
机械制造中的设计尺寸链和工艺尺寸链的分析
2019-08-14 07:57:12焦太安
世界有色金属 2019年12期
焦太安
(甘肃机电职业技术学院,甘肃 天水 741000)
工艺尺寸链分析是在制订机械加工工艺过程和保证零件尺寸加工精度中都起着很重要的作用。通过分析零件图的尺寸、了解零件加工方法及加工过程,确定封闭环和组成环,建立正确的工艺尺寸链,对计算各工序尺寸及公差的有着重要的作用。
1 工艺尺寸链分析
1.1 设计尺寸链与工艺尺寸链的特点
零件在设计或制造过程中都是离不开尺寸的,而这些尺寸之间存在着一定的关系,这种关系称为尺寸链。尺寸链按其功能可分为设计尺寸链和工艺尺寸链。
设计尺寸链是设计者根据所设计的零件需要实现的功能或应满足的使用要求进行设计时而形成的封闭尺寸组合。设计者在设计时,图中所标注的尺寸为重要尺寸,应优先标注,尽量避免将尺寸标注成封闭的尺寸链(即取掉一个不重要的尺寸),以便于零件加工,满足设计要求。如图1所示,端面A是端面B、C的设计基准,设计尺寸46±0.15与之间形成了一个设计尺寸链。因它们通过加工均能直接获得,故设计尺寸链是开口的,L尺寸在图中一般是不标注的。
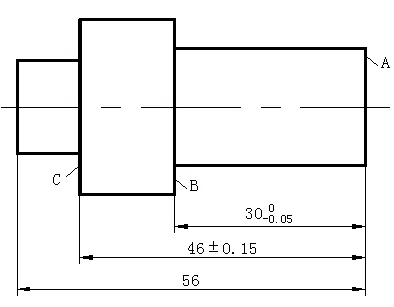
图1 设计尺寸关系
在机械加工过程中,一般情况下是按照零件图中的设计尺寸进行零件加工的。
但也常常会遇到有一个或几个尺寸按设计尺寸无法进行直接加工的情形,需要借助零件图中未注尺寸来实现,这就需要进行尺寸转换。如图2所示,以端面2为基准,分别按设计尺寸42±0.05、加工可直接得到端面2和端面1,而按设计尺寸13±0.1加工无法得到端面4(因加工时无法测量),这就需要借助尺寸M(表示左孔深度,加工时可以测量)来间接保证设计尺寸13±0.1的大小。这样,尺寸42±0.05、13±0.1和M之间形成了一个封闭的工艺尺寸链关系。
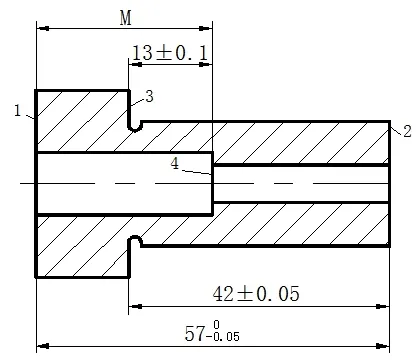
图2 工艺尺寸关系
总之,设计尺寸链是零件图中满足设计要求,各尺寸之间形成的一种关系,工艺尺寸链是零件加工过程中,各工序尺寸之间形成的另一种关系,两者有本质的区别。
1.2 工艺尺寸链的建立
通常零件的尺寸精度保证是通过对工艺尺寸链分析、计算来实现的,所以,工艺尺寸链的建立在编制零件加工工艺过程中一般来说是必不可少的一个环节,是解决实际问题的关键。
1.2.1 封闭环的查找
我们知道,组成工艺尺寸链的环,有封闭环和组成环,其中,封闭环是在加工或测量过程中最后自然形成(间接获得)的尺寸,组成环是在加工或测量过程中直接获得的尺寸,由此可知,封闭环的“自然形成(间接获得)”性和组成环的“直接获得”性是两者的本质区别,是查找它们的根本理论依据。
建立正确的工艺尺寸链,首先要根据封闭环和组成环的特点,结合零件图中的所注尺寸、零件加工方案、所使用的工装、采用的定位方式及测量方式等,对图中每个尺寸进行分析,首先确定在加工过程可通过测量工具直接得到或运用调整法自动获得的尺寸,不能直接获得的剩余尺寸则为封闭环(可能有一个或几个封闭环)。如图3所示中,分别以端面E、A2为定位基准,通过机械加工分别可直接获得线性尺寸160-0.2和12±0.1,但尺寸18±0.15,则不能通过加工来直接实现,因此,尺寸18±0.15为封闭环尺寸。

图3 封闭环的查找
1.2.2 组成环的查找
零件在加工过程中可能会出现一个或几个工艺尺寸链,但每一个工艺尺寸链中只有一个封闭环,因此,查找组成环一定要从封闭环入手,要查找与其相互关联(对应)的组成环,这一点很重要。
组成环的查找方法是从构成封闭环的两表面开始,同步地按照工艺过程的顺序,分别采用向前查找各加工尺寸及加工尺寸的工序基准的方法进行,直到两条路线最后得到加工尺寸的工序基准重合,至此上述尺寸系统即形成封闭轮廓,从而构成了工艺尺寸链,如图4所示为组成环的查找过程。
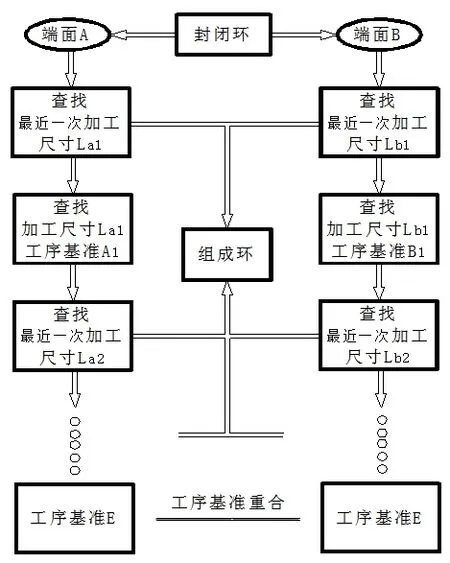
图4 组成环的查找过程
现查找图3所示的组成环。根据封闭环的特点,经过对该零件加工工艺过程分析可知,尺寸18±0.15为封闭环尺寸,按照组成环的查找过程,现查找如下:
查找路线1:端面A1→最近一次加工尺寸为12±0.1→加工尺寸12±0.1的工序基准面为A2→基准A2最近一次加工尺寸为→尺寸的工序基准为E。
查找路线2:端面B1→最近一次加工尺寸为L→加工尺寸L的工序基准面为E。
从以上查找过程清晰的看出,构成组成环的尺寸分别为12L±0.1L。这些尺寸在加工过程中都是直接获得的,因此,它们与封闭环就形成了一个工艺尺寸链。
1.2.3 工艺尺寸链的绘制
根据工艺尺寸链的形成过程,将封闭环尺寸与各加工尺寸按一定的顺序首尾相接,得到工艺尺寸链图。图5所示为图3零件的工艺尺寸链。从封闭环的两端面入手,按照查找顺序依次用标注尺寸的形式画出,最后形成一个封闭的工艺尺寸链。

图5 工艺尺寸链图
1.2.4 增环与减环的判断
工艺尺寸链图中,根据各组成环的变动对封闭环引起的变化情况,分增环与减环。增环与减环对封闭环的变化情况是不同的,其判断的正确与否直接影响着封闭环的计算结果,如判断错误,将导致零件的加工精度,故应掌握其判断方法。
判断增环与减环的方法是,在尺寸链图中,先给封闭环尺寸上用箭头设定一个方向,然后沿此方向环绕尺寸链回路,顺次给每一个组成环画出箭头。如图6所示,从图中查看,凡是各组成环箭头方向与封闭环相反的为增环,相同的则为减环。如A0为封闭环,由箭头方向可知A0、A7、A8、A9、A10为增环,其余均为减环。

图6 增环与减环的判别图
2 结语
工艺尺寸链原理是解决机械制造中相互关联的工艺尺寸问题的有效手段,因此,在实际教学中应重视工艺尺寸链分析与应用,通过对工艺尺寸链的分析,实现培养学生分析问题、解决问题的能力。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
昆钢科技(2022年2期)2022-07-08 06:36:14
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
电镀与环保(2017年6期)2018-01-30 08:33:37
课程教育研究·新教师教学(2015年14期)2017-09-27 04:30:06
科学与财富(2017年24期)2017-09-06 15:44:36
速读·中旬(2017年6期)2017-07-29 17:53:13
科技创新与应用(2016年31期)2016-12-03 04:58:51
设备管理与维修(2016年6期)2016-03-16 02:21:54
