
球磨机大小齿轮的安装
2019-08-17 07:25谷德明姜志勇常亮
水泥技术 2019年4期
谷德明,姜志勇,常亮

1 前言
球磨机问世已有120多年的历史,迄今为止在水泥工业生产中仍具有不可替代的作用。球磨机主要有两种传动形式,即中心传动和边缘传动。两种传动形式各有优缺点,中心传动采用一个高速比行星减速机,安全可靠,使用寿命可达10年之久,维护成本低,但一次性投资较大。边缘传动成本较低,但每隔2~5年就需要更换小齿轮。边缘传动多用于煤磨及功率较小的磨机中。
大小齿轮是边缘传动装置中的关键,其可靠运行与否直接关系到磨机的稳定生产,要想保证其可靠运行,除了加强日常维护和定期检修外,大小齿轮的安装找正工作也至关重要。
2 边缘传动装置的安装找正
边缘传动装置的安装找正过程如下:
齿圈及磨机法兰的清洗→齿圈的就位→大齿圈的粗找正→小齿轮就位及粗找正→电机减速机的安装→一次灌浆→大齿圈的精找正→小齿轮的精找正→电机减速机精找正。
其中大小齿轮的找正工作尤为重要,本文就大小齿轮的找正过程进行简单叙述。
3 大齿轮的找正
为减少现场安装齿轮时的工作量,大小齿轮精加工时,应选用磨损情况相近的滚刀,以使大小齿轮的啮合轮廓尽可能接近,进而增加接触面积。
齿轮安装之前,有条件的现场可以用齿厚游标卡尺检验齿圈分度圆弦齿厚,也可以用薄钢板制作齿形样板,对齿形进行复测,如有必要需进行现场修复。
3.1 齿圈对合面检测
齿圈按照安装标识把合到筒体上后,把紧对合面连接螺栓,检测齿轮侧面是否有台阶(要求此台阶尽可能小,否则会影响齿圈的端跳动)。用0.04mm的塞尺检测对合情况,要求塞入深度≯50mm,且缝隙累计长度不大于齿宽的1/4。
3.2 齿圈径跳动
测量径跳时需用卷扬机进行盘磨,盘磨前磨机滑履或中空轴油站必须开启,并且用百分表检查磨机的浮升量,浮升量达到0.15mm才可盘磨。
大多数现场测量径跳时百分表安装在图1或者图2中的位置,这两个位置各有优缺点。图1中的位置,可以直接测出齿顶的径跳,但是需要有工人在齿圈下面按住百分表,待需要测量的齿转过来时松开百分表,操作复杂,易造成工人受伤;图2中的位置,操作简单,但测量的并不是齿轮的真实径跳。因此我们建议制作一个测量工具(图3),安装在百分表的表头上,这样测量径跳比较容易(图4)。齿圈一周需测量8个点,如图5所示。
径跳要求为:≤0.25D(单位:mm),D为齿轮分度圆直径(单位:m)。
3.3 齿圈端跳动
测量端跳时仍需用卷扬机进行盘磨,盘磨前磨机滑履或中空轴油站必须开启,并且用百分表检查磨机的浮升量,浮升量达到0.15mm才可盘磨,如果现场人员足够,端跳与径跳可同时测量。
端跳动必须用双表法进行检测,以消除磨机轴向窜动带来的误差。当两个百分表安装在齿圈同侧,如图6中左侧位置时,按照表1中第4行来计算端跳;当两个百分表安装在齿圈两侧,如图6中右侧位置时,按照表1中第5行来计算端跳。两个百分表安装位置必须呈180°,齿圈一周需测8个点,如图5所示。

图1 顶部安装

图2 底部安装
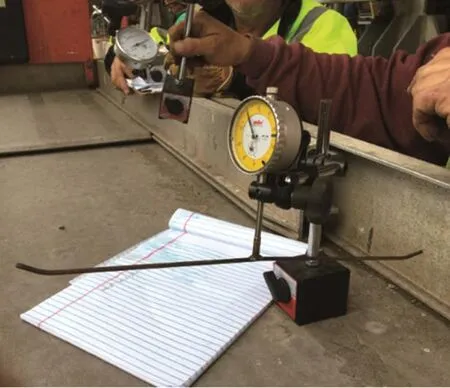
图3 测量工具

图4 用工具测量
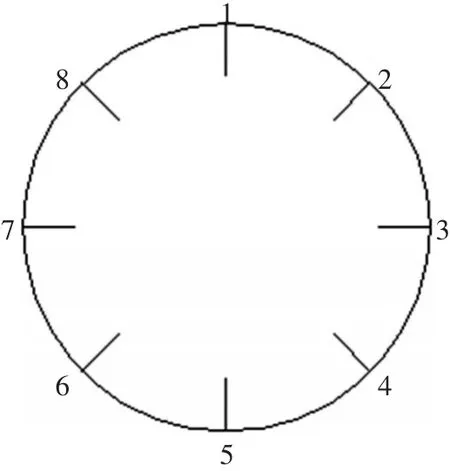
图5 测量位置

图6 百分表布置

表1 端跳测量计算

表2 齿轮副侧间隙,mm
端跳要求为:≤0.25D(单位:mm),D为齿轮分度圆直径(单位:m)。
4 小齿轮的找正
大齿圈找正完成后,按照图纸要求对小齿轮装置进行就位,用水准仪对小齿轮中心高进行复测,必要时更换垫铁以调整标高。用塞尺粗找齿顶隙与齿侧隙,安装膜片联轴器、主减速机、辅传装置、主减速机润滑油站。对小齿轮装置地脚螺栓进行一次灌浆。待一次灌浆强度达到设计强度的70%以后,用辅传盘磨,再次对大齿圈跳动进行复测,之后可以开始小齿轮的精细找正。
大多数现场是用塞尺和红丹粉检测齿轮的接触情况,这种检测方式调整时没有依据,只能凭经验大概确定轴承座的调整量,调整起来费时费力。与之相比,用铅丝法找正可以准确计算出每次需调整的量,调整起来更加精确,节省安装时间。
找正之前,需用铅丝做成如图7所示的测量工具,图中左侧工具用于测侧隙,右侧工具用于测顶隙。在小齿轮轴承座1~12位置设置12组顶丝,1~8位置设置8块百分表,如图8所示。
如果大小齿轮加工没有任何误差,安装时分度圆应相切,其顶隙应为1/4齿轮模数。考虑到由于滚刀磨损造成的加工误差和磨机运转时相对于静止时的浮升量等因素,为避免齿轮运转时产生啃齿背的情况,安装时建议顶隙增大1.5~2.5mm,此数值可根据现场实际情况调整。
侧隙要求见表2。
在符合上述要求的基础上,顶隙和侧隙越大越好,且齿轮两侧侧隙偏差≯0.1mm,齿轮两侧顶隙偏差≯0.3mm。一周测8个点,有5个点满足要求即可。
参照图5测量位置,测量次序为:
(1)测点:1、3、6,有两个点满足要求即可继续,否则需调整后重新测量。
(2)测点:2、5、8,再有两个点满足要求即可继续,否则需调整后重新测量。
(3)测点:4、7,再有一个点满足要求,则找正完成(即8个点中至少有5个点满足要求),否则需调整后重新测量。

图7 铅丝准备

图8 顶丝及百分表布置
调整顶隙时,参照5~8位置百分表读数,调整1~4处顶丝;调整侧隙时,参照1~8位置百分表读数,在轴承座下面增减调整垫片。
用铅丝法找正完成后,需用蓝颜或红丹粉对大小齿轮的啮合面的接触情况进行复测,要求接触面积不小于齿高的40%、齿宽的50%,且齿轮两侧接触应均匀,不允许出现仅单侧接触的情况,否则需进一步调整。
5 结语
边缘传动球磨机由于其一次性投入成本较低,使用维护方便,仍然在水泥工业中起着重要的作用。本文就边缘传动球磨机的大小齿轮装置的安装找正方法进行了一些探讨,希望能有助于其他现场的齿轮安装工作。
猜你喜欢
大众标准化(2022年17期)2022-09-27
少儿科学周刊·少年版(2020年9期)2020-03-04
时代汽车(2018年12期)2018-06-18
制造技术与机床(2017年11期)2017-12-18
职业·下旬(2016年11期)2017-02-21
质量技术监督研究(2015年5期)2015-02-10
制造技术与机床(2014年5期)2014-04-27
知识就是力量(2014年1期)2014-02-21
汽车维修与保养(2013年6期)2013-04-26
综合智慧能源(2010年4期)2010-02-13
