
月牙肋板与锥管壁组合焊缝的焊接
2019-08-06 06:13王志超
建材发展导向 2019年14期
王志超
(广东省源天工程有限公司,广东 广州 511340)
1 工程概况
新疆哈德布特水电站位于富蕴县境内,电站装机容量200MW。在引水压力钢管的主管与支管的连接处,需设置专门的分岔结构——岔管。该工程钢岔管为月牙肋型,由月牙肋板、主锥管、支锥管、主管等组成。
2 组合焊缝的结构形式和焊接难点
月牙肋板与主锥管和支锥管的组合焊缝长9650mm。材质为Q390C。依据DL/T5017,该组合焊缝为一类焊缝;焊接位置涵盖了平、立、仰焊。主锥管、月牙肋板、支锥管组合结构形式及组合焊缝见图1。
针对该组合焊缝的结构特点和焊接难点,制定了相应的措施,在施工中加强焊接接头的质量控制,质量控制主要是对焊接材料、焊接工艺、焊工技能、和焊接检验等方面进行控制。
3 岔管材质的焊接性分析
钢岔管的材料采用Q390C 高强度耐层状撕裂钢,根据国际焊接学会推荐的碳当量公式得出,Q390C 的碳当量为0.44%,碳当量0.4%~0.6%母材淬硬倾向大,易产生裂纹。
4 焊接工艺
按DL5017-2007 和JB4708-2000 进行了焊接工艺评定,根据施工图纸质量要求、板厚组合、坡口形式、接头形式、焊接位置、焊接方法和代表的板厚等选出了典型的焊缝进行评定。
1) 焊接方法选为:焊条电弧焊;2) 焊接材料:焊条选用型号为E5515-G,直径为¢4.0mm,是低氢钠型药皮的压力容器专用的低合金焊条,可全位置焊接;3) 焊接设备:焊接设备选用逆变弧焊电源ZX7—500S,碳弧气刨清根使用专用电源ZX7-630S,气源采用0.8Mpa 空气压缩机,碳棒直径¢8.0mm,碳弧气刨电流400A,直流反接;4) 预热温度、层间温度:预热温度为120℃,定位焊缝预热温度比正式焊缝提高20℃~30℃。层间温度不低于预热温度,温度测量使用红外测温仪;5) 坡口形式:月牙肋板与两锥管管壁的T 形接头采用对接与角接的组合焊缝,坡口形式采用带钝边J 形单边V 形组合坡口;6) 焊工:每班安排8 名焊工;7) 定位焊:在定位焊前先将坡口两侧进行预热,预热温度为150℃,定位焊焊缝在岔管外侧;8) 焊接工艺规范参数:采用短弧操作、窄道焊的方法,焊接热输入控制在15-40KJ/cm 范围内,采用多层多道焊。工艺参数见下表
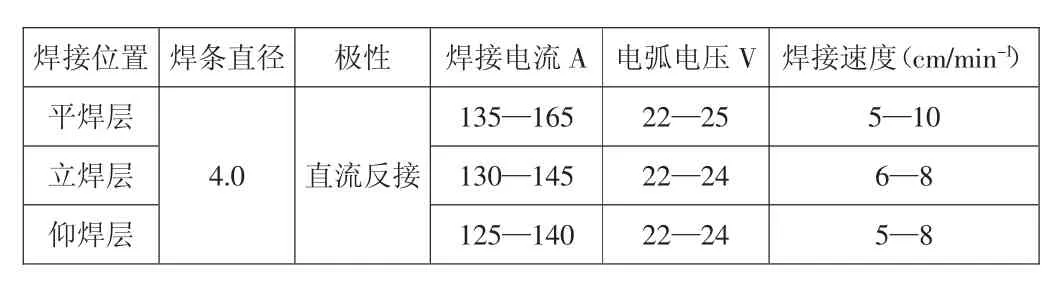
焊接位置 焊条直径 极性 焊接电流A 电弧电压V 焊接速度(cm/min-1)平焊层4.0 直流反接135—165 22—25 5—10立焊层 130—145 22—24 6—8仰焊层 125—140 22—24 5—8
5 焊接操作过程
1) 先从岔管内侧焊缝开始焊接,平均分段、同步焊接,安排专人测温并记录。预热温度达到120℃时开始施焊、施焊后应连续焊接完成;2) 平焊位置的焊工从引弧板端部引弧开始焊接,仰焊位置的焊工要在熄弧板端部熄弧;3) 根层焊接完成后清除熔渣和飞溅并打磨焊道表面使焊缝金属与母材的夹角圆滑过渡;4) 岔管内侧先施焊到第三层,层道间打磨清理;5) 再对岔管外焊缝焊接,焊接前使用碳弧气刨进行清根,打磨渗碳层;6) 岔管外侧焊缝焊接,焊工位置安排和内侧相同,先焊接三层后,第四层时岔管外侧由于坡口面变宽每层分两道焊接, 此层开始用圆头风铲锤击焊道表面以降低焊接应力,盖面层除外;7) 第五层转到岔管内侧焊接,如此内外交替进行,直至焊接完成;8) 盖面层焊接前,检查焊道金属表面距坡口边缘线的深度,控制在0.5~1.0mm;9) 盖面的第二道的焊接时,焊道宽度覆盖第一道焊道约1/3,焊接完毕清除飞溅和熔渣。
6 后热处理
焊后立即进行后热消氢处理,后热温度为250℃~300℃,保温两小时后,包裹石棉被缓冷至室温。
7 质量检查及结果
后热完毕24 小时后,进行表面外观检查和100%磁粉探伤,均未发现缺陷,经UT100%检验一次交验合格率为99.3%。
8 结语
从UT 检验结果表明,所采用的月牙肋板与主锥管和支锥管的组合焊缝焊接工艺是可行的。
猜你喜欢
小学生优秀作文(低年级)(2020年9期)2020-10-26
青年歌声(2020年5期)2020-05-19
民族音乐(2019年2期)2019-12-10
中国海洋大学学报(自然科学版)(2019年11期)2019-10-12
作文小学中年级(2019年4期)2019-04-25
水利科技与经济(2017年4期)2017-04-22
铁道科学与工程学报(2016年8期)2016-09-16
船舶标准化工程师(2015年5期)2015-12-03
东北水利水电(2014年12期)2014-02-25
交通运输研究(2013年12期)2013-06-11
