
Fabrication of AA7005/TiB2-B4C surface composite by friction stir processing: Evaluation of ballistic behaviour
2019-07-16 11:58NitinkumarPolGauravVermaPandeyShanmugasundaram
Defence Technology 2019年3期
Nitinkumar Pol , Gaurav Verma , R.P. Pandey , T. Shanmugasundaram
a Research and Development Establishment (Engineers), Pune, India
b Department of Metallurgical & Materials Engg., Defence Institute of Advanced Technology, Pune, India
c Armament Research and Development Establishment, Pune, India
Keywords:Aluminum alloys Metal matrix composite Ballistic testing Friction stir processing
A B S T R A C T The present work aims to enhance the ballistic resistance of AA7005 alloy by incorporating the TiB2 and B4C ceramic reinforcement particles. Surface composites with different weight fractions of TiB2 and B4C particles were processed by friction stir processing.Micro-hardness and depth of penetration tests were carried out to evaluate the ballistic properties of the surface composites. The surface hardness of the composite was found to be nearly 70 HV higher than base alloy. The depth of penetration of the steel projectile was 20-26 mm in the composites as compared to 37 mm in the base alloy. Ballistic mass efficiency factor of the surface composite was found to be 1.6 times higher than base alloy. This is mainly attributed to the dispersion strengthening from the reinforcement particles.
1. Introduction
Aluminium alloys are mostly used in automobile, space and defence applications due to its high strength-to-weight ratio,high corrosion resistance, good weldability and excellent recyclability[1,2]. Materials with high specific strength and hardness are preferred for defence applications[3].The performance of an alloy can be enhanced by incorporating ceramic reinforcement particles[4]. Usually, particles reinforced metal-matrix composites (MMC)are processed by conventional methods such as stir casting,squeeze casting, liquid infiltration and powder metallurgy techniques [5-7]. However, bulk aluminum matrix composites processed by conventional methods show poor interfacial bonding,porosity etc. [8]. Compo-casting, a semisolid agitation process,which uses neuro-computing, fuzzy logic and swarm intelligence for process optimization, is shown to reduce the above drawbacks[9,10]. Instead of bulk composite, a surface composite layer of monolithic material which contains harder material at the surface and tougher material in the core are usually used to improve the ballistic resistance of aluminum alloy for defence applications[11-13].
Many methods, such as thermal spray, laser surfacing, and electron beam welding (EBM) techniques are used to produce surface composites[14-16].Recently,a novel processing technique,friction stir processing(FSP)is used to process metal-matrix surface composites [17,18]. FSP is a modified version of the friction stir welding process and it is mainly used for surface modification. In FSP process,grooves or drilled blind holes are made on the surface of the plates through which ceramic particles are introduced on the matrix surface [19-22]. Usually, a very minimum force is applied during FSP process and rotating and travel speeds are the important process parameters [19].
Many ceramic particles, such as Al2O3, Y2O3, SiC, carbon nanotube, TiB2, B4C are used as reinforcement to make metal matrix composite [4-6,9,16]. Recently, AA5083 and nano B4C composite processed by FSP is shown to have fine grain size,higher hardness,ultimate strength and low wear rate as compared to that of the base AA5083 alloy [23]. Similarly, improvement in mechanical properties is also observed in Al-matrix-TiB2surface composite [24]. It is reported that hybrid surface composite made of B4C and TiB2reinforcement particles by FSP process is shown to improve the hardness and wear resistance [25]. MMC made of TiB2coated B4C particles also shows better wear resistance [26,27].
Both B4C and TiB2have excellent ballistic efficiency parameters compared to other ceramic armour materials[28].Improvement in ballistic resistance is reported in friction stir processed AA7075-B4C surface composite [29]. However, the combined effect of B4C and TiB2particles on ballistic properties has not been explored yet.Thus,the present study aims to produce different AA7005-B4C-TiB2hybrid surface composites by FSP and ballistic resistance of the surface composites are investigated.
2. Experimental details
AA7005 alloy with the size of 150×100×8 mm plate was used as matrix and B4C and TiB2powder having an average particle size of 3 μm were used as reinforcement. The chemical composition of the base metal is given in Table 1.Reinforcement powders(B4C and TiB2)were taken at different particle ratio(as shown in Table 2)and mixed using a ball mill for 15 min.Drilled holes of 1.5 mm diameter and 3 mm depth were formed on the surface of all samples and reinforcement particles were placed on the holes and filled tightly.Surface composite upto a depth of 4 mm was fabricated using a friction stir welding machine. A straight cylindrical H13 steel tool with shoulder diameter of 18 mm and the pin diameter of 6 mm(4 mm length) was used for friction stir processing. For the better dispersion of the particles, the first run of the FSP was carried out without pin and the next pass with the pin.The rotational speed of 750 rpm, transverse speed of 50 mm/min and plunging speed of 30 mm/min was used for the fabrication of surface composites.Two passes in opposite direction were carried out to achieve uniform distribution of reinforcing particles in the surface composite layer.
Samples were cut from the cross-section of the fabricated surface composites for macro-structural examination.The polished cut section was etched using the Keller's reagent.A stereo microscope was used for macro-structural examination. Micro-hardness of all the samples was measured at 100 g load for 10 s dwell time using a Matsuzawa MMP-X7 micro-hardness tester.
Ballistic resistance testing on the base metal and surface composites was carried out as per the NIJ 0108 Ballistic Resistance Testing guidelines. The experimental setup is shown in Fig. 1.Aluminum alloy plate of 40 mm thick was used as backing metal for the depth of penetration testing.Surface composite samples firmly bolted with backing metal and were mounted on testing fixture as shown in Fig.2.INSAS 5.56 mm ammunition was fired from INSAS Rifle onto the surface composite samples from a distance of 10 m.The striking velocity of the projectile was measured using Doppler radar instrument. The fired projectile velocity was found to be 900±15 m/s. Initial firing experiments using the dummy targets were performed to aim and adjust the point of impact of the projectile onto the friction stir surface. After achieving the correct aiming,the projectile was fired on base alloy and surface composite samples. Three testing was conducted on the base alloy. After completion of firing, the backing metal samples were wire cut at the vertical central plane to measure the depth of penetration.
3. Results and discussion
AA7005/B4C + TiB2surface composites were fabricated successfully using FSP. Fig. 3 shows the macrograph of 50B4C-50TiB2composite along the cross-section.All FSP samples are found to be free from macro-structural defects such as wormhole, tunnel etc.Sufficient stirring of material has resulted in fabrication of macrostructural defect free samples. Particles are uniformly distributed due to sufficient stirring of the material during the processing.The nugget zone of fabricated FSP samples has found to be similar to basin shape nugget as reported earlier [30-33].

Table 1Chemical composition of AA 7005 alloy(wt.%).
3.1. Macro and microstructural characterization

Table 2Volume fraction of the B4C and TiB2 particles in different surface composites.

Fig.1. Experimental setup for ballistic testing.
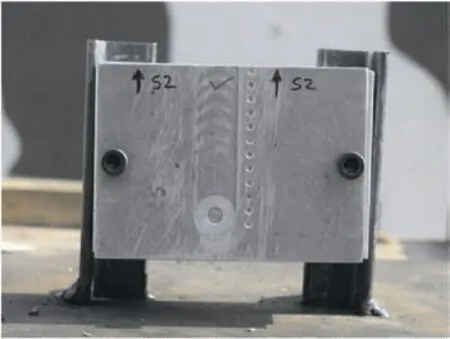
Fig. 2. Surface composite sample bolted with backing metal.

Fig. 3. Macro-structure of AA7005-(50B4C-50TiB2) composite.
Fig.4(a)shows the microstructure of the AA7005/25B4C-75TiB2composite at the interface between composite layer and surrounding base alloy. No porosity or holes are observed at the interface. The distribution of reinforcement particles in the aluminium matrix can be seen in Fig.4(b).The reinforcing particles are distributed uniformly in the aluminum alloy matrix due to the vigorous stirring action of the rotating tool. The interaction between the plasticized aluminum alloy and packed ceramic particles resulted in the formation of surface composite layer.The height of stir zone was measured to be 4.5 mm which is little larger than pin length of 4 mm. The measured width of the surface layer was 18 mm at the top of the surface and 5 mm at the bottom of nugget zone. Severe material flow in the upper region of the stir is attributed to significant friction between the specimen and shoulder.Distribution of reinforcing particles in both sides of stir zone is observed in the cross-sectional macrostructure. The average particle size of both B4C and TiB2was found to be 3 μm.

Fig. 4. Microstructural of AA7007/25B4C-5TiB2 composite.
3.2. Micro-hardness
The micro-hardness data for the base alloy (BM), friction stir processed (FSP) and fabricated surface composites 50B4C+50TiB2(S1), 75B4C+25%TiB2(S2) and 25B4C+75TiB2(S3) are shown in Fig.5.The micro-hardness of base metal is found to be 90 HV which is increased to 120 HV after friction stir processing without any reinforcement.With the addition of the reinforcement particles the hardness is increased to 150 HV.The presence of B4C and TiB2in the composite is resulted in such an increase in the micro-hardness.Thus, the increasing in the hardness of the composite is mainly attributed to Orowan strengthening mechanism. The highest surface hardness is observed in S1 sample. It is worth mention that surface hardness of all the composites are nearly in the same range.Although the inherent hardness of B4C(2800 kg/mm2)is on higher side than TiB2(2500 kg/mm2) [34,35].
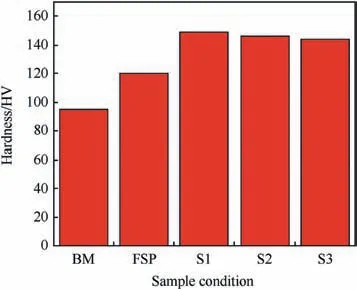
Fig. 5. Micro-hardness data of the base alloy (BM), friction stir processed (FSP) and fabricated surface composites 50B4C+50TiB2 (S1), 75B4C+25%TiB2 (S2) and 25B4C+75TiB2 (S3).
3.3. Ballistic Resistance Testing
Fig.6 shows the front end appearance of the AA7005 base metal and AA7005 surface composite samples after the ballistic testing.Ballistic testing using INSAS 5.56 mm ammunition with a steel projectile is resulted in damage in the target samples and its backing metal.
Penetration test clearly shows that high velocity steel projectile is completely penetrated into the composite plates and partially penetrated in the backing plate. Enlargement of perforated hole is mainly attributed to the occurrence of significant plastic deformation due to transfer of high impact energy from the projectile onto the surface. The absence of visible crack and brittle scattering is evident from Fig. 6 indicates that the ductile behaviour of surface composites which is due to the soft aluminium matrix.
The cross-sectional macrographs of the damaged samples are shown in Fig.7.It is very clearly seen from the images(Fig.7)that the projectile is penetrated at different depths in base alloy and fabricated surface composites. The depth of penetration of the projectile was measured from each sample and is presented in Table 3.Three testing was carried out on the base alloy samples and the penetration depth was found to be 37 mm in base alloy.
The depth of penetration was nearly identical in all the three testing on base alloy. Thus, for the composite samples only one testing was carried out due to limited availability of the composite.It can be seen from Table 3 that depth of penetration in friction stir processed surface composite samples is lower(less than 26 mm)as compared to that of the base AA7005 (37 mm). The presence of hard ceramic particles (B4C + TiB2) in the surface composite is mainly responsible for the reduction in depth of penetration of the projectile.The depth of penetration is found to be very less(20 mm)in the 75B4C+25TiB2surface composite sample. The presence of more B4C particles as compared to TiB2particles in this sample is mainly attributed for the better ballistic performance. Higher ballistic efficiency parameter of B4C (480) compared to TiB2(418)justifies the testing results[28].It is also observed that in the case of base AA7005 alloy the projectile was intact and whereas in the case of surface composite sample it is deformed as seen in Fig. 8.
The Mass Efficiency (Em) factor(or mass effectiveness factor) is defined as ratio of the ballistic performance of the target(e.g. surface composite sample) with that of baseline target (AA7005 base metal) and is calculated as [36]

Where,
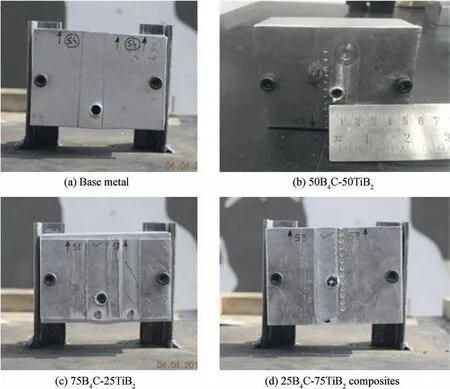
Fig. 6. Front end appearance of the tested samples.
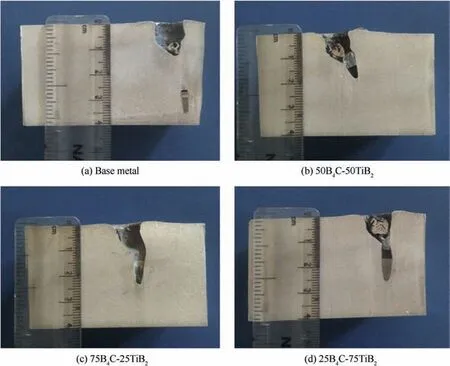
Fig. 7. Cross sectional image of damaged samples.

Table 3Depth of penetration of the steel projectile in the base and composites.

Fig. 8. Macrograph showing the projectile tip (a) base metal, (b) 25B4C-75TiB2 composite.


Emrepresents the factor by which the areal density must be multiplied if an entire armour combination, consisting of a composite plate of thickness hcand backing metal plate of thickness Pr,was to be replaced by backing metal or equivalent to provide the same protection and therefore higher Emis desirable in ballistic protection designing.The calculated mass efficiency(Em)factor for the base alloy and surface composites is given in Table 4. The surface composite samples show significant improvement in mass efficiency. The 75B4C+25TiB2sample shows nearly 1.6 times the mass efficiency of the base alloy. Hence it can be concluded from this study that surface composites made of B4C and TiB2particles are effective in reducing the projectile penetration.
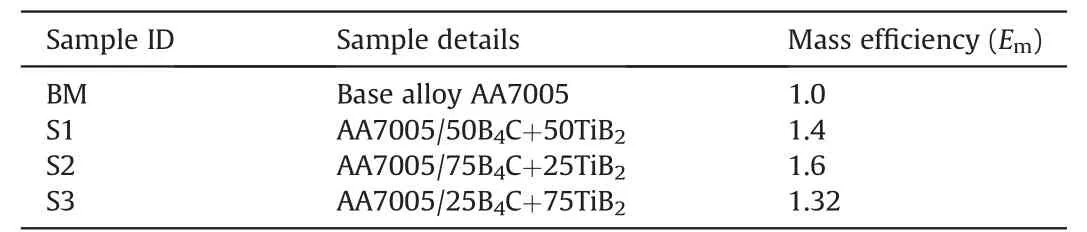
Table 4Calculated mass efficiency factor of base and surface composites.
4. Conclusions
Different surface composites made of 25B4C -75TiB2, 50B4C-50TiB2and 75B4C-25TiB2reinforcement particles are successfully fabricated on AA7005 alloy surface using friction stir processing.Surface hardness of the base alloy, FSP sample and 25TiB2-75B4C composite is found to be 90,120 and 150 HV,respectively.It is found that micro-hardness of the different surface composites are nearly the same and this might be due to the similar particle sizes of the reinforcing powders.Depth of penetration of the steel projectile on the base alloy, 25B4C -75TiB2, 50B4C -50TiB2and 75B4C -25TiB2surface composites is found to be 37, 26, 24, and 20 mm, respectively. The enhancement in ballistic resistance is attributed to the presence of hard ceramic reinforcement particles in the surface composite and the tough core of the matrix. The mass efficiency factor of 75B4C -25TiB2surface composite is found to be 1.6 times that of base alloy. Thus, the present work is demonstrated that surface composite fabricated by friction stir processing is an effective method to improve the ballistic resistance of aluminium alloys.
Acknowledgement
The authors are thankful to Shri G Madhusudan Reddy and Shri Suresh for carrying out the friction stir processing operations at DMRL.Authors also thank Shri Kaushik Samantha and Shri Praveen,ARDE, Pune, for the ballistic testing. One of the authors (NP), is grateful to Director R&DE(E)for his kind permission to publish this paper. This work was supported by Defence Institute of Advanced Technology(DIAT), Pune (DIAT-In house Project).
- Defence Technology的其它文章
- Body armour - New materials, new systems Ian G. Crouch*
- Special materials in pyrotechnics VII: Pyrotechnics used in thermal batteries☆
- Real-time calculation of fragment velocity for cylindrical warheads
- Heavy metal free primers: Polymorphism of gadolinium and titanium in the context of GSR glass phase Felice Nunziata
- Mitigation of EDFA transient effects in variable duty cycle pulsed signals
- Ballistic impact properties of woven bamboo- woven E-glassunsaturated polyester hybrid composites