精梳机顶梳插入深度对精梳及成纱质量的影响
2019-08-05 06:34陈宇恒任家智冯清国
纺织科技进展 2019年7期
陈宇恒,任家智,冯清国
(中原工学院,河南 郑州450007)
精梳工序通过排除小卷中的棉结、杂质及短绒,提高纤维的伸直度、平行度及分离度,大幅提高成纱质量[1-2]。锡林、顶梳是精梳过程中的核心梳理元件,二者状态的好坏直接影响着精梳及成纱效果;锡林结构复杂、齿密及针齿排列可调,长期以来,学者们致力于研究锡林总齿数、针齿排列及梳理弧面等参数对精梳效果的影响[3-5]。但顶梳工艺对精梳及成纱质量亦有重要影响,目前围绕顶梳齿密对精梳质量的研究较多[6-7],顶梳插入深度与梳理效果之间的关系尚缺少系统的研究与分析。因此,研究顶梳插入深度对精梳及成纱质量的影响对合理制定精梳工艺参数,提高精梳纱质量具有重要意义。
1 机理分析
1.1 顶梳结构组成及梳理过程
顶梳结构如图1所示,顶梳由托脚1,针板2及梳针3组成;顶梳针板通过螺钉与顶梳托脚联接,松动螺钉可上下移动顶梳针板位置,进而改变顶梳插入深度;顶梳梳针植于针板上,顶梳用特制的弹簧卡固装于上嵌板上,随钳板做往复摆动。
顶梳梳理过程如图2所示,锡林梳理后的棉丛随钳板向前摆动,钳板摆动过程中钳口逐渐打开,棉丛与分离罗拉倒入机内的棉网进行搭接,同时顶梳梳针刺入棉层,由于分离罗拉的顺转速度大于钳板前摆速度,顶梳对棉丛尾端进行梳理,将棉杂、短纤维阻留在顶梳后方,被后续锡林梳理除去[8]。
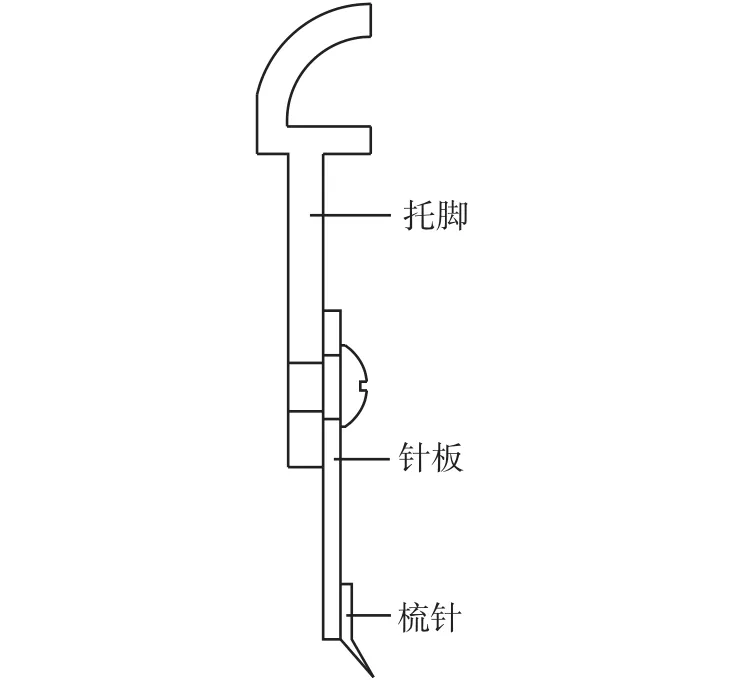
图1 顶梳结构示意图
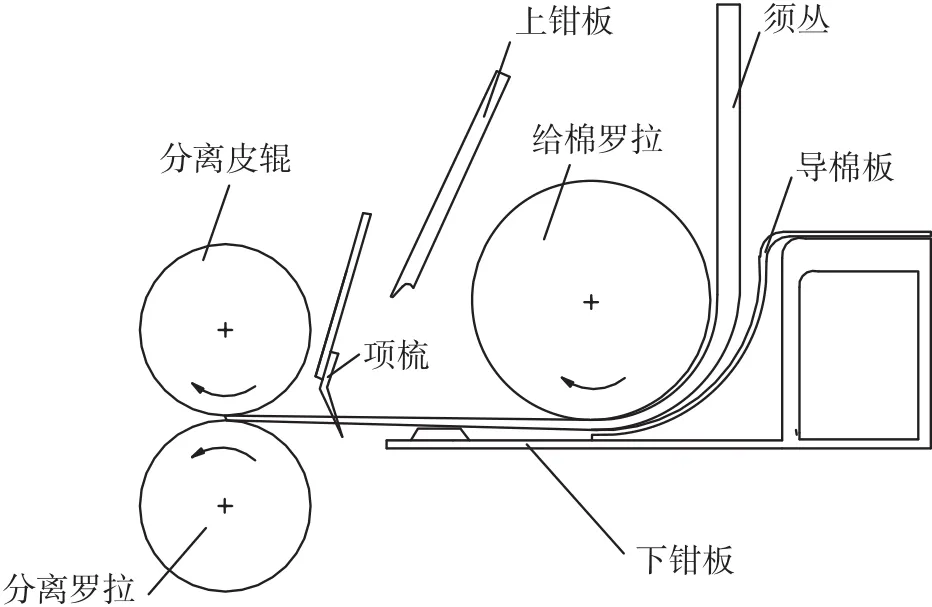
图2 顶梳插入棉层进行梳理
1.2 顶梳插入深度对梳理效果的影响机理
顶梳齿间纤维充塞及针齿对纤维挤压效果如图3、图4所示。顶梳针齿为齿尖呈圆锥状、主体呈圆柱状的锥形体,从齿尖到齿根过程中针齿侧面宽度逐渐增大、针齿直径先增加后不变。说明随着顶梳插入深度的增加,针齿在刺入纤维的过程中与针齿侧面的接触面积逐渐增大,当分离罗拉将棉丛从顶梳针齿间快速抽出时,纤维受到针齿的摩擦阻力增大,有利于提高对棉结、杂质的排除效果。随着顶梳针齿宽度从齿尖到齿根逐渐增大,相邻两针齿间齿隙逐渐减少,纤维在梳理过程中由齿尖向齿根滑移,受到相邻两针齿的挤压力增大,分离过程中被顶梳阻留下来的棉杂、短纤维增多,即落棉增加,梳理效果提高。
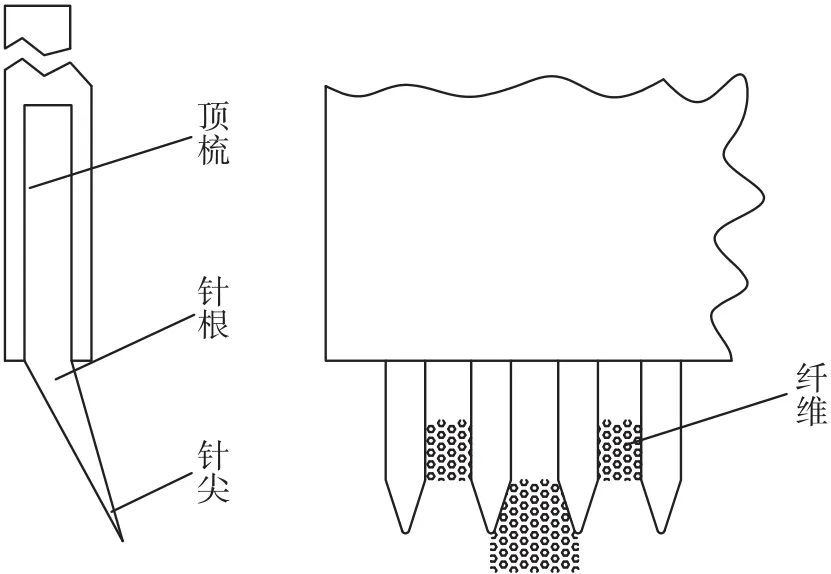
图3 顶梳针齿间纤维充塞示意图
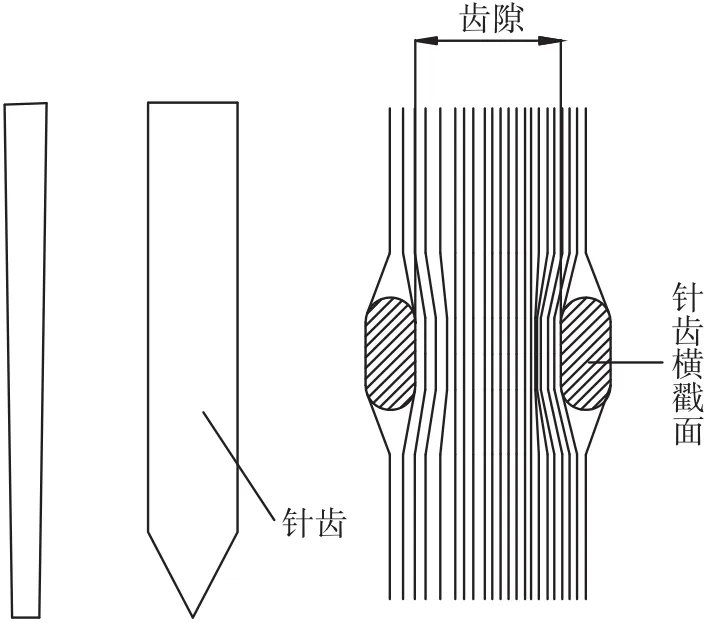
图4 顶梳针齿对纤维挤压示意图
根据精梳机分离接合原理可知:梳理结束后,钳板逐渐打开,棉丛迅速抬头与分离罗拉倒入机内的棉丛进行搭接,分离罗拉才能输出连续的棉网。因此,顶梳插入深度过大,亦会影响钳口外的棉丛抬头,造成棉网接合不良,输出棉网出现破洞,精梳条条干恶化等现象;其次,针齿刺入棉丛过深,纤维易沉在针齿根部造成顶梳嵌花,对精梳质量不利。
2 试验部分
2.1 试验条件
细绒棉,马克隆值4.7,给棉长度5.2 mm,前进给棉,落棉隔距9 mm,锡林齿数26 000齿,顶梳齿密26针/c m,锡林定位37分度,分离罗拉搭接刻度0刻度,精梳机钳次350钳次,利用USTER AFIS PRO2测得棉卷指标见表1。
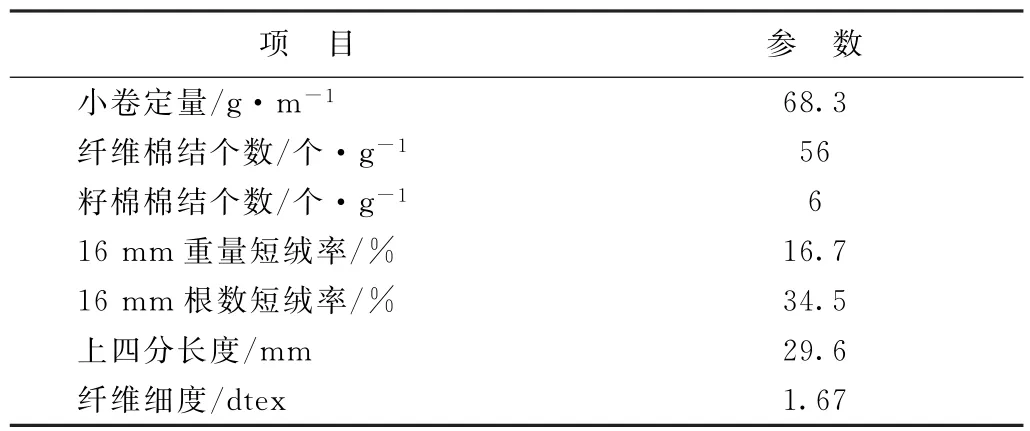
表1 细绒棉小卷质量指标
2.2 纺纱流程
JSFA588型精梳机→J WF1310型并条机→BHFA498型粗纱机→FA507型细纱机。
2.3 试验方案
在JSFA588型精梳机上,保持精梳机其他工艺参数不变,分别改变精梳机顶梳插入深度为-1、-0.5、0、+0.5、+1,如表2所示。收集不同方案精梳条,测试精梳落棉率及精梳条棉结、籽棉棉结含量、16 mm以下重量短绒率及精梳条条干均匀度。将5种精梳条纺得相同规格的14.58 tex精梳纱,测试成纱条干均匀度、千米棉结(+200%)、千米粗节(+50%)、千米细节(-50%)及纱线断裂强力,分析顶梳插入深度对精梳及成纱质量的影响。

表2 试验方案
3 结果与分析
3.1 顶梳插入深度对精梳质量的影响
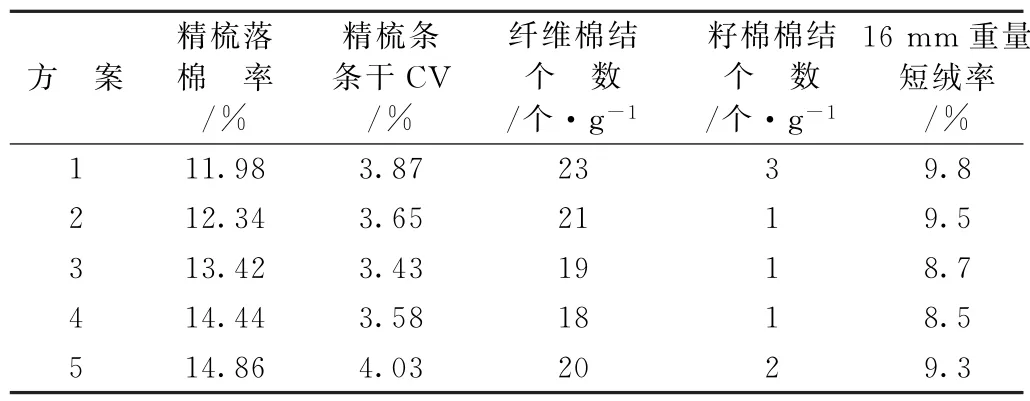
表3 不同方案对应精梳质量指标
由表3可知:
(1)随着顶梳插入深度的增加,精梳落棉率逐渐增大。说明顶梳插入棉层越深,针齿间隙越小,纤维受到的阻力就越大,纤维被分离走的可能性就越小,导致精梳机落棉增加。
(2)精梳条条干CV值随顶梳插入深度的增加先减小后增大,说明分离过程中顶梳插入深度较浅时,有利于增强对浮游纤维的控制作用,使纤维变速点集中,改善精梳条条干;当顶梳插入过深时,顶梳对纤维的控制力较强,使牵伸力过大,造成精梳条条干恶化。
(3)精梳条中纤维棉结与16 mm以下短绒含量随顶梳插入深度的增加呈现先减少后增多的趋势,说明顶梳插入深度越深,排除棉结的能力越强;但顶梳插入深度过深易造成纤维充塞针齿根部,产生嵌花现象,造成精梳条棉结、短绒增加。顶梳插入深度对籽棉棉结的排除效果几乎没有影响。
3.2 顶梳插入深度对成纱质量的影响
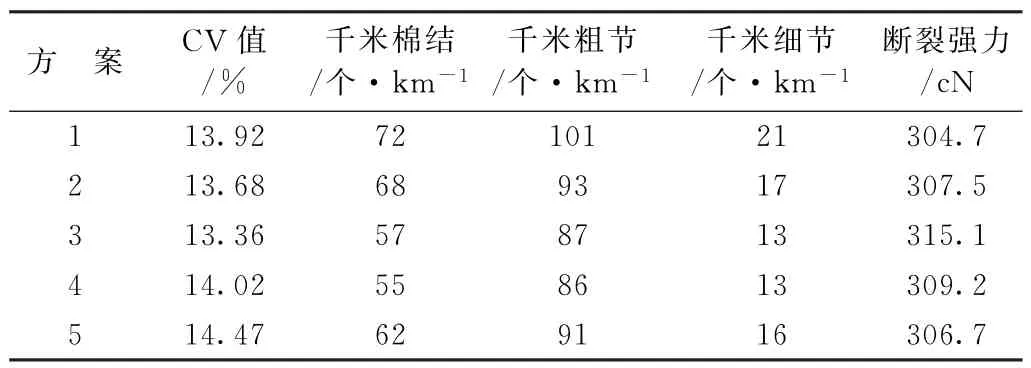
表4 不同方案对应成纱质量指标
由表4可知:
(1)成纱条干CV值随顶梳插入深度的增加呈现先减小后增大的趋势;顶梳插入深度为0时,成纱条干CV值最小;顶梳插入深度为+1时,成纱条干CV值最大,说明顶梳插入深度过深,对成纱条干不利。
(2)纱线千米棉结、粗节及细节随顶梳插入深度的增加呈现先减小后增加的趋势,顶梳插入深度为+0.5时,千米棉结、粗节及细节最少。
(3)成纱断裂强力随顶梳插入深度的增加呈现先增大后减小的趋势,顶梳插入深度为0时,成纱强力最大;说明顶梳插入深度过浅、过深均不利于提高成纱强力。
4 结论
(1)精梳条中棉杂、短纤维含量及精梳条条干CV值随顶梳插入深度的增加呈现先减小后增加的趋势;落棉率随顶梳插入深度的增加呈增大趋势。
(2)成纱条干CV值、纱线千米棉结、粗节及细节个数随顶梳插入深度的增加呈现先减小后增加的趋势;纱线断裂强力随顶梳插入深度的增加呈现先增大后减小的趋势。
(3)顶梳插入深度过深、过浅均不利于提高纺纱质量。当顶梳插入深度为0时,精梳条及成纱条干CV值最小,纱线强力最高;当顶梳插入深度为+0.5时,精梳条中棉结、短纤维含量最低,纱线千米棉结、粗细节个数最少。
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27
棉纺织技术(2022年5期)2022-05-18
棉纺织技术(2021年5期)2021-12-23
毛纺科技(2021年8期)2021-10-14
丝绸(2021年1期)2021-01-21
福建基础教育研究(2020年3期)2020-05-28
技术与市场(2020年4期)2020-03-03
丝绸(2017年5期)2017-10-15
环球市场信息导报(2016年9期)2016-08-05
中国纤检(2015年15期)2015-11-13