
基于PLC的自动纸箱包装机的控制系统设计
2019-08-29 07:52何捃恺郑铂金贾茜伟
产业与科技论坛 2019年13期
□何捃恺 闫 娟 郑铂金 贾茜伟
一、自动纸箱包装机的发展现状
随着商品经济及市场经济的逐步繁荣,物品需求量越来越大,产品包装得到快速发展,这就需要一种能够具有高效率的包装技术,所以自动纸箱包装技术应运而生。自动纸箱包装机械指的是能够进行自动化的开箱工作、纸箱成形工作以及纸箱下底的折叶折曲工作的机械。它能够进行箱板的打开工作,并且还能实现胶带的粘贴工作,实现箱板的密封,它是纸箱生产自动化作业流水线上不可或缺的一部分。而纸箱包装在包装行业中占据着重要位置,在当代社会已得到广泛的应用和发展。基于此,本文研究了基于PLC的纸箱自动包装机,提出了一整套基于PLC技术完成箱胚分拣、纸箱成型、喷胶、商品包装等完整的自动化生产方案。
二、自动纸箱包装机的硬件设计
(一)链式输送装置。如图1所示是多种包装机构较为通用的传送装置,由于自动纸箱包装中物品的传输就不能使用带式传送,虽然带式传送带的价格更加的便宜且应用也非常广泛,但其有传送的不稳定性,且不能进行远距离传送,所以采用链式传送。其传送流程大致如下:驱动链轮2,牵引链条3及滚轮5构成链轮进行转动,使运动的传递可以进行远距离传送,并且运动的精确性也得到了保障,而待包装物品的运送由链条3上的推板4推动,并且可以沿着输送滑台8前进。
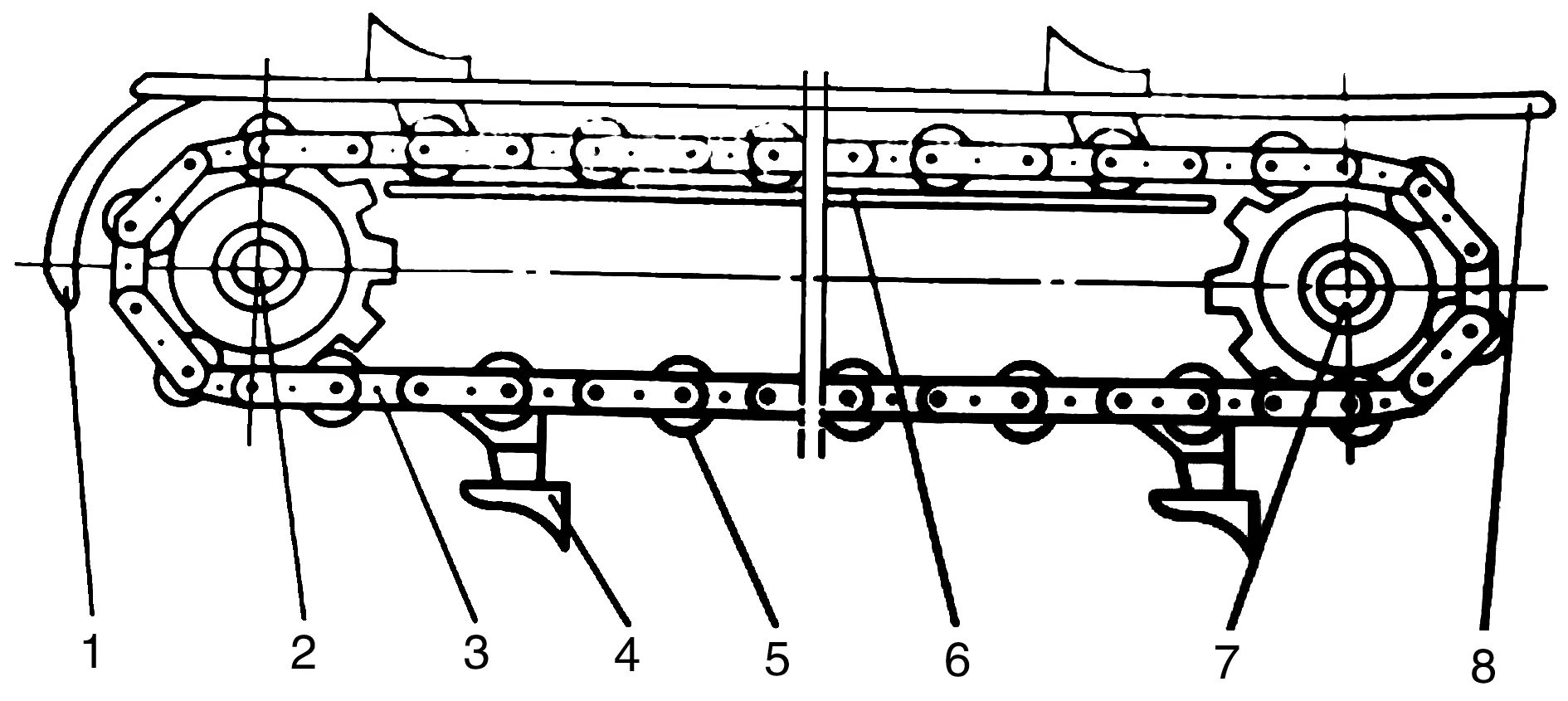
1-导板;2-驱动链轮;3牵引链条;4-推板;5-滚轮;6-导轨;7-从动链轮;8-输送滑台图1 包装物品链式输送给料装置
(二)封箱机构。如图2所示,是一种胶带封箱装置,其特点在于胶带在10℃左右不会体现粘性,所以适合工业现场的使用,如图2所示为分条敷贴机构的运动原理:待包装的纸箱由右侧进入,上侧与下侧放置胶带卷1,用来进行纸箱的封箱,通过导轨,分别放置在纸箱的上下两侧,在没有进入热水槽3前,胶带4不具备粘性,所以胶带卷可以远距离放置,而经过热水槽3后由于温度的升高,激活了胶带的粘性,使胶带可以进行封箱工作,压轮5在胶带上侧可以将胶带4粘贴在纸箱上,最后在切断刀6处可以将胶带切断,同时由侧封刷将切断的胶带粘在纸箱两侧,这样封箱结构得以完成。

1-胶带;2-导辊;3-热水槽;4-胶带;5-压轮(或封刷);6-切断刀;7-侧封刷图2 封条敷贴机构
三、自动纸箱包装机的软件设计
(一)控制器的选择。自动纸箱包装机的工艺流程是纸箱到位、传送、分拣、喷胶及封箱等。为了针对纸箱包装技术的复杂动作,选用PLC(可编程控制器)实现对整个自动包装过程的控制,经过计算机控制系统与继电器控制的结合,在硬件部分PLC接线简单,可靠性高,且PLC不但可以进行定时、计数等控制功能,还可以使用数模转换,对于许多使用模拟量控制的系统,也可以方便使用。纸箱包装机应用于工业现场,对控制器抗干扰的要求很高,基于以上要求选择s7-200系列的224xp作为控制器,加载I/O扩展模块,EM233的16进/16处,可以完成纸箱包装机的控制功能。
(二)PLC程序设计。
1.I/O地址的分配。根据纸箱包装机的工艺流程,确定I/O地址的分配,为T形图的编制做好准备。如表1所示,为控制单元的部分I/O地址分配表。
2.PLC的外部接线图。本次实验中,主要针对控制系统的完成,也就是PLC的软件设计,其包装过程的结构设计较为复杂,所以外部电路有小灯的亮、灭判别是否达到实验要求,而物品的到位有按钮的信号表达,这样可以清楚地完成实验的控制系统的判别,避免大量事物所需要的复杂设计,接入PLC时需要注意电路的接入的电源类型,必要时需要加入变压器。

表1 部分I/O地址分配表
3.PLC的软件编写。PLC的软件编写中,要注意每一个动作的执行情况,并且在一个动作完成后下一个动作与这个动作的联系,是否需要互锁,延时,或是需要计数来完成编写要求,编写程序后,要进行程序的调试,进行调试时可以先使用模拟器进行初步调试,将程序修改直到满足所需的要求后,下载到PLC中进行实物的模拟,还会遇到连接及程序功能无法实现,进行最后的现场调试。
四、结语
由于PLC自身编程简单、操作方便、抗干扰能力强等特点使用于工业现场,而本设计中纸箱的包装可以很好的基于PLC技术进行自动化控制,可以减少复杂的劳动,节约成本和时间,纸箱包装机也可以从手工包装过渡到只依靠机器自动化包装,随着PLC技术不断的发展,纸箱包装机技术也会更加的方便,更加适用于工厂的实际生产,提高生产效率,并能大幅度提高制造技术的自动化进程。
猜你喜欢
数学小灵通(1-2年级)(2021年6期)2021-07-16
学苑创造·B版(2019年8期)2019-08-09
小太阳画报(2019年3期)2019-06-11
童话世界(2018年20期)2018-08-06
中国科技教育(2016年12期)2017-08-11
黑龙江电力(2017年1期)2017-05-17
创新作文(小学版)(2017年33期)2017-04-04
制造业自动化(2017年2期)2017-03-20
文体用品与科技(2016年7期)2016-06-15
中学科技(2015年2期)2015-04-28
