大型贯流式机组定子下线关键技术探讨
2019-07-19 10:08
四川水利 2019年3期
(中国水利水电第十工程局有限公司机电安装分局,四川 都江堰,611830)
1 工程概况
老挝东萨宏水电站位于老挝人民民主共和国南部占巴色省境内,电站采用堤坝式开发,以发电为主,主要建筑物包括两岸混凝土重力坝、无闸门非常溢洪道、河中灯泡贯流式发电厂房及左岸敞开式开关站等。混凝土坝最大坝高33m,长度约6.8km,水库正常蓄水位为74.90m。电站装机容量260MW(4×65MW),多年平均发电量13.3亿kW·h。
该电站发电机为三相交流同步、卧轴灯泡贯流式水轮发电机。发电机型号为SFWG65-72/8850,定子总重174t,转子总重225t,现场叠片下线。发电机设备由阿尔斯通水电设备(中国)有限公司提供。
该电站定子绕组为双层条式波绕组、1支路星形连接。绕组电磁线采用先进的涤纶玻璃丝包烧结铜扁线,绕组绝缘为F级。线圈的槽部、出槽口及弯曲过渡部分均作防晕处理。为适应机组频繁启停机及热膨胀引起的线圈轴向伸缩变形并减小应力,端箍支架的结构允许端部线圈轴向伸缩。为防止在端箍内交变磁通感应产生电流,端箍设有周向绝缘。定子在安装间下线后吊入机坑。
2 定子线圈嵌装
2.1 定子下线工艺流程
定子下线工艺流程见图1。
2.2 嵌线准备
(1)按图纸要求和工艺文件准备好所需的材料和工装器具。阅读和熟悉银铜焊机使用说明。
(2)定子下线场地保持干燥清洁,布置整齐,通风良好,在定子周围搭设高度适当的防尘棚,防止金属粉尘、灰尘、杂物等进入下线作业区。在下线场地设专人经常清理地面,保持作业区清洁。
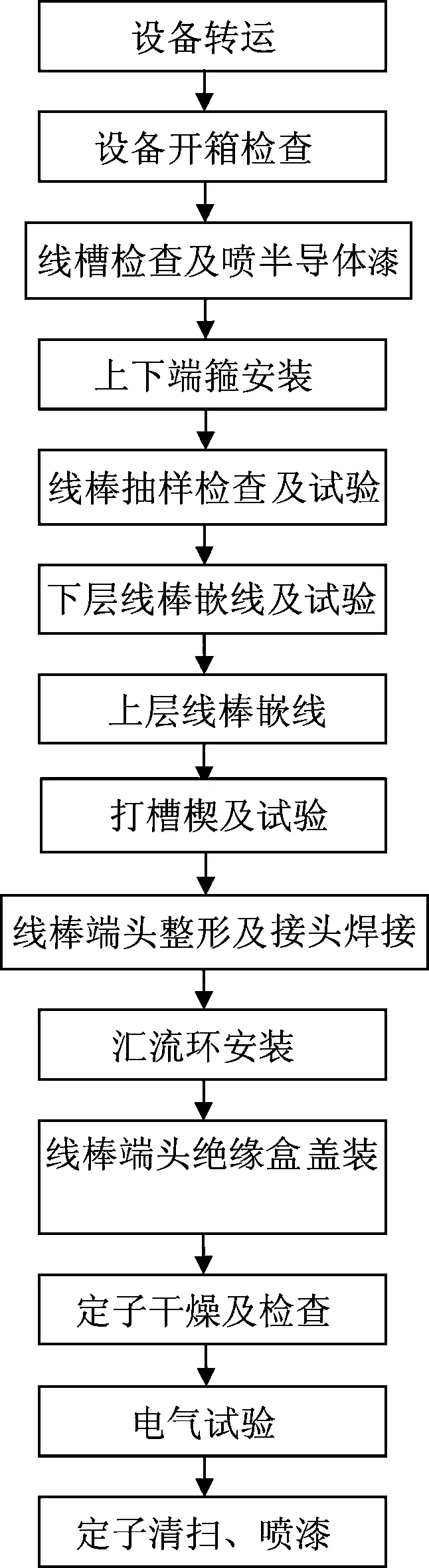
图1 定子下线工艺流程
(3)搭设作业平台、安装绕组RTD电缆搭接片。在上齿压板压指上面用钢印标记铁芯线槽号,并用防水记号笔在定子铁芯的上下端注上标记。
(4)用压缩空气清扫整个定子,检查槽内和铁芯无异物,检查铁芯槽内涂漆是否均匀、涂层是否有损伤。
(5)检查定子线棒槽部和端部是否有机械损伤,是否有明显的几何变形。对定子线棒进行绝缘检查和工频交流耐压抽查试验。
(6)线棒裹包准备:确定硅胶的厚度。测量线槽的宽度Bn和线棒的宽度Bb。从Bn和Bb的差值得到线棒和槽壁间的间隙。 对折的裹包带厚度是0.22mm。双边的厚度是0.44mm。
(7)硅胶的重量配比为:树脂∶固化剂=9∶1。树脂与固化剂应彻底搅拌。搅拌后硅胶在23℃环境下的使用时间为2h。当在混合前后进行冷处理,可以延长此时间。
注意:平包间距为1mm~3mm,两端长出铁芯各15mm,用透明绝缘胶带固定两周,线棒进槽后低阻带的开口朝上。硅胶的固化需线棒在槽内静置5h到10h。如果只是在槽内移动困难,可用垫块垫上毛毡小心敲击进入。
2.3 下层线棒嵌入
下层线棒安装之前铜焊表面必须磨光,用清洁的干布将线棒擦干净。用不同的布擦拭绕组端部和线槽避免擦拭物混杂。用胶带缠绕包裹线棒的低阻布。在定子铁芯的上端标记线棒编号,在整个定子铁芯槽中标识下层线棒的位置及RTD的序号。
检查定子线槽是否清洁(必要时用干燥空气吹扫)。安装时用电工胶带粘住定子线槽边角,以防损伤缠绕带。 用起吊装置或人工安装下层线棒,线棒上的标记要与定子铁芯上端的标记一致。测量上、下端线圈的伸出长度,检测下层线棒调整情况,安装层间垫条/测温(RTD)垫条,用木线棒将下层线棒预紧在线槽中并用专用工具固定线棒。检查并头板的径向位置,继续下一个线棒的安装。
安装时不能用榔头直接打击线棒。只能用塑料榔头在线棒上垫上纤维板和毛毡轻轻敲打。 测量铁芯端部到铜焊接缝的距离(以下端为主),用样板检查线棒两端的校正情况,测量相与相之间线棒的间隙,必须保证图纸上对最小间距的要求。
2.4 下层线棒绑扎
(1)准备安装垫块,用样板在下层线棒上标记出垫块的轴向位置。在上、下两端安装垫块,从层压面分开减薄调整垫块厚度,按图纸要求处理表面,垫块必须用一块毛毡包裹。用环氧树脂浸渍毛毡,将毛毡做成“U”形沿垫块放置,并安装垫块。垫块不能装得太紧,避免线棒产生应力。用上层线棒作为样板检查下层线棒并头板的位置(平行度)。
(2)端箍装配及绑扎。用拉紧的方法收紧软端箍涤玻绳将线棒与端箍以等距绑固。绑固过程中玻璃纤维丝带不能皱折。端箍的搭接方式:将两个端头的玻璃丝护套拉开,切除两个端部内部填充物约500mm,分三段截成阶梯状。将一端放在另一端上,用胶带绑扎好,套上两端的护套用胶带固定好。需注意:用环氧树脂分别在绑扎部位和端箍上刷一遍,根据图纸将环氧树脂(EP310)注入端箍中,每个线棒的端箍都要注入,在下端用桶收集多余的树脂,盖住上端的压指及压板,在上端收集多余的树脂,清除浸渍后多余的树脂。在浸渍端箍期间不要损伤线棒,清除玻璃纤维的尖角以免划伤手或引起定子绕组局部放电。
(3)EP310 Var3胶配比为:EPE19A∶EPE 19B∶Beschleuniger 01∶Farbsttoff 01=67∶ 33∶0.976∶0.024(按重量计)。固化时间为常温下70h。
(4)根据图纸包扎线槽出口到底部线棒RTD电缆并连接电缆搭片。
(5)下层线棒试验:进行下层线棒的耐压试验,如果不能达到高压试验所需的绝缘电阻就要干燥绕组。按要求抽查测量线棒表面槽电位差,一般小于10V。
2.5 上层线棒嵌入
在顶部线棒安装之前,将顶部和底部线棒的表面打磨光并清理干净,用干净的干布清洁线棒。用不同的布擦拭绕组端部和线槽避免擦拭物混杂,检查线棒有无外观损伤,用低阻布裹包线棒。
在整个定子铁芯槽标识上层线棒位置顺序(用遮盖带和永久记号笔),检查线槽的清洁度(必要的话用干风吹),安装时用电工胶带粘住定子线槽边角,以防损伤缠绕带。用起吊装置或人工安装上层线棒,去掉电工胶带并且去除定子铁芯上多余的硅胶。安装下层线棒的并头板,调整上层线棒,安装最终槽楔,继续安装下一个线棒。
2.6 打紧槽楔
(1)在线棒完全楔紧之后,线棒的底部和顶部铜焊表面应相互接触。槽楔安装过程中用标尺检测波纹板的预留空间。槽楔安装完成后,在测槽楔上测量弹性波纹板的残余变形量应为10%~30%。如果残余变形量过大应调整槽下的垫片厚度。
(2)槽楔缺口与通风沟对齐,槽楔不得高出铁芯表面。槽楔有撕裂,严重碎头者应更换。敲击榔头不得碰伤线棒和铁芯。
(3)埋有测温元件的线槽,打完槽楔后应立即检查测温元件。
2.7 上层线棒绑扎
用样板在上层线棒上标注垫块的轴向位置,在上、下两端安装垫块,从层压面分开减薄调整垫块厚度,按图纸要求处理表面,垫块必须用一块加毛毡。 用环氧树脂浸渍毛毡,将毛毡做成“U”形沿垫块放置,并安装垫块。垫块不能装的太紧,避免线棒产生应力。在安装垫块期间,上下线棒的铜焊表面要相互接触浸渍。包扎垫块,搭接不能多于两层。
在上、下两端绑扎槽楔,以及挡风板等。请注意: 绑扎物不能高出铁芯,同时消除玻璃纤维丝带上的尖点,以防止划手和定子绕组的局部放电。
2.8 并头焊接
(1)调整上、下两层线棒的并头板以得到平行的铜焊接头,将上层线棒和下层线棒接头铜焊在一起,往每个铜焊接头缝内插入银焊片。调整引线头满足如下的要求:切向和轴向的最大允许偏差为上、下层线棒引线接头的10%,但切向最大不超过3mm,轴向最大不超过4mm,银焊表面必须大于理论截面的80%,调整引线接头时尽可能减少线棒的变形。
(2)用浸水石棉绳包住线棒端头防护好绝缘层。用夹紧装置压紧铜焊接缝处,安装并绝缘隔离感应圈。用硬云母片对感应线圈和铜焊接缝进行绝缘。
(3)确认焊接夹钳已调整好位置,(注意不得碰到相邻线棒)打开循环通水冷却管路,按照银铜焊机的操作规程进行焊接施工。
(4)严格控制电流接通时间直至银焊片熔化,焊接部位渐呈深红色为止,估计达 710℃左右,此时用银焊片角料或焊丝对焊缝表面进行焊料补充。
(5)在银焊片凝固后方能断开压缩空气开关,待焊缝冷凝温度回落到 130℃以下,方可拆除夹钳等。外观检查铜焊缝有无裂纹,必要时重焊。
(6)以上述同样工艺过程进行第二次通电,把并头联接板另一头焊好。再顺序焊接另一槽线棒。
(7)对焊接完成后的接头进行清理,不许有焊渣存在,并对焊好的接头进行检查,焊接处应光滑、无棱角、气孔,焊缝熔合部位质量要求应符合有关规定。清理干净定子内一切杂物。
2.9 线圈接头绝缘盒套装
(1)将绝缘盒内表面用棉纱和酒精擦净。
(2)绝缘盒灌注胶为双组份,牌号按图纸要求。灌注胶组份比例、操作方法按该胶的说明书要求,配胶量一次不宜太多。绝缘盒填料为A、B组份的小包装,配比为按重量一盒对一盒的比例。此材料为自然固化,23℃室温下约需24h。绝缘盒灌注胶要求饱满,固化后的绝缘盒用小手锤敲击应密实。
(3)绝缘盒内灌注胶固化后收缩,用图纸规定的牌号环氧填充腻子封口,封口略高于绝缘盒上口并与线棒呈角焊形连接。
2.10 安装绕组引线
(1)预装绕组引出线,绝缘块等。根据图纸安装定子机座上所有绕组引出线。根据图纸调整绕组引出线。
(2)根据图纸安装极间连接线,安装前铜焊表面要磨光且清洁(无损伤、无尘、无油脂)。装配时要调整线棒引出线。在安装线棒引出线前,检查上下层线棒的铜焊表面是否清洁。
(3)根据铜焊的要求对下面接头进行铜焊处理,极间连接线—下线棒,极间连接线—上线棒。检查焊缝有无裂纹,必要时重焊。
(4)对定子引线接头进行绝缘处理,接头需1/2叠包云母带(0.14mm×25mm)18层,边包边刷环氧树脂,最后1/2叠包玻璃丝带一层,边包边刷环氧树脂。检查绝缘盒间的间隙要均一,高度要平齐。
2.11 干燥耐压
(1)对定子进行全面彻底清理,检查有无遗漏工序,发现问题及时处理。全面仔细清理定子,不得有焊渣,通风沟的金属物体和各种下线过程中产生的废物不得遗留在定子内。
(2)定子干燥。根据具体情况可采用红外线加热干燥或通大电流干燥。
(3)按试验规范进行交、直流耐压试验。在耐压试验前必须进行下列检测:测绝缘电阻符合有关要求,在40℃以下时,测得的绝缘电阻吸收比(R60″/R15″)一般不小于 1.6。
将测温元件、机壳可靠接地。
2.12 清扫喷漆
全部嵌线结束后在定子两端部、所有极间连线、主引线、中性线、导电环、导电排等部位浇(刷)环氧树脂漆,并在槽楔表面刷环氧树脂漆。在浇(刷)固化环氧树脂漆前应进行小样固化试验。若天气或环境原因造成环氧树脂室温固化时间太长时,可采用上述定子干燥的加热方法加速环氧树脂固化。最后在定子绕组及铁芯内表面喷覆盖漆。
3 结语
发电机定子是发电机的关键部位之一,定子下线质量的好坏直接影响到发电机的安全运行及使用寿命。东萨宏水电站大型贯流式机组定子下线严格按照该工艺进行,所有试验一次性通过。实践证明该定子下线工艺可行,可供同类工程借鉴。
猜你喜欢
水电与抽水蓄能(2022年3期)2022-07-17
机械工程与自动化(2022年2期)2022-05-24
科学家(2022年3期)2022-04-11
上海大中型电机(2021年4期)2021-12-17
模具制造(2019年10期)2020-01-06
综合智慧能源(2018年2期)2018-03-21
中华骨与关节外科杂志(2016年5期)2016-05-17
中国修船(2014年1期)2014-01-28
中国信息化·学术版(2013年3期)2013-06-25
综合智慧能源(2010年3期)2010-07-30