
海洋环境中渗锌层和锌铬涂层的耐蚀性研究
2019-09-01 09:40李瑞平
科技与创新 2019年9期
关键词:海洋环境
李瑞平

摘要:为了验证钢铁渗锌涂层和锌铬涂层的耐蚀性,通过采取中性盐雾试验、电化学阻抗试验和极化曲线的方法对两者进行试验,虽然两者都有较强的耐蚀性,但锌铬涂层的耐蚀性更强,具有统计意义,尤其是对表面进行封闭处理提高耐蚀能力后,性能更加优越,所以锌铬涂层值得推广。
关键词:海洋环境;渗锌;锌铬涂层;耐蚀性能
中图分类号:TG174.42
文献标识码:A
DOI:10. 15913/j .cnki.kjycx.2019.09.028
目前,提高船舶抗腐蚀能力最常用的方法就是将渗锌镀层运用到船舶制造当中,但渗锌镀层对于海洋环境中的盐雾耐蚀性不足,无法对船舶进行有效保护。锌铬涂层较好地解决了渗锌镀层的问题,能够适应海洋环境中的各种气候,尤其是解决了盐雾的腐蚀问题,虽然锌铬涂层的空隙大,但是运用封闭处理,两者相互协调大大提高了耐蚀性能[1]。
1 试验方法
1.1 预处理
首先选取船舶制造常用的螺栓螺母(直径15 mm、螺距2.5 mm、长度60 mm)分为五组,分别为对照组(无处理),试验组1(渗锌组),试验组2(锌铬涂层组),试验组3(渗锌+锌铬涂层组),试验组4(渗锌+锌铬涂层+有机封闭涂层组),进行表面除锈和除杂。将螺栓和螺母分别在浸泡8%的Na2C03和6%的NaOH溶液中5min和20 min,再浸入5%HCl溶液中15 min去除铁锈,运用无水乙醇干燥处理。
1.2 渗锌处理
将螺栓与螺母置于渗锌炉中,加入渗锌剂,在400℃温度下恒温转速60 r/min处理4h,再逐渐冷却至室温。
1.3 锌铬涂层处理
严格按照锌铬涂层制作工艺进行涂层的制备,然后将螺栓与螺母浸泡在锌铬涂层制剂中80℃恒温烘烤1O min,烘烤途中要利用自动提拉机对螺栓与螺母进行提拉,提拉过程中一定要保证螺栓与螺母全部浸润到涂层制剂当中,烘烤结束后300℃煅烧30 min。
1.4 性能观察指标
参照《锌铬涂层技术条件》( GB/T 18684-2002),对涂层完整度及结合强度进行分级,根据螺栓与螺母表面涂层的脱落情况,依次从完全脱落到无脱落分为五级,对涂层强度进行评估。
1.5 外观和耐腐蚀性
对于螺栓与螺母的外观,主要通过颜色和表面的完整度进行评价,依据标准也分为五级:等级1,表面银白,表面无缺陷;等级2,表面银灰,表面极少缺陷;等级3,表面灰色,表面较少缺陷;等级4,表面灰黑,表面较多缺陷;等级5,表面黑色,表面较多缺陷。
2 结果与讨论
2.1 电化学阻抗谱测试
给样品施加一个小振幅的交流电信号,运用精细电流表与电压表测量不同样品的电压与电流,计算出在正弦频率下电信号各个样品的阻抗(电压/电流)的变化,通过样品的阻抗变化间接得出样品腐蚀情况。
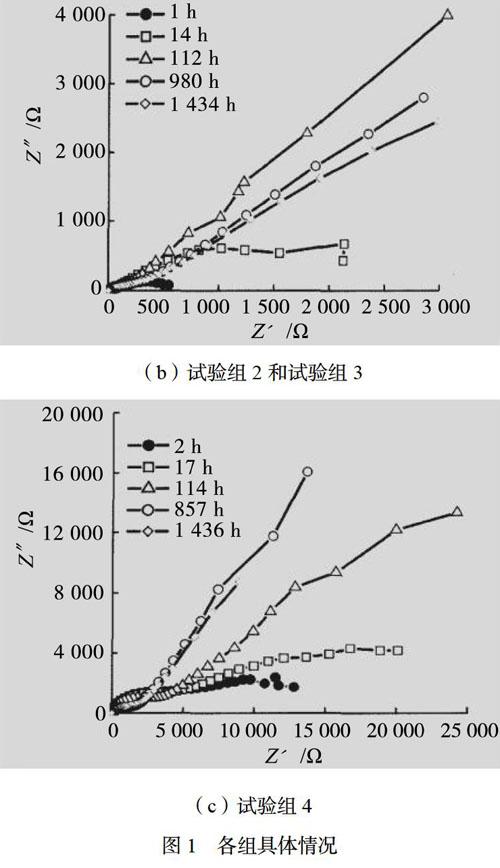
将五组样品浸泡在海水中(灭菌处理、排除微生物影响)1 680 h,观察到各组样品的容抗弧半径先增大后减小,是由于腐蚀进行到样品内部,当腐蚀进行到一定程度后,样品表面连续性缺失。
由于对照组腐蚀过于严重,已经无测量意义,因此,只对试验组进行测量,试验组1只有单纯的Zn保护,抗腐蚀性差,变化速度快;试验组2变化较慢,随着腐蚀的进行,变化速度稳定,这是由于腐蚀形成的氧化物阻断了锈蚀向内部的深入;试验组3与试验组2情况一致;试验组4的容抗弧半径较其他三组大大增加,间接说明试验组4的腐蚀性能最佳,各组具体情况如图1所示。
通过电化学阻抗试验结果可以看出,渗锌镀层的防护性能是试验组中效果最差的,而且与其他三组差距十分明显,而试验组2与试验组3结果一致,主要是由于锌铬涂层的存在,当时间超过1 000h后,渗锌镀层的防护效果已经完全消失,主要是由锌铬涂层发挥作用;试验组4由于有机封闭层的防护作用,将渗锌+锌铬涂层表面的孔隙完全堵塞,大大加强了涂层的防护作用,在试验时长内,样品未受腐蚀,容抗弧特性未发生变化。
2.2 中性盐雾试验对比
将三组螺栓与螺母分别置于中性盐雾试验装置中,模拟海洋环境(5 .5%NaCl、pH-6.8),让盐雾附着在螺栓与螺母表面,进行腐蚀。试验共持续1 680 h,试验过程中要密切关注螺栓与螺母的变化,每隔一定周期进行拍照,记录变化。另外要注意的是,要记录每组螺栓与螺母出现腐蚀的时间,以便后续的评级。对照组首次出现腐蚀时间24h;试验组1,120h;试验组2,1 200h;试验组3,1 200h。 从中性盐雾试验结果看出,无任何涂层保护,螺栓与螺母首日便出现腐蚀,且腐蚀情况严重;渗锌组腐蚀速度较无镀层组慢,较锌铬涂层组快,两者差异明显,有统计学意义;锌铬涂层与渗锌+锌铬涂层处理,两组样品出现腐蚀时间相同.情况接近;渗锌+锌铬涂层+有机封闭涂层组样品,在试验周期1 680 h内仍未出现腐蚀,状况良好。
2.3 动电位极化曲线测试
在进行动点位极化曲线测试前,将各组样品按照电化阻抗谱试验方法对样品进行处理。动点位极化曲线测试的原理是使电解质和溶液在场力的作用下发生移动,密度高的离子由于受到的力更大,比密度小的离子移动快,在滑移面形成电动点位,可以用来分析金属的腐蚀情况。通过对各组试验样品进行测量,记录数据和制作表格,清楚地看出各种样品的腐蚀情况。总体来说,试验组4的动电位极化曲线出现变化时间最长,而试验组2和试验组3动电位极化曲线变化速度最快。出现这些差异的原因主要是试验组4拥有最低的自腐电位,而且拥有表面涂层的保护,可以看出试验组4的防腐蚀性能最好。
3 结论
钢铁制品在海洋环境中受腐蚀速度较陆地环境更快,进行镀层或涂层保护能延缓钢铁的腐蚀速度。滲锌镀层具有一定的耐蚀性能,在海洋环境中能明显延缓钢铁的腐蚀速度和程度,但是对于中性盐雾的防护性能较差,不能对钢铁进行有效保护。锌铬涂层的耐蚀性较渗锌镀层好,对腐蚀速度的延缓十分明显,而且对中性盐雾环境也有一定的抵抗力,但是防护时长仍不足。对锌铬涂层增加有机封闭涂层,二者相互协调,能大大增加涂层的防护效果。
锌铬涂层与有机封闭涂层配合使用,耐腐蚀性最强,能大大降低船舶的消耗,值得推广。
参考文献:
[1]包胜军,周万红,唐革新,等.达克罗和渗锌在桥梁支座锚固螺栓上的应用[J].涂料工业,2013,43(2): 65-67.
[2]朱孝培,赵麦群,高辉,等.紧固件的机械能助渗锌一低铬达克罗复合防护技术[J].电镀与涂饰,2017,36( 23): 1260-1264.
猜你喜欢
珠江水运(2017年10期)2017-06-15
中国高新技术企业(2017年8期)2017-06-05
东方法学(2017年3期)2017-05-11
价值工程(2017年12期)2017-05-04
中国市场(2016年51期)2017-04-18
中国科技纵横(2017年3期)2017-03-29
经营者(2017年2期)2017-03-25
建材发展导向(2016年5期)2016-10-19
珠江水运(2014年17期)2014-11-14
