尝试性分析铝活塞快速硬质阳极氧化
2019-08-27 03:27刘大龙
科技创新与应用 2019年22期
关键词:工艺
刘大龙
摘 要:文章将硬质阳极氧化工艺、方法、参数、设备要求、质量标准为对象进行分析。随后根据实验结果得出该技术、该方法优点众多、突出,在铝活塞中的应用优势巨大。
关键词:铝活塞;快速硬质阳极氧化;工艺
中图分类号:TK42 文献标志码:A 文章编号:2095-2945(2019)22-0114-02
Abstract: In this paper, the hard anodizing process, methods, parameters, equipment requirements and quality standards are analyzed. Then, according to the experimental results, it is concluded that the technology, this method has many obvious advantages and has great advantages in the application of aluminum piston.
Keywords: aluminum piston; rapid hard anodizing; process
前言
柴油机启动容易、油耗低,燃烧室通常直接布置在活塞顶部,故燃烧室口时常发生裂纹。收口深盆燃烧室口部频频因热疲劳因素发生裂纹,该问题会对活塞寿命造成负面影响。燃烧室虽然能够降低柴油机粗暴程度,控制噪音,减少污染,不过如果忽视燃烧口裂纹问题,燃烧室将无法进一步推广和使用。热裂纹成因源自于口部有着剧烈的燃气流动,在热量传递过程中,燃烧室口部温度会不断加剧,无法保障热量扩散效果。此时所形成的切向应力在各种影响下变成拉应力。在汽车发动机反复加入与冷却的过程中,口部就会出现热疲劳裂纹。该问题的解决可以用镶嵌陶瓷、奥氏体铸铁圈的方式。当然这些方法因一些不可靠原因,包括成本原因,所以并没得到广泛使用。
1 硬质阳极氧化优点
硬质氧化阳极对活塞顶部的使用能够很好的处理与解决热裂纹问题。相较其他方法,这种方法成本更低。因为该技术是在铝基上出现的氧化膜,故不会出现结合不牢靠情况。
硬质阳极氧化就是在鋁合金表面形成高密度Al2O3膜。这种膜有着很好的隔热性,能够在易开裂部位建立一个热屏障,减少慢热流入侵。所以活塞顶部在阳极氧化作用下,热疲劳强度得到了很好的提高。从各种资料报道不难看出,共晶铝硅合金液锻造的铝活塞顶部收口燃烧室如果没有阳极氧化过程,那么在运行九万公里以后就会出现燃烧室口开裂问题。阳极氧化对照组的设备连续运行1100小时也没有开裂痕迹[1]。该现象表明,氧化组相较于未氧化组有着更强的耐热冲击能力。实验中的数据也证明了,硬质阳极氧化流程实际上就是在保障晶界不受外界的破坏与影响。对于细晶粒材料情况更加显著。
如今很多柴油机活塞顶面都会做硬质阳极氧化,为的就是减少活塞顶部与燃烧室口部开裂问题发生。阳极氧化膜厚度在0.1毫米,能够减少活塞吸热20%,此时活塞顶部温度相较没有经过处理的对象温度能够降低30摄氏度至50摄氏度。
阳极氧化后,活塞顶部获得了非常好的氧化膜隔热,热损失得到了很好的控制,燃烧室热效率得到了体现,此时发动机油耗减少了4%左右,很好的降低了排气温度。除此之外因活塞温度得到了控制,膨胀问题得到了处理,配缸间隙、顶岸冷态间隙问题得到了减少。
硬质阳极氧化硬度为维氏350至600。假设活塞顶阳极氧化中,氧化膜被延展至第一环槽,此时第一环槽本身的耐磨能力甚至能够达到镶铸铁环者。据了解柴油机活塞环槽氧化处理后,每千小时的环槽磨损量只有0.009毫米。根据实验对比,没有处理的活塞环槽每千小时磨损量为0.12至0.15毫米。
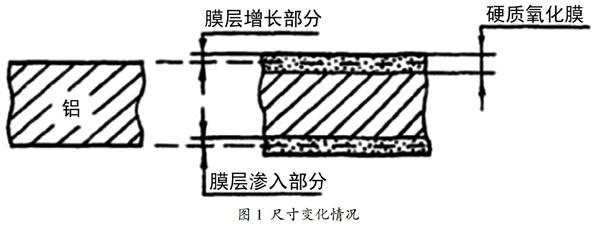
因为硬质阳极氧化层有着非常高的硬度,所以要尽可能避免和周围的缸套摩擦,否则就会导致缸套表面被拉伤。此时会发生活塞拉缸现象。在硬质阳极氧化层被延展至第一环槽以后,顶岸如果同样氧化,就必须予以该问题足够多的关注。一些设计单位所制造的活塞质量不良,缸套与顶岸上端摩擦非常常见。此外还要关注的是,在表面经氧化处理以后,活塞尺寸会发生变化,如图1所示。
此时的变化量在膜厚度1半左右。加工环槽、顶岸等需要氧化的部位时候,应当根据公差要求、膜厚要求确认氧化尺寸,以免尺寸超差问题发生。
2 硬质阳极氧化要点
铝合金使用对应电解液的时候,特定环境下,外加电流会使得阳极出现氧化膜,这一现象就被称为阳极氧化。在活塞合金经过氧化以后,就会出现Al2O3氧化膜,这个膜有着非常高的硬度与维度。膜熔点甚至能够达到2050摄氏度,其导热系数只有不到0.16w/m2·k,能够帮助活塞顶部的燃烧室承受更高的瞬时高温,并且有着绝热作用。根据实践得出,直流电阳极氧化效果非常好,能够轻松得到优质氧化膜。氧化膜绝缘性强,膜层厚度增加的过程中,电阻也会增加,进而减少电流。所以应当选用合适的方案设计硅整流电源的供电方式,保障工艺要求得到满足。
在硬质阳极氧化中,膜生成中会发生氢气排放、放热反应。放热会导致氧化膜溶解速度加速,并且提高了电解溶液的上升速度。如果无法及时消除该问题,就会导致工件表面因烧灼问题发白。溶液温度的参数制定、控制决定着最后的氧化效果。必须予以氢气排除足够的关注度,否则气阻问题同样会增加电阻,导致电压上升,影响氧化过程,甚至是中断氧化。所以必须设计先进、合理的氧化装备,其对最后的氧化效果影响十分突出。
3 硬质阳极氧化在铝活塞中的机理
一般来说阳极氧化大多使用直流电方式进行,将阳极接上活塞,阴极接上电极。电解槽电解液主要是硫酸。在通过电解槽的过程中,阳极与铝析出氧原子,生成Al2O3,释放大量热量。
该过程中所生成的Al2O3能够溶解在硫酸电解液。
在氧化膜生成速度比溶解速度大的时候,才会出现氧化膜,膜有一定厚度。早期氧化階段膜一般很薄,不过这时候的氧化膜有着较高的密度,被称之为阻挡层。在化学溶解开始后,膜出现大量微孔。利用电子显微镜可以看出,硫酸阳极氧化孔数在8*1010/厘米2,孔径在0.015微米[2]。因为微孔本身电阻不大,使用微孔方法增强电流以后,电化学反应会大量集中于微孔的底部,无法导出热量,孔底温度会持续性升高,加快孔底化学的溶解速度。在膜孔地面不断推进至基体金属以后,出现深孔。
为保障活塞氧化膜厚度足够,就必须降低Al2O3的溶解速度。此时需要导出微孔热量,做好电解液温度的控制。电解槽一般都要配备制冷装置与搅拌装置。目的是为了让电解液能够冷却与流动。
铝合金硬质阳极氧化工艺方案有很多种,通常这些方案都会被作为装饰性使用。铝合金含硅量与含铜量需要控制在7.5%与3%[3]。不过从实际数据看来,当前国内很多柴油机活塞含铜量虽然在3%以内,不过含硅量却往往超标许多,大多为11%至13%。硅成分本身导电率不高,会影响到硅活塞氧化膜形成效率,其带给铝活塞的影响十分显著。
4 硬质氧化
国内活塞产业是在上个世纪八十年代开始应用阳极氧化技术的, 国外则早在上个世纪五十年代就已经在使用该技术。先行氧化工艺为使用单位溶液展开电解液配置,溶液温度一般在273K一下。会对非氧化部位做整体密封或涂绝缘漆的方式保护。电压在40至90V区间,氧化时间为1至1.5小时。
本次所有的方法适合国产柴油机这种11%至13%含硅量的情况。
本次工艺对象电解槽外壁是普通钢板,内衬为铅板,为的是防止硫酸腐蚀。铅板侧盘卷绕铅管,中通自制冰机冰冷盐水。所用电解液为10%硫酸,随后加入30克每升硫酸钠[4]。作为本工艺最主要的添加剂,硫酸钠不可或缺。氧化中应保持电解液温度始终处于0摄氏度。为了导出氧化出现的热量,不断向槽内吹进无油压缩气体,用于搅拌电解液。本次工艺电流密度在3.6至5.4A/dm2。使用交流电为电解槽提供电力。这种做法的优点和好处在于,两个电极都能够挂装工件,极大的提升了生产效率。并且因为两个电极都有挂工件,所以能够交替产生氢气,保障了氢气排出效率,降低了氧气极化情况。根据检测,交流电的使用工件并没有出现氧气析出,保障了成膜效率。
在氧气膜渐渐变厚以后,此时的活塞氧化表面电阻会不断增加。为了保障与控制电流密度,就需要调高电压。
5 结束语
根据实践表明,该硬质阳极氧化在铝活塞中的运用有着非常多的优势,具体表现为时间短、能够半自动化生产、管理调整便利、膜层质量稳定、操作非常简便。
参考文献:
[1]丁贵才.铝活塞针状气孔缺陷分析及改进措施[J].山东工业技术,2019(12):45.
[2]王云峰,王剑,李晓婧,等.铝活塞铸造缺陷分析改进[J].金属加工(热加工),2018(08):71-73.
[3]孟现长,范吉超,俎训龙,等.提高镶环铝活塞奥氏体铸铁镶环与铝合金基体的黏结强度[J].金属加工(热加工),2017(17):54-55.
[4]杨丹,宁玉恒.电源频率对拖拉机活塞微弧氧化膜性能的影响[J].中国农机化学报,2017,38(05):53-57.
猜你喜欢
锦绣·上旬刊(2022年2期)2022-05-16
锦绣·上旬刊(2022年2期)2022-05-16
电子乐园·上旬刊(2022年5期)2022-04-09
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
科学家(2021年24期)2021-04-25
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
军事文摘·科学少年(2017年2期)2017-04-26
轻兵器(2015年14期)2015-09-10