低碳钢微合金化抗时效性研究及工艺改进
2019-07-16 13:28:20宋卓斐王言峰马琳琳
山西冶金 2019年4期
韩 冰, 宋卓斐, 王言峰, 马琳琳
(1.华北理工大学冶金与能源学院, 河北 唐山 063016;
2.河钢股份有限公司唐山分公司汽车板事业部, 河北 唐山 063016;3.河北机车技师学院, 河北 唐山 063016)
随着国内外家电行业的蓬勃发展,家电产量及产品质量得到了飞速的提升,客户对家电用钢的产品品质提出了更高的要求。镀锌板以其优秀的耐腐蚀性、涂装性能在家电用钢中占有重要比例。
唐钢大力推进家电用镀锌钢带的开发及市场推广,开发了电视机后壳、冰箱背板、微波炉U 板系等列家电用钢,得到了国内主要家电企业的认可。然而,唐钢家电板在使用过程中仍然存在一定问题,主要集中在外板的生产和使用过程中。首先,在运输过程中为防止出现磕碰等问题,要求家电外板有一定的强度。其次,家电外板一般具有较复杂的结构,要求产品具有良好的加工成形性。第三,家电产品的加工制造流程较长,同时彩涂过程有烘烤工序,这就要求家电外板要有很好的抗时效性能,尤其是高温抗时效性能。如何很好地协调统一各方面要求,制约着唐钢家电用钢的发展。
1 试验方案制定及工艺控制
原有家电外板以SPHD 为原料,镀锌成品牌号为DX52D+Z,产品的强度及成形性能均可满足要求,但使用过程中存在一定比例的加工起楞缺陷,经实验分析为局部变形量较小导致的拉伸应变痕。本实验在原有方案的基础上对产品成分、热轧工艺及镀锌工艺进行调整,满足产品强度及成形性的同时,提升抗时效性。
1.1 化学成分
自然时效主要是由于钢中原子量小的间隙原子N 及C 等原子在钢中的快速扩散造成的,控制钢种间隙原子的数量是提升抗时效性的关键。固定游离C、N 原子的常规办法为加入Nb、Ti[1],使其形成TiC、NbN 等化合态。
本实验方案将C、N 原子控制在较低范围内,并向原料中加入一定量的Ti,C、N 原子优先与Ti 结合形成钛的碳氮化物,为避免退火工序再结晶温度过高及降低成本考虑,Ti 的加入量不足以完全消除C、N 原子。于是向钢水中加入微量B 合金,B 一方面与N 形成BN[3],起到降低间隙原子数量的目的,同时起到一定强化作用,实验用钢的成分见表1。

表1 抗时效家电用钢中包成分 %
实验用钢通过真空熔炼工艺及配比合适量的中碳锰铁,将碳含量降低至较低水平,并加入一定量钛和硼,其余元素基本一致。
1.2 热轧工艺
采用高精轧入口温度、高轧制速度的方式保证较高的终轧温度及温度精度的控制能力,终轧温度控制在890 ℃,奥氏体区轧制,采用较高的终轧温度主要目的在于提升晶粒轧制过程中的动态再结晶动力,避免在两相区轧制导致的晶粒尺寸不均匀,最终获得均匀细化的热轧组织。
卷曲温度采用730 ℃的高温卷曲,提升间隙原子的扩散动力,同时为间隙原子提供充足的扩散时间,以促进碳氮化物的充分析出。另外,较高的卷曲温度,使静态再结晶及晶粒长大过程更充分,抵消因合金元素加入导致的强度提升。
热轧组织以铁素体基体为基体,晶粒内部较纯净,铁素体晶界上弥散分布着碳化物,晶粒尺寸约为20 μm 左右。
1.3 镀锌工艺优化
C 含量的降低影响碳当量,进而影响铁素体再结晶温度,同时Ti 和B 的加入形成的析出相阻止晶粒的长大,该成分体系下的退火温度要高于传统的SPHD。对该成分体系进行热模拟实验,实验结果见图1。
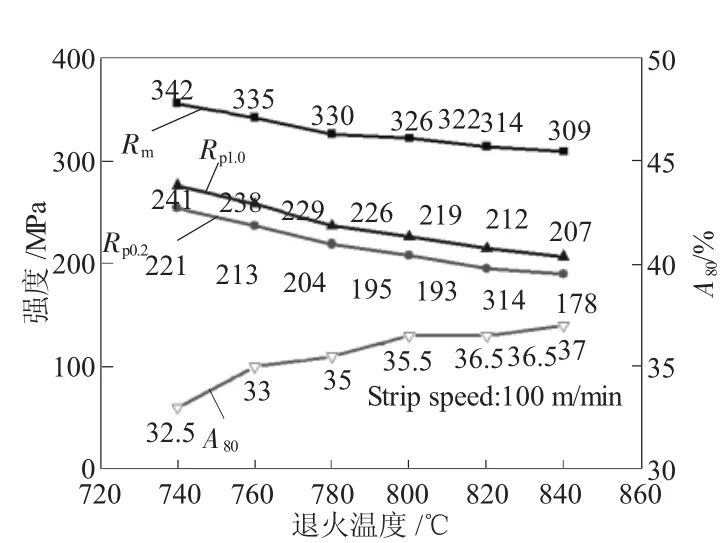
图1 成分优化后的热模拟结果
结合热模拟的结果及平时的生产经验,对工艺制度进行了初步的设计,最终退火温度采用790 ℃。
1.4 成品性能
镀锌生产后的成品力学性能见表2。

表2 成品力学性能
实验品抗拉屈服强度与一般DX52D+Z 性能基本一致,同时延伸率也略有提升,强塑积13 162.5 MPa·%,具有良好的强度和塑性的综合性能。
实验品金相组织见图2。
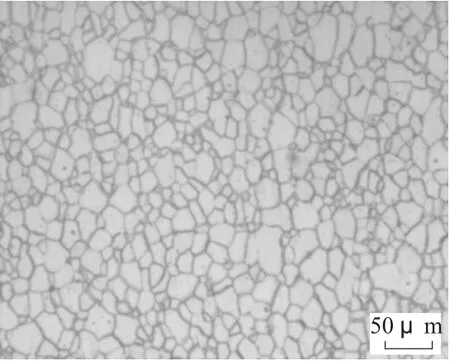
图2 金相组织X200
实验品充分完成再结晶,晶粒呈等轴状,晶粒尺寸均匀,晶粒度8 级,基体为铁素体组织,晶粒内部更加纯净,析出物在晶界处聚集。
2 带钢抗时效能力
2.1 自然时效
取样板在室温条件下分别放置一个月和三个月,使其自然时效[4],并对时效后的样板进行单向拉伸实验,各段拉伸曲线见图3,检测时效后的力学性能及屈服平台长度,并与初始性能进行对比。
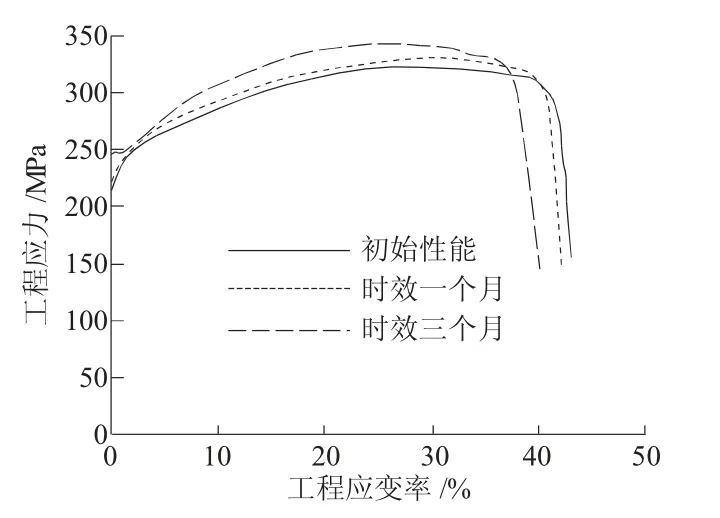
图3 自然时效条件下的单向拉伸曲线
对比初始性能与时效后性能可见,时效一个月,力学性能基本不变,且未出现屈服现象;时效三个月后,屈服强度及抗拉强度提升20 MPa 左右,延伸率略有下降,屈服平台长度在1.4%左右。
2.2 烘烤加速时效
取样分别在270 ℃下进行烘烤实现[5],烘烤时间60 s,烘烤后水淬至室温,第一组试样烘烤+水淬,第二组试样重复两次烘烤+水淬过程,第三组试样重复三次烘烤+水淬过程。对处理后的试样进行单向拉伸实验,试验结果见图4。
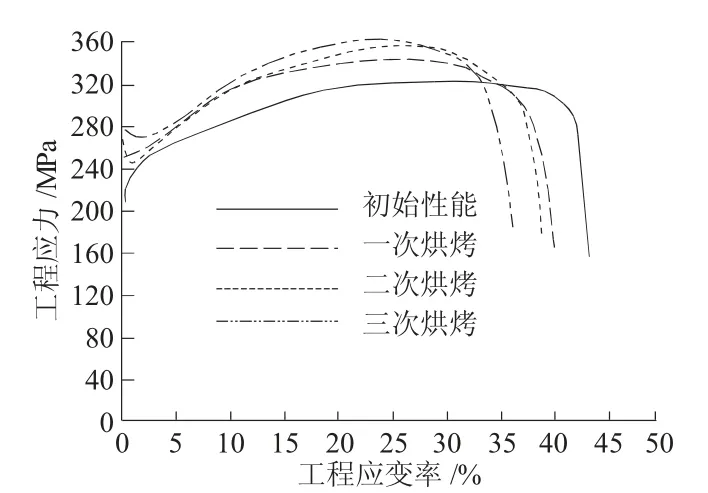
图4 烘烤加速时效条件下的单向拉伸曲线
对比初始性能及不同烘烤方式处理后的性能可见,进行一次烘烤试验后,抗拉强度上升20~25 MPa,屈服强度上升25~30 MPa,并开始出现屈服现象,屈服平台长度小于1%;经过两次烘烤处理后,抗拉强度及屈服强度上升30~40 MPa,屈服平台长度在1.5%左右,延伸率下降2%左右;经过三次烘烤相比两次处理,力学性能变化不大,屈服平台长度提升至2.2%左右。
带钢的抗时效能力较强,经历长时间的自然时效以及多次烘烤后屈服平台长度仍在较低范围之内。由于材料的家电外板的变形量往往在5%以上,大大超出带钢屈服延伸的长度,而当材料的变形量超于屈服延伸量时,材料将发生均匀变形,为避免家电板加工过程中的“起楞”缺陷起到积极作用。
3 结论
1)通过熔炼技术控制带钢中的C、N 含量,配比一定量的Ti 和B 的微合金化处理,降低基体中间隙原子的数量,配合合适的热轧及镀锌工艺,可生产出强度及塑性良好的产品。
2)经自然时效及烘烤处理加速时效后,带钢强度有所上升,屈服平台长度控制在较小范围之内,可有效避免带钢加工过程中的“起楞缺陷”的出现。
猜你喜欢
模具制造(2019年10期)2020-01-06 09:13:02
模具制造(2019年10期)2020-01-06 09:13:00
表面工程与再制造(2019年3期)2019-09-18 01:35:16
模具制造(2019年4期)2019-06-24 03:36:42
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年2期)2017-05-17 03:42:17
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
上海金属(2016年3期)2016-11-23 05:19:47
中国环境监察(2016年4期)2016-10-24 05:24:34
现代制造技术与装备(2015年4期)2015-12-23 10:20:20