太赫兹技术检验滚塑制品壁内气泡缺陷的可行性
2019-08-22 12:59
压力容器 2019年7期
(1.浙江瑞堂塑料科技股份有限公司,浙江宁波 315323;2.深圳市纳研科技有限公司,广东深圳 518055)
0 引言
滚塑成型是制备大型、异形中空塑料制品的一种重要加工方式。通常滚塑成型使用粉末状聚乙烯进行加工,在加工过程中气泡的形成和排除是工艺的必然过程[1-2]。如果工艺条件不完善,在成型制品中存在残留气泡是常见的一种质量缺陷。气泡的存在会造成制品力学性能下降、渗透性增加,并诱导制品在应力下开裂[3-4]。
非金属承压容器是压力容器的一个重要分支,使用滚塑工艺加工塑料和衬里制压力容器已经有多年历史。2018年,在中国腐蚀与防护学会高分子管道和容器专委会的支持下,GB/T 35974—2018 《塑料及其衬里制压力容器》[5]系列标准得以公布并实施,该标准中明确指出应对滚塑成型压力容器的壁内气泡进行检验。此外,中国标准化协会团体标准T/CAS 266—2017《滚塑制品燃油箱》[6]也明确提出需对壁内气泡进行控制。
在大多情况下,壁内气泡无法通过目视直接观测,而破坏性检验只具备抽样价值。目前,对非极性的聚乙烯塑料制品进行内部缺陷检验尚无很好的办法。
近年来,太赫兹技术发展迅速,由于0.1~10 THz的电磁波具有透视性,对塑料、纸张、木材等很多介电材料具有良好的穿透性,通过分析太赫兹脉冲透过物质前后波形的变化或进行太赫兹成像就可以实现无损检测[7-8](见图1),因此,太赫兹技术用于检验材料内部缺陷成为可能。

图1 太赫兹技术测试示意
Zhang等[9-10]采用太赫兹连续波成像系统及THz-TDS 系统对灼烧以及未灼烧的石墨纤维复合材料进行分析,在石墨纤维的太赫兹成像上可以明显区分出被灼烧的区域。Quast等[11]运用三维电场太赫兹成像技术对聚苯乙烯泡沫结构进行分析,结果能发现人工设置的缺陷。董福俊[12]使用太赫兹技术对预制缺陷的亚克力板进行了缺陷测量,发现太赫兹技术可较好地表征材料缺陷。涂婉丽等[13]采用太赫兹无损检测系统的反射模式对船舶防护涂层多层结构进行试验检测,并对含气泡、剥离等缺陷的涂层进行了对比。潘钊等[14]采用反射式连续太赫兹波检测系统,对航天复合材料与基板的粘接缺陷进行了无损检测,通过与已知缺陷面积样件对比,对粘接缺陷面积的预测误差可控制在±9%以内。张丹丹等[15]提出一种基于太赫兹时域光谱无损检测的太赫兹反射式层析成像技术,用于分析玻璃纤维蜂窝复合材料的粘接质量,实现了玻璃纤维蜂窝材料的上层脱粘厚度50 μm、下层脱粘厚度50 μm 缺陷的太赫兹无损检测。
从上述文献分析可以看出,利用太赫兹技术检测材料内部缺陷的工作仍然处于前期研究状态,目前的研究仅论证了可行性,在分析方法、测量精度控制等方面还有待完善。
由于聚乙烯材料对太赫兹波的吸收接近零,因此聚乙烯经常被作为太赫兹压片的稀释物使用[16],对于聚乙烯为基材的滚塑制品的内部缺陷是否能被太赫兹技术探测到,至今无相关研究。
1 试验部分
1.1 材料及主要设备仪器
材料为滚塑级LLDPE粉末:LLD510P。主要设备仪器有:BF-1000型烘箱式滚塑机,模内无线测温仪,TeraGaugeTM1000型太赫兹无损测试测量仪(见图2)。

图2 太赫兹无损测试测量仪
1.2 试样制备
将LLDPE粉末按预定重量投入模具中,在模具内部安置模内测温仪探头以测量模内空气温度,根据不同的模内空气温度选择加热时间,预制出以下编号的样品。
(1)样品A1:无壁内气泡,表面平整的透明对比样;
(2)样品A2:一侧表面不平整,但无壁内气泡的透明样品;
(3)样品A3:材料一侧内部存在可见气泡的透明样品;
(4)样品B1:无壁内气泡,表面平整的黑色对比样;
(5)样品B2:材料一侧内部存在可见气泡的黑色样品。
1.3 性能测试
将样品A1作为后续缺陷检测的对比样。使用太赫兹无损测试测量仪,从有缺陷的样本中获得信号特征,并与对比样信号进行比较,以确定典型缺陷区域,使用信号强度差异确定检测气泡的有效性。
所有样品均从板材两侧进行扫描,以验证是否可以检测到缺陷而不考虑板材方向。每个样品选取3个典型部位进行扫描。
试验参数:扫描频率为0.1~5 THz;扫描速度为2.5 mm/s;样品工作距离为77 mm;扫描斑束直径为4 mm。
2 结果及其讨论
2.1 扫描端面对测试的影响
从2个面对样品A1分别进行扫描。从图3可以看出,无论从那个面进行扫描,样品面均出现强烈的反射现象,反射峰的出现和扫描面无关。2个反射峰之间的距离代表样品厚度。

图3 样品A1的太赫兹扫描反射图谱
3个典型区域的扫描结果完全重合,说明相同特征的样品具有一致的扫描结果。
2.2 表面平整度对测试的影响
对样品A2进行扫描,从图4可以看出,无论样品的表面平整程度如何,反射峰均会出现,但由于样品表面不平整,3个典型区域在该侧反射峰的位置发生变化,这也正反映了太赫兹测量技术对厚度测试的敏感性。

图4 样品A2的太赫兹扫描反射图谱
2.3 壁内气泡对测试的影响
在样品A3上选择无气泡的区域(见图5),与样品A1进行对比,基本无区别。

图5 样品A3无气泡区域太赫兹反射图谱
在样品A3上选择有气泡的区域进行扫描,从图6可以看出,3个典型区域有气泡的一侧反射峰均严重衰减,且衰减程度基本一致。

图6 样品A3有气泡区域太赫兹反射图谱
太赫兹波的吸收强度对物品的空间密度非常敏感,因此太赫兹技术可以用来测量物品的厚度、多层物品的厚度分布,甚至物品的三维空间密度差异信息[17],对于有气泡缺陷的聚乙烯制品,气泡内的空气和聚乙烯之间形成了强烈的密度差,令太赫兹波的强度和频率发生变化。另外,由于气泡的球形结构,大幅度增加了太赫兹波的散射,令反射回接收器的太赫兹波信号减少,从而在图像上反映出信号的衰减现象。
2.4 样品透明度对测试的影响
对样品B1进行扫描,得出的图谱(见图7)和样品A1类似,对样品B2进行扫描,得出的图谱(见图8)和样品A3类似,说明材料的透明度对测试无影响。

图7 样品B1太赫兹反射图谱
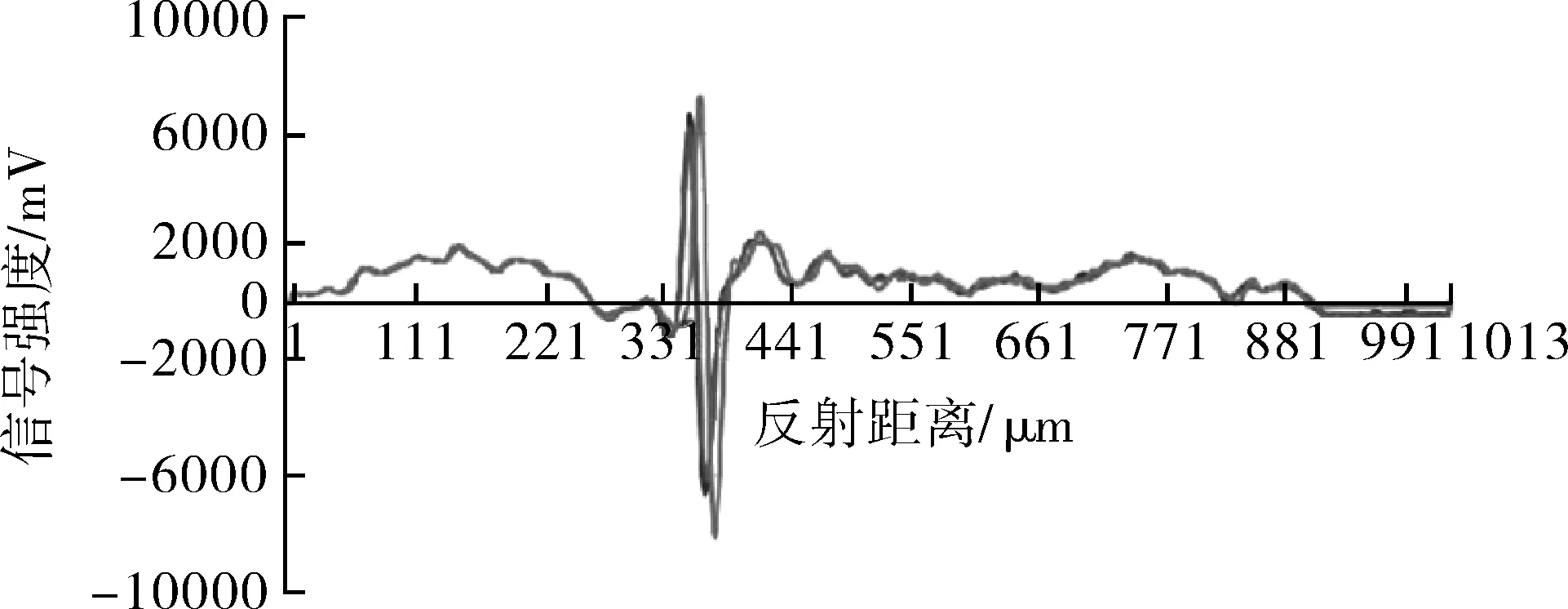
图8 样品B2太赫兹反射图谱
3 结论
基于预制气泡缺陷的滚塑样品,利用太赫兹技术对样品进行了测试,根据测试结果可以得到以下结论。
(1)太赫兹技术可以用于检测聚乙烯滚塑制品的壁内气泡缺陷;
(2)测量面、样品表面平整度和样品透明度不影响对壁内气泡的测试。
聚乙烯对太赫兹波的吸收惰性,为探测内部缺陷提供了良好的理论基础,由于安全性的要求,大量使用聚乙烯材料,通过滚塑工艺制备的压力容器或非承压容器,均对内部气泡缺陷探测存在急迫的市场需求。太赫兹技术为解决这一问题,提供了快速、准确、无害的无损测试手段,具有广阔的应用前景。
猜你喜欢
新潮电子(2021年7期)2021-08-14
建材发展导向(2021年13期)2021-07-28
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02
纤维复合材料(2018年4期)2018-04-28
雷达学报(2018年1期)2018-04-04
雷达学报(2018年1期)2018-04-04
雷达学报(2018年1期)2018-04-04
中国塑料(2015年9期)2015-10-14
中国塑料(2014年1期)2014-10-17
制冷学报(2014年1期)2014-03-01