
一种减速器大齿轮对研工装的设计
2019-08-08 02:10于龙
应用能源技术 2019年7期
于 龙
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150001)
0 引 言
汽轮机产品作为传动紧密的大型旋转机械,在设计时一般会采用减速器齿轮传动,尤其是对于一些船用汽轮机,传动比较大,尤其需要大型减速器来满足传动要求。以哈尔滨汽轮机厂有限责任公司生产的某型蒸汽轮机为例,设计采用了减速器结构,为保证传齿轮传动要求,需保证齿轮的传动间隙,笔者结合工作经验,形成了一种减速器大齿轮加工的工艺方法,并设计研究了一种齿轮间隙配对研磨的工装,保证传动精度。
1 减速器大齿轮加工的基本工艺流程
为保证齿轮及齿圈加工的进度,经经验探索,对齿轮及齿圈的加工主要要经过如下的工序:
(1)粗加工齿轮各端面:本工序的目的是对锻件毛坯进行前序加工,均匀加工余量,保证后续加工需要;
(2)铣床加工准各定位尺寸:本工序的目的是对齿轮厚度、端面、外圆度等基本定位尺寸进行加工,保证装夹面的要求,保证外形尺寸的准确;
(3)粗加工齿轮齿部尺寸:本工序的目的是在定位尺寸加工准确的基础上,采用滚齿、铣齿等工艺方法,对齿轮齿形进行初步加工,保证齿形余量的去除;
(4)磨齿:本工序的目的是对齿形牙形进行精确加工,采用紧密磨床的方式保证齿部各尺寸,经该序加工后齿轮尺寸已经满足图纸尺寸要求;
(5)自由状态检查变形量:对于部分尺寸较薄的齿轮齿圈,需在加工完毕后释放应力,检查变形,并确定吊装方案;
(6)采用专用工装进行齿轮配对研磨:该工序是保证配对齿轮的接触要求,保证传动的紧密准确;
(7)进行无损检验,并流转入装配工序。
2 齿轮研磨专用工装设计思路及结构
按照齿轮加工工艺安排,需进行齿轮配对研磨,以保证间隙,工装思路为:采用“动态跑和”的思路,模拟齿轮实际装配时的状态,采用工艺芯轴将配对的齿轮进行安装,工艺芯轴安装在工艺轴瓦内并可以进行旋转,带动齿轮进行转动,并配红丹粉进行接触面积检查,以检查接触面和间隙。
工装主要包括以下结构:
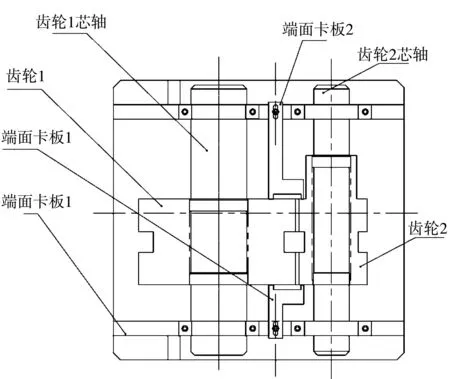
图1 工装结构图
1.基础底板及端面卡板:用于固定芯轴;
2.工艺轴瓦,安装在端面卡板上,采用电镀铜的结构,保证工艺芯轴轴径不被磨损;
3.芯轴:用于安装齿轮,芯轴外径结构与齿轮内径安装尺寸按间隙公差安装,用于带动齿轮研磨,芯轴上设计并加工了安装孔,可采用撬棍带动芯轴转动;
4.端面卡板,用于保证齿轮的轴向定位;
5.其余装配件,用于保证工装的安装使用。
3 结束语
通过该种工艺方法及工装,与传动齿轮加工有本质的区别,该工具由于具有动态研磨和误差均化的特点,具有一定的误差修正能力,能够准确的反应产品的实际状态,而且该种工装具有安装简单易于操作的特点,能够满足大型齿轮装配的工艺要求,避免最终装配出现间隙误差,满足传动需要。
猜你喜欢
选煤技术(2022年2期)2022-06-06
石材(2022年1期)2022-05-23
军事文摘(2020年18期)2020-10-27
上海金属(2020年5期)2020-09-26
石材(2020年2期)2020-03-16
铁道通信信号(2019年10期)2019-11-25
铁道通信信号(2019年1期)2019-03-21
军事文摘(2018年24期)2018-12-26
现代商贸工业(2016年35期)2016-04-09
装备制造技术(2015年7期)2015-02-20
