并实现单面焊双面成形。
1 系统架构
锁孔效应TIG焊机控制系统总体结构框图如图1所示,包括主控制电路、人机界面、焊接电源控制、控制开关、高频起弧、电流平衡、双路驱动、双路IGBT和运行状态信号反馈处理等模块。
锁孔效应TIG焊机控制系统控制流程:人机界面产生控制指令并输入主控制电路模块;主控制电路模块根据控制指令包含的工艺参数生成焊接控制时序数据,并将该数据传送给焊接电源控制模块;焊接电源控制模块根据焊接控制时序数据控制控制开关模块对高频起弧模块产生开/关动作,并使电流平衡模块输出激励控制信号,且通过电流平衡模块使双路驱动模块输出电流的差异在限定范围内;双路驱动模块依据激励控制信号使双路IGBT模块输出最高1000 A直流电流,并与高频起弧模块产生的高频脉冲高压信号叠加输入焊枪。
2 模块功能
2.1 主控制电路模块
主控制电路模块包括32位高速ARM微处理器和外围接口电路单元,用于将用户选定的工艺参数数据换算生成焊接控制时序数据,并将数据传送到焊接电源控制模块。焊接电源控制模块根据焊接工艺要求,控制焊机实现焊前送气、起弧、维持电弧、收弧和延后收气等一系列焊接程序控制。
2.2 人机界面
人机界面包括液晶显示模块、薄膜按键输入模块、线控开关输入模块、ENET网络接口处理模块和报警单元模块,用于接收控制数据,并显示、输出焊机的系统设置信息、焊接工况及提示信息。
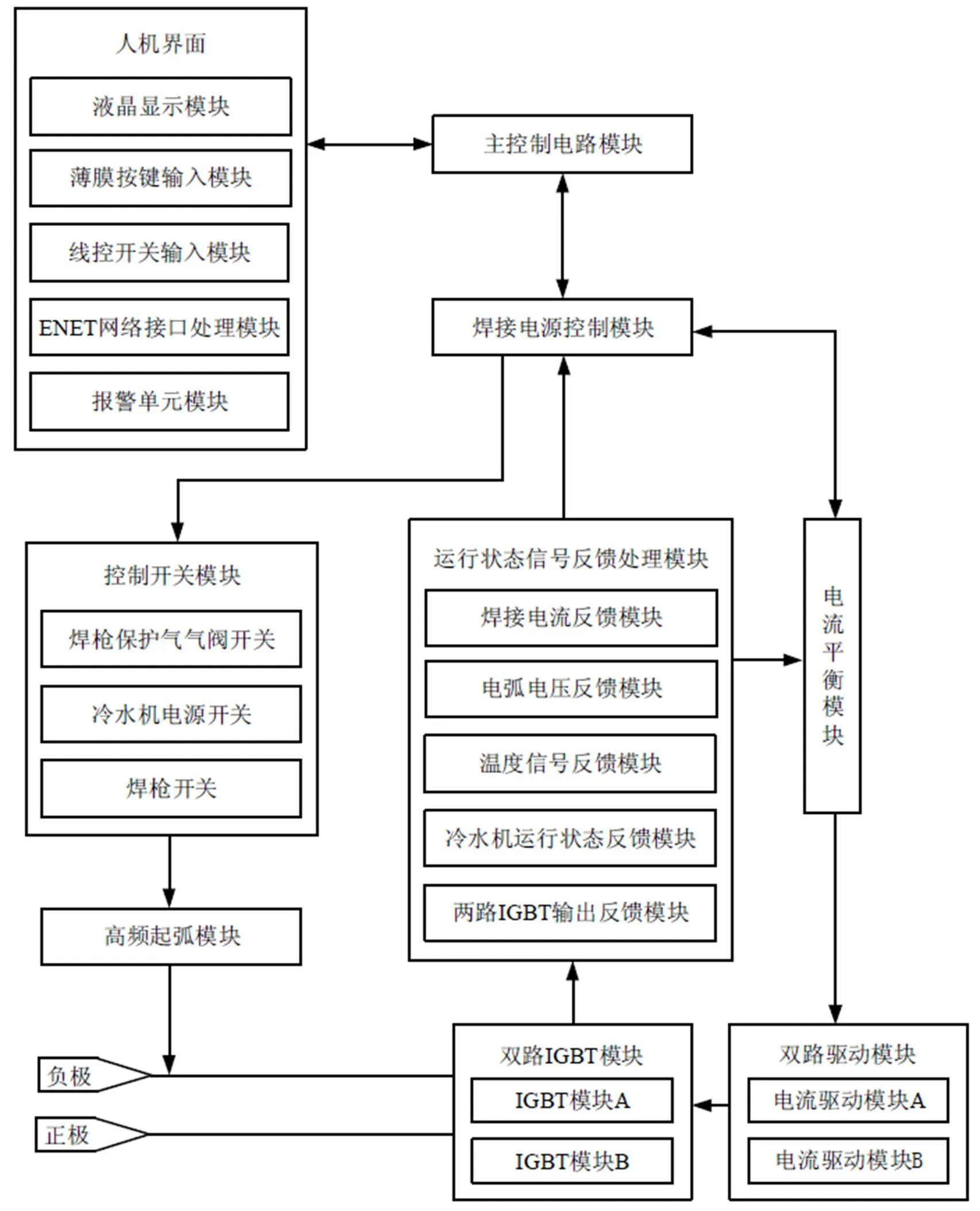
图1 锁孔效应TIG焊机控制系统总体结构框图
薄膜按键输入模块将用户输入指令转换成特定编码数据,并将该编码数据传送至主控制电路模块。
线控开关输入模块将用户的按键输入进行编码转换并传送给主控制电路模块。
ENET网络接口处理模块提供网络接口,可远程接受用户已编制的焊接工艺参数脚本文件,或读取焊机当前使用焊接工艺参数数据。
报警单元模块在焊机发生异常状况时,接收主控制电路模块的控制信号,并向用户发出报警警示信号。
2.3 焊接电源控制模块
焊接电源控制模块接收主控制电路模块传来的焊接控制时序数据,并通过控制开关模块打开或关闭相应开关,结合运行状态信号反馈处理模块反馈的焊接电流和焊接电压信号,经过数/模转换生成向电流平衡模块输出的电流激励信号。
2.4 控制开关模块
控制开关模块包括焊枪保护气气阀开关、冷水机电源开关和焊枪开关等单元,用于开关焊枪保护气气阀、开关冷水机电源以及通过控制高频起弧模块工作完成焊枪起弧。
2.5 高频起弧模块
高频起弧模块产生高频脉冲高压信号,并将脉冲高压信号加载到焊接电源输出的负极,使焊枪钨棒的尖端与焊件间产生电弧。
2.6 电流平衡模块
电流平衡模块接收焊接电源控制模块传送来的控制信号和激励信号,通过内部以主从方式连接、并联运行的两路电流定频PWM脉冲发生器电路,输出两路平衡的PWM脉冲信号到双路驱动模块。同时电流平衡模块通过运行状态信号反馈处理模块监测双路IGBT模块的两路IGBT输出。一旦这两路IGBT电流输出的差异达到限定程度,电流平衡模块自动关断PWM脉冲输出,以保护下级功放电路。
2.7 双路驱动模块
双路驱动模块分别对从电流平衡模块输入的两路PWM脉冲信号进行隔离,并转换为适用于驱动双路IGBT模块的信号。
2.8 双路IGBT模块
双路IGBT模块包括两路并联工作的IGBT电路单元、双路IGBT输出合并单元、整流单元和滤波器单元,用于向焊枪输出稳定、最大可达1000 A的直流电流,完成焊件的焊接工作。
2.9 运行状态信号反馈处理模块
运行状态信号反馈处理模块包括焊接电流反馈模块、焊接电压反馈模块、温度信号反馈模块、冷水机运行状态反馈模块和两路IGBT输出反馈模块,用于监测系统运行时的焊接电流、焊接电压、功率器件温度以及冷水机运行状况等信号,并将这些信号做必要的电气隔离后反馈给焊接电源控制模块。
3 系统控制流程
焊机控制系统流程图如图2所示。焊接时,焊枪钨棒通过导电杆连接焊接电源负极,待焊接工件连接焊接电源正极时,用户通过人机界面模块启动运行并选择工艺参数;主控制电路模块运算生成焊接控制时序数据,并将其传送到焊接电源控制模块;焊接电源控制模块依次控制开启冷水机电源开关、焊枪保护气阀门,焊枪循环冷却水运转,保护气体从焊枪嘴持续流出。
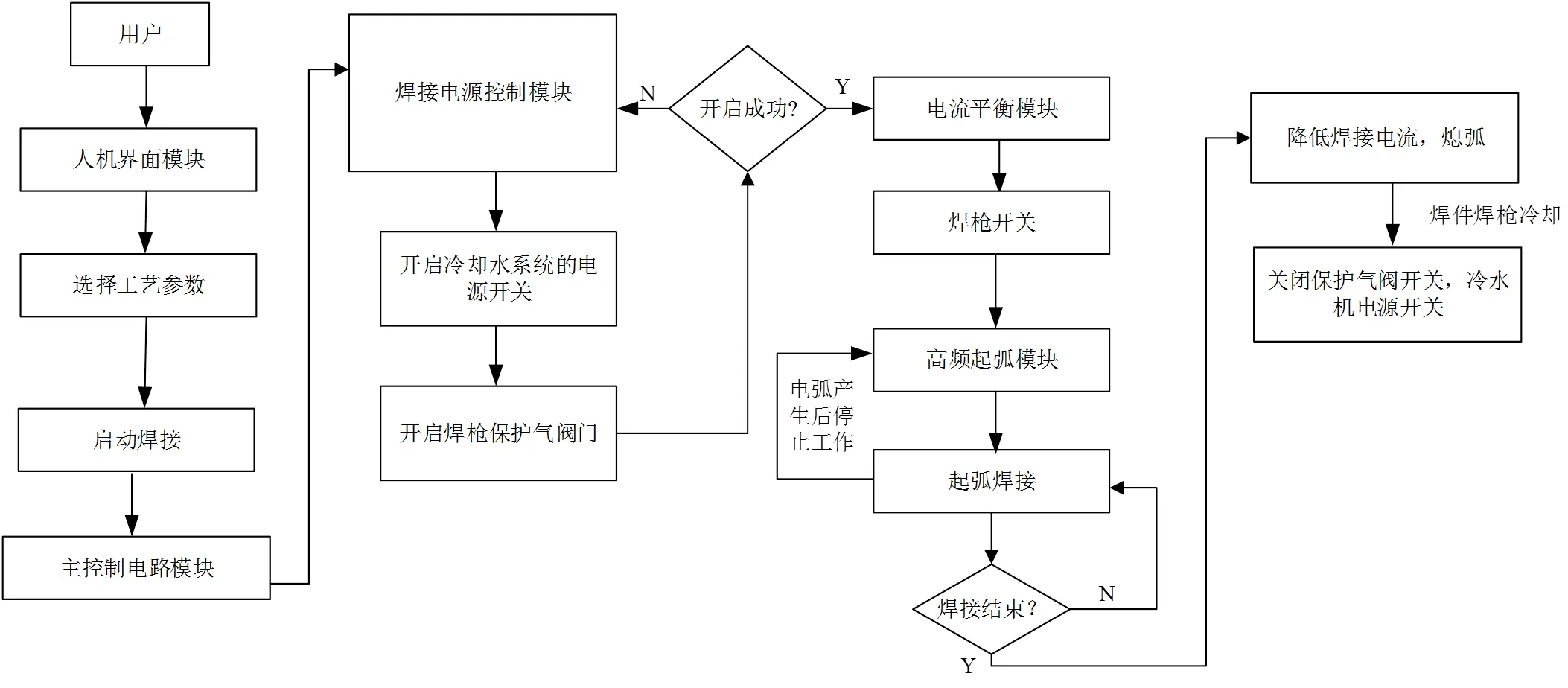
图2 焊机控制流程图
一定时间后,钨针与待焊焊件之间的空间充满保护气体,焊接电源控制模块输出引弧激励电流到电流平衡模块;由其产生两路平衡的PWM脉冲驱动双路驱动模块和双路IGBT模块工作,在焊枪钨极尖端与工件表面形成稳定的直流电压。
焊接电源控制模块控制开关模块开启焊枪开关,控制高频起弧模块输出高频高压信号并加载到焊接电源负极激发电弧;焊机电源的正极与负极间导通,电弧产生后,高频起弧模块随即停止工作;双路IGBT模块输出基值电流维持电弧;焊接电源控制模块控制根据焊接控制时序数据向电流平衡模块输出逐渐增加的激励电流,通过电流平衡模块、双路驱动模块和双路IGBT模块的工作,使电弧电流逐渐增大,焊件上的熔池逐渐加深,最终熔池熔透焊件并形成锁孔效应。
焊接电源控制模块通过运行状态信号反馈处理模块的反馈信息监测并控制电弧电流保持稳定;工装装置驱动焊枪与焊件之间做匀速位移;焊件在电弧的作用下熔池沿焊缝不断前移,使得焊接过程持续进行;当熔池到达焊缝末端时,用户通过人机界面模块向主控制电路模块发出停止焊接指令;主控制电路模块随即向焊接电源控制模块发送收弧指令;焊接电源控制模块按照焊件控制时序数据逐渐降低激励电流,最终使电弧熄灭完成收弧工作。在电弧刚刚熄灭时,焊件和焊枪的温度仍然很高,焊接电源控制模块按照焊件控制时序数据维持焊枪保护气阀开关和冷水机电源开关处于开启状态,直到焊件、焊枪温度降低到适宜的程度才关闭保护气阀开关和冷水机电源开关。
4 系统性能分析
锁孔效应TIG焊机控制系统最大可输出1000 A的焊接电流,能一次焊透16 mm厚度的钛及其合金板材,是一种能实现锁孔效应焊接的新型焊接系统。其锁孔是自然形成的,因为电弧不经过压缩,主要靠大电流形成的电弧力与液体金属静压力、表面张力平衡形成[2]。熔池中液体金属流围绕着锁孔流动而不会导致金属流失,使焊接熔深增加。
对钛合金工件进行焊接试验,焊缝成形如图3所示。

图3 锁孔效应TIG焊缝正面及背面成形
锁孔效应TIG焊机控制系统通过在熔池底部可能形成孔洞的地方有意地增大电弧压力,在这些点上,焊接电弧穿透了工件的下表面,当热输入足够熔透工件时就能形成锁孔。电弧等离子体从锁孔泻出工件,从而有效解决了电弧对熔池的扰动、普通大电流TIG焊接时出现的焊缝空洞、蠕虫状气孔等焊接质量问题。
设为根据焊接材料与工件厚度而确定的常数;起弧电流为I;时间变量为;系数为。为使熔池在工件上形成锁孔效应,锁孔效应TIG焊机控制系统通过主控制模块控制双路IGBT模块,控制焊机输出电流按式(1)快速平滑上升至熔池穿透电流I,并把穿透电流I保持输出时间T穿透焊件;产生锁孔效应后迅速降低输出电流至焊接电流I,维持稳定焊接电流至焊接结束,并控制焊机输出电流按照式(2)收弧,焊接电流在焊接过程的波形变化如图4所示。
=+I(1)

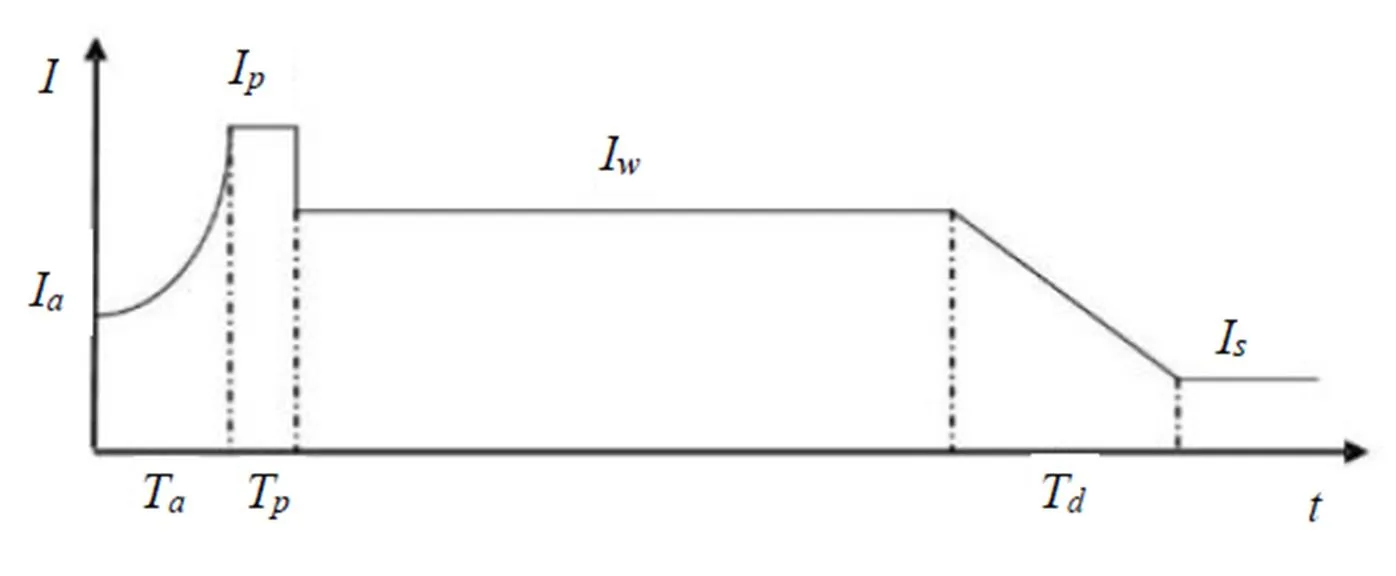
图4 焊机输出电流波形图
通过焊接电源控制模块、电流平衡模块、双路驱动模块、双路IGBT模块和反馈处理模块组成一个闭环控制回路。在焊接开始阶段,控制焊接电流快速上升至熔池穿透电流I;熔池在电弧压力的作用下,迅速向下扩张,经过T时间后熔池贯穿焊件到达其背面,在焊件背面形成一个液态的孔洞;电弧等离子体从这个孔洞泄出熔池;电弧等离子体泄出熔池后,电弧对熔池的反冲作用力迅速降低,熔池内部液态金属的流动方向趋于稳定,形成锁孔效应;因为此时的电弧电流较大,电弧对熔池的能量输入大于熔池的逸散能量,熔池体积仍在增加,焊件背面的液态孔洞也在增大;电源控制模块通过电流平衡模块和双路驱动模块驱动控制双路IGBT模块输出电流快速降低到焊接电流I,从而使熔池的输入热量与逸散热量达到相对平衡,熔池体积和形态相对稳定。随着焊枪沿着焊缝向前对焊件做相对匀速运动,在运动方向熔池前方的未熔金属随着电弧的移近而熔化,熔池后部的部分液态金属随着电弧的远离而温度降低,凝固形成焊缝。
5 结语
本文研发一种锁孔效应TIG焊机控制系统以及输出电流控制方法,焊机最大可输出1000 A焊接电流;适合对碳素合金钢、不锈钢、钛合金、镍基合金钢、钴合金和锆等材料的中厚板材进行焊接。对碳素合金钢的一次性焊穿厚度达11 mm;对不锈钢和镍基合金一次性焊穿厚度达13 mm;对钛合金、钴合金和锆等一次性焊穿厚度达15 mm ~16 mm。可实现单面焊双面成形,无需开坡口,焊缝美观、变形量小、背面不需清根,焊接效率可达传统TIG焊的5~10倍,节约焊接成本,具有较高的工业应用价值。
[1] 王磊.激光辅助活性TIG焊接法研究[D].兰州:兰州理工大学,2008.
[2] 栗海霞.K-TIG焊接电弧特性的数值分析[D].兰州:兰州理工大学,2011.
Control System of TIG Welding Machine with Keyhole Effect
Liu Zhizhong
(Guangdong Fu Weide Welding Co., Ltd.)
Aiming at the problems of low welding efficiency and quality of traditional medium thickness metal sheet welding, a control system of TIG welding machine with keyhole effect was developed, and a control method of welding current was proposed.Using embedded high-speed processor, real-time driving control of high-power inverter module is carried out, and accurate and controllable welding arc electricity up to 1000 amperes is output, so that the molten pool quickly penetrates the weldment, forming and maintaining the keyhole effect on the back of the weldment. The results show that this method can realize single-side welding and double-sided forming without grooving and adding welding materials. Moreover, the welding seam is beautiful, the deformation is small, and the back side does not need root cleaning. The welding efficiency can reach five to ten times of the traditional TIG/GTAW, which greatly saves the welding cost and has high industrial application value.
TIG; Keyhole Effect; Deep Penetration Arc Welding
刘志忠,男,1969年生,本科,工程师,主要研究方向:嵌入式计算机软硬件控制。E-mail: 1815106221@qq.com
猜你喜欢
广东通信技术(2022年4期)2022-05-12
焊接(2021年12期)2022-01-20
汽车维修与保养(2021年5期)2021-09-09
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
辽河(2019年4期)2019-04-30
江南诗(2017年4期)2017-08-08
伴侣(2017年7期)2017-07-11
中国科技纵横(2016年11期)2016-08-05
科技与创新(2015年9期)2015-06-02
诗歌月刊(2009年9期)2009-12-14
