MTP装置丙烯制冷压缩机退料系统优化改造
2019-07-24 01:32张玉琪
石油化工应用 2019年4期
张玉琪,苏 慧
(1.神华宁夏煤业集团有限责任公司,宁夏银川 750411;2.神华宁夏煤业集团有限责任公司煤炭化学工业技术研究院,宁夏银川 750411)
随着世界经济的飞速发展,乙烯和丙烯作为重要的石化原料,在世界各国的需求量迅猛增长。甲醇转化制丙烯(MTP)具有原料来源广泛,丙烯收率高及运行成本低的优点,特别适合我国缺油、少气及富煤的能源现状,对于缓解我国石油资源紧缺,实现煤炭清洁高效利用,具有重要的战略意义[1-3]。甲醇制丙烯工艺技术是将上游甲醇合成装置生产的精甲醇转化为二甲醚,配制适量的工艺蒸汽和循环烃C2/C4/C5/C6,在460℃~480℃反应条件下进入MTP反应器,使混合物进一步转化为丙烯,同时副产乙烯、液化石油气(LPG)、汽油以及燃料气等,产品作为下游聚丙烯(PP)装置原料。其中,丙烯制冷系统不仅为MTP装置提供冷量外,还为变换装置、低温甲醇洗装置提供4℃和-44℃两个级别的冷媒。丙烯压缩机作为丙烯制冷系统的核心部件,是透平驱动的三段离心式压缩机,包括润滑系统、冷却系统、干气密封系统、工艺系统等。其中退料系统作为工艺系统一个重要组成部分,关系到检修工艺交出难易程度、丙烯回收、成本经济等关键问题。因此对丙烯退料系统进行优化,对装置的“安、稳、长、满、优”运行至关重要。
1 丙烯制冷压缩机退料系统概述
丙烯压缩机停车及检修,需要将系统中的液相丙烯原料退到罐区储存,便于将整个工艺系统置换合格。目前丙烯制冷系统退料分在线退料和停车后退料两个阶段,在线退料是利用压缩机三段出口压力(约1.6 MPa(g))与罐区储罐间的差压将丙烯受槽中的液相丙烯持续不断地送回罐区储存,各段分离罐中的液相丙烯不断蒸发,在丙烯受槽中冷凝下来,这样可以将一部分液相丙烯压出工艺系统。停车后,由于系统压力、温度的变化,各分离罐和换热器用户中会冷凝一部分丙烯,停车退料则是通过使用高压氮气将管道和段间分离罐中的液相丙烯压至罐区储存。
2 丙烯制冷压缩机退料系统优化原因
丙烯压缩机工艺系统及换热器用户内大约存有600 t丙烯,使用方便安全的在线退料方式退料,只能将系统中100 t~150 t液相丙烯返回罐区。停车后,剩余的大部分丙烯依然留存在管道、换热器中,这部分液相丙烯只能使用高压氮气压送至罐区。此种退料方式有以下几个缺点:
(1)退料过程繁琐。在退料过程中需要开关多个阀门,由于阀门尺寸都较大,造成劳动强度大,需要的人力多;
(2)系统容易超压。丙烯压缩机工艺系统设计压力2.4 MPa,而高压氮气压力5.7 MPa,氮气阀门是手阀,需要手动控制,稍有不慎,制冷系统超压,造成设备损坏。如果氮气串入罐区,严重时会造成重大事故;
(3)退料时间过长。高压氮气管线尺寸为2",充压速度较慢。退料时间为1.5 d~2 d,从而严重影响检修工艺交出效率,制约检修进度;
(4)丙烯损失多。部分换热器、分离罐底部液态丙烯只能通过退料线返回蒸油釜,蒸油釜通过蒸汽加热放火炬燃烧,损失大量丙烯;
(5)各单元装置间沟通较为繁琐,如果某一环节沟通不畅或者执行不到位,容易酿成事故。
丙烯制冷压缩机停车后能退出大约200 t丙烯,系统内还存在200 t~250 t丙烯,这部分丙烯无法正常退出,只能排到蒸油釜放火炬,造成这部分丙烯极大的浪费。
3 改造方案
3.1 对退料管道的改造
(1)原系统设计有各丙烯换热器、各段间分离罐底部到蒸油釜(丙烯制冷系统最低点)的退料管线,依旧利用这部分管线,将丙烯换热器及分离罐中存留的丙烯利用高压氮气压入蒸油釜。
(2)部分丙烯主管道底部没有设计低点退料管线。主要利用去4℃用户管线的低点导淋、去-44℃用户管线的低点导淋、丙烯过冷器的低点导淋为接口等,增配各主管道最低点到蒸油釜的管线。具体流程(见图1)。
3.2 对机泵的改造
在蒸油釜处增设一台退料泵,提高蒸油釜中液相丙烯压力,并将丙烯输送至罐区进行储存。具体流程(见图1)。
4 机泵选型
4.1 机泵工艺参数
丙烯压缩机停车后,系统压力因季节变化而不同,在 0.4 MPa(g)~0.9 MPa(g)范围内;罐区丙烯球罐的压力也因季节而不同,在 1.0 MPa(g)~1.6 MPa(g)范围内。丙烯退料泵的工艺要求(见表1)。
4.2 机泵选型参数确定

图1 丙烯退料系统工艺改造流程图

表1 丙烯退料泵工艺技术参数
4.2.1 输送介质物理化学性能 机泵输送介质为洁净的液相丙烯,属于易燃易爆的有毒介质,要求机泵密封性能良好且具有防爆功能。
4.2.2 进料量 丙烯退料泵工艺流量参数(见表2)。

表2 丙烯退料泵工艺流量参数
4.3 机泵确定选型
由于蒸油釜顶部仅有一条尺寸为24"盲法兰预留口,可以安装单台机泵,因此要求机泵安全耐用。经过与设计院以及多家泵制造厂沟通,选择立式筒袋泵作为丙烯退料泵[4-6],机泵选型参数(见表3)。
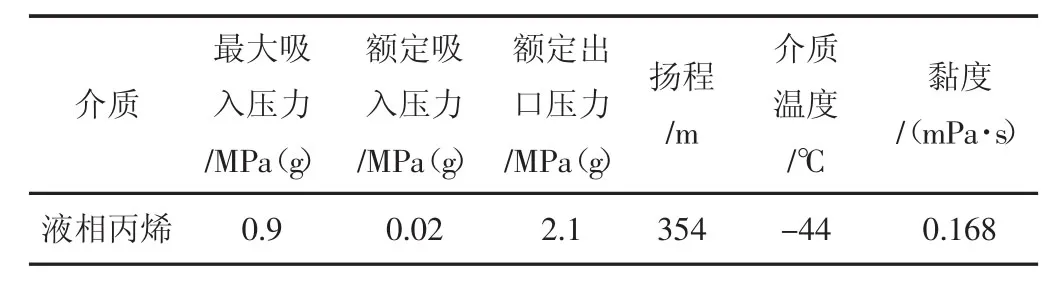
表3 丙烯退料泵技术参数
5 运行效果验证及经济性分析
机泵经过单试以及联试后,能够平稳运行。通过一次丙烯压缩机检修,投用此泵后,经验证,改造后能够回收约200 t丙烯/次。同时,可以将制冷系统工艺交出时间提前约24 h,也就意味着可以缩短检修时间一天,可以创造较大的经济价值。
6 结论
通过对丙烯制冷系统退料系统进行优化后,不仅能够回收更多的丙烯,减少了丙烯的浪费。还缩短了工艺交出的时间,提高了检修效率,降低了高压氮气串入罐区的风险。对MTP装置的平稳运行提供了更可靠的保障,为公司创造了更多的经济效益。
猜你喜欢
全面腐蚀控制(2022年7期)2022-11-27
煤气与热力(2021年10期)2021-12-02
煤气与热力(2021年5期)2021-07-22
科技研究·理论版(2021年22期)2021-04-18
化工设计通讯(2021年1期)2021-01-08
化工管理(2020年17期)2020-01-14
中国设备工程(2019年20期)2019-01-19
计算机测量与控制(2017年6期)2017-07-01
汽车维护与修理(2016年3期)2016-02-28
汽车实用技术(2015年8期)2015-12-26