
感应加热装配技术研究及工艺方案设计
2019-08-07 06:19张亚光邵世杰
汽车实用技术 2019年14期
张亚光,邵世杰
感应加热装配技术研究及工艺方案设计
张亚光,邵世杰
(陕西法士特汽车传动集团公司,陕西 西安 710119)
电磁感应加热技术因其具有环保、安全、加热效率高、控制精确等优点,被广泛应用于加热装配领域。文章通过对电磁感应加热装配技术进行研究,概述了电磁感应加热的基本原理和主要特征,并据此设计出一套感应加热装配工艺方案。
电磁感应加热;装配;工艺方案
前言
随着工业技术的发展,对机械装配精度的要求越来越高。传统压装工艺存在损伤零件、影响精度及压装噪声大等缺点,而热装工艺则利用热胀冷缩的原理,成功解决了上述问题,其中电磁感应加热技术因其具有环保、安全、加热效率高、控制精确等优点,被广泛应用于加热装配领域。
1 电磁感应加热技术概述
1.1 基本原理
交变电流通过感应线圈穿过交变磁场,交变的磁力线穿过感应线圈中的待加热金属工件,沿工件表面形成封闭回路的感应电流,此电流又称为涡流,可使待加热工件局部迅速发热。
1.2 集肤效应
也称趋肤效应或表面效应,是电磁感应的主要特征之一。当直流电通过导体时,导体截面上各点的电流密度是均匀的,但是当交流电通过导体时,导体表面处的电流密度较大,导体内部的电流密度较小。而当高频率电流通过导体时,导体截面上的电流密度差更加增大,电流主要集中在导体表面。因此工件受电磁感应加热时,热量主要集中在工件表面。
1.3 邻近效应
邻近效应也是电磁感应的主要特征之一。两个载流导体的电流方向相同时,即导体相邻表面的磁场密度最小,处在磁场中的导体感应电流最小;反之,如果电流方向相反时,即导体相邻表面的磁场密度最大,处在磁场中的导体感应电流最大。频率越高,两导体靠的越近,邻近效应越显著,换言之,被加热工件离感应线圈越近,加热效率越高。
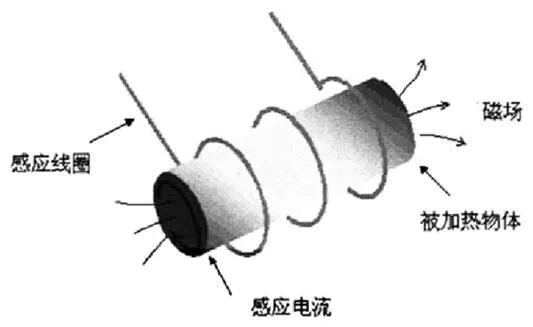
图1 电磁感应原理图

图2 集肤效应原理图

图3 邻近效应原理图
1.4 优势
相比于介质加热、燃料燃烧加热、保温箱加热等传统加热方式,电磁感应加热具有以下优势。
(1)环保、安全。工作环境不会产生对人体有害且污染环境的气体,且噪声污染小。
(2)生产效率高。电磁感应加热速度快,可使工件在极短的时间内达到所需温度,可广泛应用于大批量生产中。
(3)节能。因电磁感应加热效率高,同时可随时启停,无需预热,因此电能利用率高,资源浪费少。
(4)控制精确丰富。电磁感应加热设备控制方式丰富,同时响应迅速、精确,易于实现机械化和自动化。
2 方案设计
2.1 确定技术输入
技术输入包括待加热工件的内孔直径、外圆直径、高度、重量、材料、安全温度等信息;以及与其装配工件之间的配合过盈量、装配时工件的目标膨胀量(装配间隙)等;同时还需要根据实际装配生产节拍,确定工件的加热时间。
2.2 确定加热温度
根据上述技术输入,可以计算得出工件热装所需温度,公式如下。
式中:为包容件的加热温度(℃);Y为最大过盈量(mm);为最小装配间隙(mm);为加热线膨胀系数(10-6/℃);为配合直径(mm);0为环境温度(℃)。
从上述公式可知,当温度越高,工件内孔的热膨胀量越大,即装配间隙越大,装配过程也就越轻松。但是温度不能高于工件的安全温度,否则会使工件材料的金相组织发生变化,导致工件报废。
2.3 电磁感应加热设备总体方案
2.3.1设备基本组成
电磁感应加热设备基本组成包括:整流单元、逆变单元、谐振输出单元以及感应器四大部分。其中整流单元一般称为设备电源,是将工厂的工频三相交流电转换成为直流电;逆变单元是将直流电变换成高频交流电;谐振输出单元是用谐振原理产生更强的高频电流;感应器即感应线圈,是设备最终产生交变磁场的部分,工作时工件位于感应器中产生交变电流,继而发热。

图4 电磁感应加热设备基本组成
2.3.2确定电源功率
设备的额定功率包括工件热容量功率、工件的热辐射功率以及感应线圈的损耗功率。其中工件热容量功率是指把电能转换成工件热能所需要的电功率;工件的热辐射功率是指工件传热损耗功率;感应线圈的损耗功率是指设备工作时感应线圈自身发热损耗的功率。
2.3.3确定电源频率
电磁感应具有集肤效应,其电流透入深度公式如下:

式中:为工件的电阻率;为电源频率;为工件的相对磁导率。
根据上述公式可知,当和一定时,可通过调节电源频率控制加热厚度。提高电源频率,则电流透入深度(加热厚度)变浅,导致工件表面和心部的温差增大,即工件表面温度高、心部温度低,过大的温差会造成工件热膨胀量不足,无法满足装配所需的间隙要求;反之降低电源频率,电流透入深度(加热厚度)变深,可以使工件加热更加均匀,但同时加热效率也会随之降低,导致加热时间过长,无法满足装配生产节拍要求。因此在确定电源频率时,需要综合考虑,应在保证加热均匀的同时,提高加热效率。
目前行业内根据电源频率通常将感应加热分为工频感应加热、中频感应加热和高频感应加热。工频感应加热的电源频率为50HZ,其加热深度最深,加热厚度最大,一般用于较大尺寸零件的透热,大直径零件的表面淬火;工频感应加热设备只对输入的电流、电压进行了调整和控制,而对频率则没有做任何改变,其原理、结构较为简单,但其加热效率较低,而且控制方法也比较单一。中频感应加热的电源频率为1KHZ至10KHZ,一般用于直径大的轴类和大中模数的齿轮加热。高频感应加热的电源频率为10KHZ以上,一般用于中小型零件的加热,如小模数齿轮及中小轴类零件等。
2.3.4线圈设计
根据设备的使用工况,感应线圈的布置可以位于工件内孔、工件外圈、工件端面或上述三种形式的任意组合。同时因为设备工作时,感应线圈本身会产生热量,过高的线圈温度,不仅会影响加热效率,也会对线圈造成损伤,因此设备工作时需要对感应线圈进行冷却处理,线圈的冷却通常分为强制风冷、强制水冷及自然空冷等形式。感应线圈的匝数则需要根据负载情况进行匹配,以达到最佳加热效果。
2.4 实验验证
在确定了电磁感应加热设备总体方案后,通常需要根据总体方案制造实验样机,进行工件加热和装配实验,以验证设备总体方案的可行性并进行优化。
2.5 功能细节
在确定了设备总体方案后,需要对设备的功能细节进行设计完善,功能细节包括但不限于以下方面。
(1)设备的机箱设计。机箱设计既要满足功能需求,还要根据现场使用情况,选择合适的尺寸及布局方案。
(2)工艺方案。要根据热装工艺的总体需求,设计设备的工艺方案,如恒温闭环的运行模式,能自动调节电流使工件始终保持在设定温度;而恒流定时的运行模式,则可以使工件在恒定电流和恒定时间下,达到目标温度。
(3)测温方式。温度测量分为接触式(热电偶)和非接触式(红外线)两种方式,需根据热装工艺工体需求进行选择,相对于热电偶测温,红外测温具有响应速度快、使用寿命长等优点。
(4)控制方式。控制方式一般包括本机控制、远程控制和通讯控制等,需根据热装工艺总体需求进行选择,如功能单一的设备一般选择本机控制,而功能复杂或需要连接工厂MES系统的设备则一般选择远程控制或通讯控制。
(5)保护功能。因电磁感应加热设备具有强电、高温等潜在危险,设备需具有过流、过温及人机安全防护等保护功能。
(6)工装设计。工装通常为非金属材料,位于工件和线圈之间,用于定位和支撑工件,以及隔离线圈和工件,防止金属之间接触打火。工装不能太厚,否则工件和线圈距离就会过远,影响加热效率;同时工装的设计还要满足人机工程要求,方便工件上下料。
3 结论
感应加热装配工艺对于过盈配合的工件装配是一种行之有效的方法,具有显著的优势。在进行方案设计时,要把握电磁感应的基本原理及热装总体工艺需求,保证方案的可行性。但同时也要注意,热装技术并非万能,若配合过盈量过大且工件不允许过高温度时,则需要谨慎考虑;同时感应加热也具有局限性,如感应线圈的互换性和适应性较差,以及对形状复杂或导磁性较差的工件也并不适用。因此在工艺选择时需要综合考虑。
[1] GB 50231-2009.机械设备安装工程施工及验收通用规范.中国计划出版社[S].
[2] 孙培明.大尺寸轴毂的过盈连接与电磁感应热套法[J].机械工程与自动化,2012(04).
[3] 胡旭东.电磁感应加热理论研究及强力感应加热器设计[D].河北工业大学.硕士论文.2004.
[4] 王洪波,任俊祺,李长春.风力发电机主轴轴承感应加热装配工艺[J].轴承.2013(06).
[5] 余振林.热装法在立辊轧机机架装配中的应用浅析[J].中国设备工程.2017(01).
[6] 李涛.加热法装配与过盈配合技术[J].农机使用与维修.2012(05).
The Research of the Induction Heating Assembly Technology and Process Design
Zhang Yaguang, Shao Shijie
( Shaanxi Fast Auto Drive Group Co., Ltd., Shaanxi Xi’an 710119 )
Electromagnetic induction heating technology has been widely used in the field of heating assembly due to its advantages of environmental protection, safety, high efficiency and accurate control.This paper studies the assembly technology of electromagnetic induction heating, summarizes the basic principle and main characteristics of electromagnetic induction heating, and designs a set of assembly process of electromagnetic induction heating.
Electromagnetic induction; Assembly; Process
O441.3
A
1671-7988(2019)14-163-03
O441.3
A
1671-7988(2019)14-163-03
张亚光(1990-),男,装配工艺工程师/助工,就职于陕西法士特汽车传动集团公司,从事变速器装配工艺研究工作。
10.16638/j.cnki.1671-7988.2019.14.053
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
智能制造(2021年4期)2021-11-04
计算机与数字工程(2021年7期)2021-08-08
求学·理科版(2021年1期)2021-02-04
中学生数理化(高中版.高考理化)(2020年11期)2020-12-14
福建基础教育研究(2019年7期)2019-05-28
中学生数理化(高中版.高考理化)(2019年3期)2019-04-25
中学物理·高中(2016年8期)2016-08-08
科技创新导报(2016年9期)2016-05-14
