
输送机简易冲压模具的设计制作
2019-08-17 07:25杨自成
水泥技术 2019年4期
杨自成

通常一提到冲压模具,我们往往就会想到压力机(冲床)、模柄、上下模固定板、导柱、导套、卸料板、弹簧、橡胶等结构部件,还会想到冲裁间隙、开模行程等参数。本文将拓宽思路,因地制宜,将复杂模具在制作和装配上简单化,快捷有效地解决了具体问题,供车间管理人员及班组操作人员参考。
1 大圆角冲裁
以冲裁R125mm圆角的模具为例。零件具体形状如图1所示,样件为某提升机料斗边板,工件板厚4mm,材质为Q235B,冲裁数量为10 000件。
1.1 刀具材料
选择40Cr或42CrMo,淬透性好。从强度和淬透性综合考虑,上下刀的厚度控制在40mm左右。
1.2 刀具加工工艺

图1 工件及下模
用直径为320mm左右的圆钢类料头制作刀具。以刀具厚40mm为例,先车端面、外圆,再加工装配沉头孔(和上下刀固定板配作),也可将其直接点焊在上下模固定板上。整体淬火,硬度45~50HRC,低温回火处理,平面磨床磨端面(即上下刀面)。磨削完成后用线切割一分为二,上下刀即制作完成。经实践证明,即使经过了回火处理,为防止在线切割的过程中圆弧半径发生改变,在设计尺寸时,应保证上刀圆弧位置最薄弱处厚度≮30mm。
1.3 模具组装
为保证模具使用性能,对于上模的紧固,模柄和压板螺栓缺一不可。有废旧模具的车间,可以找一副旧模具,对固定板上装配孔和刀具进行配做,装配好即可。如果冲裁量不大,可以采取两种更加简单的形式:一是直接将上下刀分段焊接在旧模具固定板上;二是制作简单的模柄和上下模固定板。焊接或者装配过程中,上下刀间隙理论上为线切割钼丝直径,约0.4mm,对于一分为二的工件冲裁,无需卸料方式,落料为自然落料。对于冲裁板厚在4~6mm的铆焊件,该精度完全可以达到要求。为方便安装及找正,同时保证上下刀的设计间隙,该上下刀未做装配孔,直接合模调整间隙后焊牢在固定板上,上刀如图2所示。
2 等间距长圆孔冲裁
中板长圆孔的加工有很多方式,例如激光切割、等离子切割、铣削(在铣之前要钻底孔)、冲孔等。由于受到加工成本和设备限制,通常采用铣和冲,铣长圆孔有效率低和加工长圆孔不美观的缺陷(主要受铣刀尺寸影响,例如钻底孔用φ18.5mm钻头,铣刀只有φ18mm),容易出现花生型孔或者偏孔。现以某盘运机防尘罩侧板长圆孔加工为例,模具各部件见图3,该模具设计结构可以作为简易冲裁模具的代表。

图2 上刀
2.1 刀具材料
冲头及冲刀单位面积受力大,宜采用淬透性及冲击性能较好的42CrMo或者Cr12、Cr12MoV材料,也可根据实际现有材料及加工能力选择。
2.2 刀具加工
上下冲头要求硬度在HRC55~HRC58,在设计冲头时,设计成最便于装夹的镶嵌结构,凸凹模单边间隙按照手册要求为0.1t(t为工件板材厚度,没有导柱导套取上限),加工在线切割和加工中心上即可完成。
2.3 模具组装
首先设计为刚性卸料的,考虑到一个零件上多次冲孔,涉及定位,可加工一件槽钢,钻孔间距为长圆孔间距,插销定位。对于<10 000件的冲孔,模具无需导柱导套,只需在模具装配时目测周边间隙,或者试冲后根据成形效果(毛刺、飞边)等具体情况适当调整。冲裁量大时应设计导柱导套。模具整体组装见图4。由于对卸料方式、进料方式进行了充分的简化,该模具最大优势为加工简单,基本加工上下刀头即可。尤其现在模具采购基本按照吨位定价,所以不具备加工刀头能力的企业外协制作刀头即可。按照上述设计,冲裁效果见图5。

图3 冲长圆孔模具装配示意图

图4 模具工况图
3 大件薄板和大件网状物的压筋
受压力机工作台面的限制,大件薄板和大件网状物的压筋通常不能在油压机上完成,即使具备大型油压机,从模具制作成本和油压机使用成本考虑,也是很不划算的。而采用折弯机压筋,可以很好地解决上述问题。以某盘运机安全网压三角筋为例,可选择在普通折弯机上成型。本例选用的成型设备为WC67Y-110/4000型折弯机。根据实际工况,对上下模进行简易设计。
3.1 刀具材料
工件为30mm×30mm×3mm的镀锌网,所需成型压力不大,上模选择规格为70mm×70mm×7mm的角钢一根,长度为2m(至少为工件压筋长度尺寸),上模固定板选择100mm×10mm长2m扁钢一根。下模选择45钢,进行调质热处理即可。由于本工件压筋尺寸和折弯机标准下模的V形槽口尺寸相同,故免除了下刀的制作。
3.2 上模加工
工厂折弯机换下来的刀片不要轻易丢弃,折弯机刀片是较好的材料,可以直接线切割成刀具或者作为上模装配固定工具。对于此模具上模,根据压筋尺寸将70mm×70mm×7mm角钢铣至50mm×50mm×7mm。将折弯机废旧上刀3片刀口铣平(具体视压筋长度和压力而定),模具就此完成加工。
3.3 模具装配
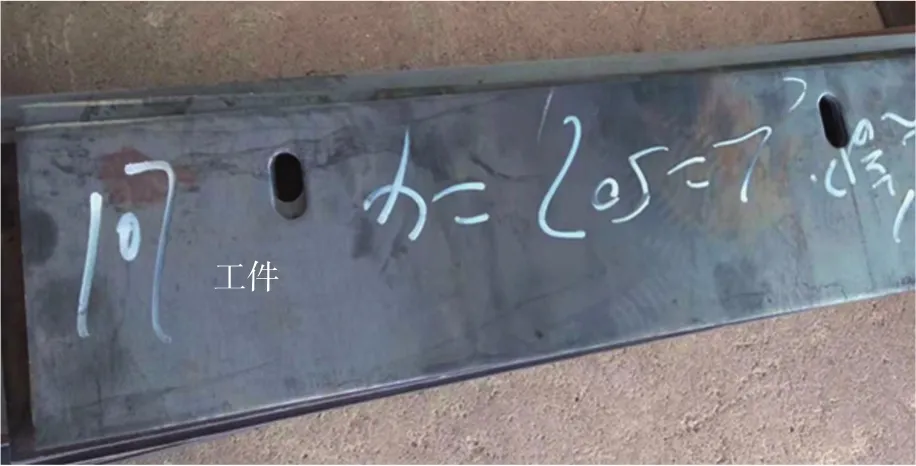
图5 冲裁效果
将折弯机上刀全部拆除,取一件要压筋的镀锌网,先将铣平刀口的废旧上刀分段安装,扁钢点焊在三块上刀上,下模选择合适V槽,将工件摆放在托料架上并定位,然后将加工过的角钢就位,试压到位后,将角钢与扁钢、扁钢与上刀之间分段焊牢即可。对于压薄板或者其他尺寸的筋,都可以采取此种方法。该模具制作和装配只需1个工(1人1天)即可完成,方便快捷。模具工况见图6,压筋效果见图7。
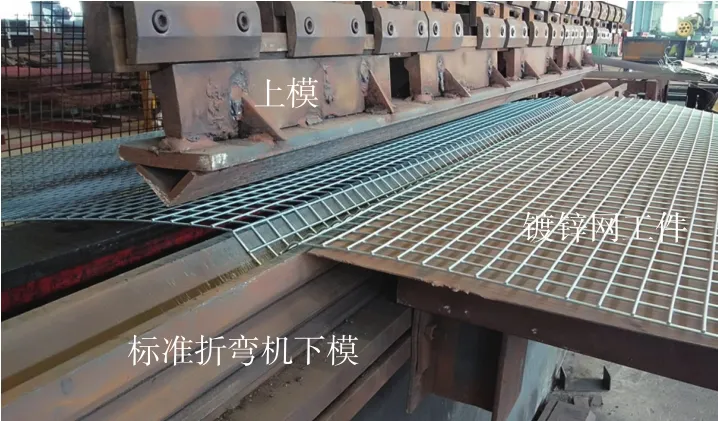
图6 镀锌网压三角形筋工况

图7 压筋效果
4 简单冲压模具设计意义
前文介绍的几种模具简单实用,可操作性强,在短时间内即可见成效,具体表现如下:
(1)结构简单,可操作性强
技术含量不高,容易理解,一般规模的机械制造企业可自主加工,加工周期短,省略和简化了很多模具的部件,如导向装置、卸料装置等,对于应对比较紧急的任务能立见成效。
(2)节约成本,成效明显
目前普通的冲压模具价格在30 000元/吨,很简单的冲孔模动辄过万,对于批量较小的工件,这些简易模具可以有效缩短制造周期,降低生产成本,创造很好的经济效益。
(3)突破常规,重新认识模具
不论怎么设计模具,归根结底是要解决现实问题。此类简易模具的设计,能用较低成本解决生产中的实际问题,颠覆我们对传统的设计模具理念,使我们对模具设计有了全新的认识。
猜你喜欢
中国临床医学影像杂志(2022年6期)2022-07-26
制造技术与机床(2019年11期)2019-12-04
上海交通大学学报(2019年9期)2019-10-12
模具制造(2019年7期)2019-09-25
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
天津城建大学学报(2015年5期)2015-12-09
中原工学院学报(2014年3期)2014-04-01
制造技术与机床(2014年1期)2014-03-11
中原工学院学报(2013年1期)2013-12-20
