十字形零件的车削加工
2019-07-30 01:51
师道(教研) 2019年7期
文/阳春市中等职业技术学校
十字形零件在数控车削加工中存在定位差,装夹难,不易保证加工质量,是数控加工中的一个难题。本文完整介绍十字形零件出气接头的数控车削加工的整个过程,为解决类似难题提供借鉴。
一、十字形零件图纸分析
出气接头毛胚材料:19060310AW-Q61-CQ。
出气接头结构主要分为两个部分:左边是装夹部分,前后呈对称十字形,分布三个用于连接螺孔,中部左方右半圆头上下带高度不一样圆柱形凸台;右边圆柱体是需要则是待加工部分。
数控车床加工时主要存在出气接头外形装夹难、出气接头两孔垂直度难以保证、待加工右边圆柱与车床中心不同轴、加工有多个工序内容,重复装夹误差大等问题。
批量生产时的加工要综合考虑:整个出气接头结构是呈十字结构不规则零件,主要选用数控车,合理编排加工工艺、设计制作专用夹具、选用合适刀具等。
图1出气接头成品
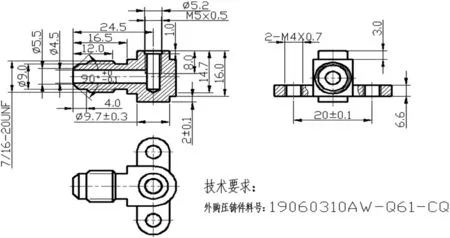
图2 出气接头图纸
二、加工工艺过程
数控车床加工工艺过程见表1:

表1 数车加工工艺卡内容(单位:mm)
三、车床夹具设计、制造、使用
(一)车床夹具设计图(见图3、图4)
根据的加工设备和出气接头结构特点,主要设计以下夹具:
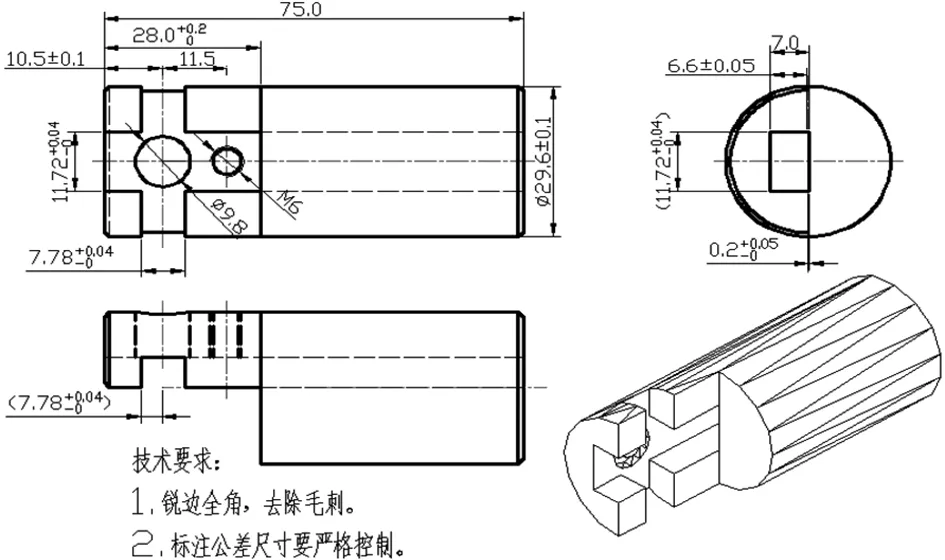
图3 车床夹具定位轴

图4 车床压紧块
设计时主要考虑利用夹具保证十字出气接头、夹具、机床同轴度,定位准确,装夹方便快捷。把装夹的左部分外形看作凸件,夹具定位轴的夹头设计相应十字凹槽,上面加压紧块压紧。
(二)夹具制造(见图5、图6)
本夹具采用已备好的圆柱胚料Φ 29.6×75mm,主选用线切割按图纸制作,完全能满足图纸±0.1mm公差要求。
1.夹具定位轴主要制作如下:

(2)竖放装夹以切出的平面为基准,以外圆柱体校正垂直度,用电火花钻工艺孔。
(4)横放装夹按②方法校正,用电火花钻孔机钻Φ 9.8mm通孔,Φ 5mm螺纹孔。
(5)横放装夹在台虎钳上以平面为基准校正,攻M6螺纹。
整个夹具制作均严格控制标注公差尺寸,满足加工要求。另用四轴数铣床或普通铣床加分度头也可加工此夹具。
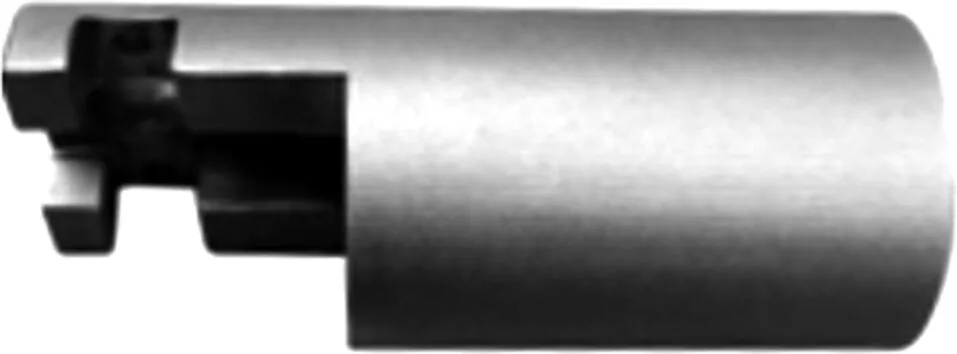
图5 夹头
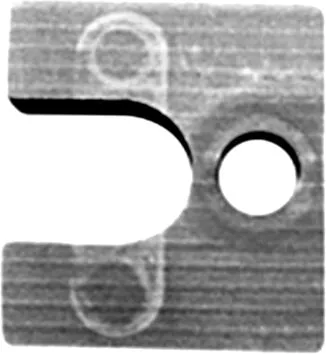
图6 压块
(三)车床夹具的使用(见图7、图8)


图7 车床夹具
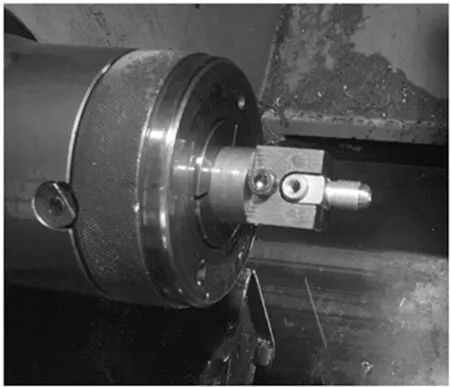
图8 车床夹具的使用
四、刀具的选用
(一)钻头:先用中心钻定位后用Φ 4.5mm钻通孔。
(二)外圆刀:铝材较软,粗、精车均选用机夹尖刀,刀尖角度标准,磨损时易于更换。
(三)切槽刀:因退刀槽宽较小,刀尖磨成厚度为2mm的白钢刀。
(四)螺纹刀:用白钢刀自磨。因为出气接头退刀间隙比较小,选用机夹刀粒太大,加工时可能会撞工件左端面。
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
哈尔滨轴承(2021年4期)2021-03-08
装备制造技术(2020年12期)2020-05-22
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
电子制作(2017年20期)2017-04-26