
Ballistic impact properties of woven bamboo- woven E-glassunsaturated polyester hybrid composites
2019-07-16 11:58AidyAliRitunAdwiyhKnnnRssihWeiKunNgFizArifinFizOthmnMuhmmdShuqiHzinFidziAdullhMegtAhmd
Defence Technology 2019年3期
Aidy Ali , Ritun Adwiyh , Knnn Rssih , Wei Kun Ng , Fiz Arifin ,Fiz Othmn , Muhmmd Shuqi Hzin , M.K. Fidzi , M.F. Adullh ,M.M.H. Megt Ahmd
a Department of Mechanical Engineering,Faculty of Engineering,Universiti Pertahanan Nasional Malaysia(UPNM)National Defense University of Malaysia(NDUM), Kem Sg. Besi, 57000, Kuala Lumpur, Malaysia
b Department of Mechanical Engineering, Politeknik Port Dickson (PPD), KM 14, Jalan Pantai, Si Rusa, Negeri Sembilan, Malaysia
Keywords:Woven bamboo E glass Hybrid composites Ballistic limit velocity Energy absorption
A B S T R A C T In this study,a laminated woven bamboo/woven E glass/unsaturated polyester composite is developed to combat a ballistic impact from bullet under shooting test. The aim of this study is to understand the fundamental effects of the woven bamboo arrangement towards increasing ballistic resistance properties. The work focusses on the ballistic limit test known as NIJ V50, which qualifies materials to be registered for use in combat armor panels.The results show that the composites withstood 482.5 m/s±5 limit of bullet velocity,satisfying the NIJ test at level II.The findings give a strong sound basis decision to engineers whether or not green composites are qualified to replace synthetic composites in certain engineering applications.
1. Introduction
Natural fibers are generally obtained from animal, plant, or mineral sources.The development of fiber composites using plants has attracted interest.Bamboo is especially of interest as the fiber is ecofriendly and helps in fixing carbon dioxide.These characteristics have made bamboo an important plant fiber, with a high growth rate and availability. About 1000 species of bamboo grow abundantly in South America and Asia [1]. Sustainable and recyclable composite materials from the utilization of bamboo are obviously in high demand from consumers and industry due to excellent performance.
Bamboo is a fast-growing, perennial, abundant bio-resource belonging to Barbusse, a genus under Gramineae. Researchers have increasingly developed their expertise by applying many types of different materials from bamboo fibers to generate high end quality sustainable industrial product. In Asia and South America, the role of bamboo in construction industrial and component has been stimulated by widespread availability in the tropical and subtropical climate regions. Fast growth and combinations with other raw material have developed composites with high mechanical strength and low specific weight.The replacement of natural fibre composites for synthetic fibre reinforced plastics has grown significantly due to lower cost and improved sustainability,which includes both advantages and disadvantages[2].The structural community has great interest in natural-based reinforced composites, as they offer good mechanical properties,recyclability,and environmentally-sustainable production and use.
Since 2015, bamboo composites have become new green materials that are widely used and explored by researchers. A review on thermomechanical behavior of bamboo is detailed in Refs. [3-8]. In 2014, Kannan et al. [7] successfully mapped the mechanical properties of bamboo in 3 dimensional views that allowed researchers to evaluate the most maximum performance of bamboo parts in term of mechanical properties. Later, the research explores on developing bamboo in form of strips then make them into woven to produce a layer of bamboo [9-12].Moreover, Kannan and Aidy et al. [13] successfully study the performance of these bamboo composites in dynamic properties that is call fatigue and fracture of the bamboo.Such information is vital to allow engineers to decide whether or not to apply bamboo composites in their engineering components, especially as a new construction material.
There has been tremendous improvement in the design of ballistic protective materials, which have been in use from time immemorial.Developments in the technology of manufacturing high performance fibers and production processes have enabled the production of light weight body armor with improved protection levels. Such composites and fabrics have been a good replacement for modern armor material in place of high-density metals and alloys. Body armor is designed to protect the human torso by preventing penetrating threats and internal damage. The actual performance of armor is measured in terms of the interaction between the armor and human torso. The effectiveness of armor against non-penetrating threats also should be considered in this case.
Modern body armor can be classified as either hard body armor or soft body armor.Categories of body armor can be differentiated in terms of material. Hard body armor has greater protection level compared to soft body armor.A hybrid system consists of layers of ceramics and fabrics bonded together and serves the specific purpose of preventing projectile penetration.Hard body armor mostly used by law enforcement officers and military personnel as it offers high level of threat protection.However,soft body armor is greatly preferred as it provides adequate protection and is more flexible when moving[14].Designing a ballistics materials from composites are now becoming more popular because of its promising results and achievements[27].Very limited work on ballistic was reported and the recent study by Renato Batista da Cruz et al. [28] successfully developed and characterized a giant bamboo fiber reinforced epoxy composite for multilayer ballistic armor.It was reported the performance increase 22% compared with aramid fabric.
In this study,woven bamboo has been combined with woven E glass fiber to combat the ballistic impact of bullets.The aim of this study is to understand the correlation and fundamental effects of the woven bamboo arrangement towards increasing the ballistic limit of a green bamboo composites. The work is focusses on the ballistic limit test known as V50 and NIJ that qualifies materials for use in combat armor panels or materials. The measurement and testing of ballistic limit on other natural woven can be studied in Ref. [15]. There has been numerous work on ballistic properties of hybrid composites of synthetic fibers. However, there are limited work reported on measurement of ballistic limit on natural fibers.However,none of the reported work has performed measurements of the ballistic limits of woven bamboo composite. This study provides the ballistic limits of hybrid woven bamboo/woven E Glass.The failures modes of the shooting damage are also analyzed.
2. Materials
The materials used in this study are “unsaturated polyester”(UP) as the matrix material and “Woven bamboo fiber” (WB) and‘Woven E-Glass fiber’ (WEG) as the filler fiber. The mechanical properties of fabrics are strongly influenced by the warp and weft.Dense fabrics tend to have higher bending, shear and tensile rigidity. In this study, for the woven bamboo using combination of Weft(30 thread/cm) and Warp (60 thread/cm) and for the E Glass using combination of Weft (40 thread/cm) and Warp (66 thread/cm).
2.1. Unsaturated polyester
The matrix system consists of Reversol P-9509 unsaturated polyester (UP) supplied by the Synthomer (Malaysia) Sdn. Bhd.Company. Reversol P-9509 has a specific gravity of 1.12 at 25°C, a viscosity of 450-600 cps,a volumetric shrinkage of 8%,and an acid value of 29-34 mg KOH/g for the solid resin.This type of resin is a rigid, minimally reactive, and thixotropic general-purpose orthophthalic unsaturated polyester resin. It is easily prepromoted for an ambient temperature cure with the addition of methyl ethyl ketone peroxide(MEKP) as the catalyst. Additionally,it is conveniently workable in hand lay-up applications and offers easy air release.
2.2. Bamboo
The bamboo species used in these tests was Gigantochloa Scortechinii (Buluh Semantan), collected from Kampung Bukit Larang in Malacca,Malaysia.Bamboo plants were cut into lumber strip fiber parts using a cleaver and a hand saw. The strips were cut by knife to thicknesses of 1.5 mm,then woven into a fabric(see Fig.1).The reason for using 1.5 mm thicknesses was previously described in Ref. [9].
3. Fabrication of composites
The materials, including woven bamboo (WB), woven E-glass(WEG) and unsaturated polyester (UP), were used to fabricate woven Bamboo/woven E-glass hybrid composites. Two different layer configurations of Bamboo/E-glass/UP hybrid composite were fabricated. Table 1 shows the configurations and properties of the developed composites.
The layering process of WB,WEG and UP was divided into three stages. First, woven bamboo was dry in a MEMMERT BASIC Universal Oven-UFB 400-500 at 60°C for 6 h to reduce moisture to strengthen the adhesion between unsaturated polyester resin. After 6 h of heating,the average moisture content of strips of woven bamboo reached about 20%.
Then, WB and WEG were subjected to the hand lay-up process to form laminate. WEG was laminated with its respective layers according to the specified configuration,followed by lamination of WB with its respective layers. Before lamination, WB and WEG were cut squares with dimensions of 300 mm×300 mm. Then, 6 WB and 9 EG were weighted separately to obtain their respective weights. The weights of 6 WB and 18 WEG are shown in Table 2.
After obtaining the weight of fibers,the amount of unsaturated polyester (UP) needed to produce Woven Bamboo/Woven E-glass/UP hybrid composites can be determined. Total weight of UP needed are sum of 200%of total weight of woven bamboo and 60%of total weight of Woven E-glass. Hence, for each configuration of Woven Bamboo/Woven E-glass/UP hybrid composites as shown in Table 2,1.0126 kg of UP is needed.

Table 1Configurations and properties of bamboo/E-glass/UP composite.

Table 2Weight of fiber.
Then, the PVC film was placed on the flat table. Then, a release agent,Silicon,was used to spray the surface of PVC film in order to ease the removal of laminate composite after the lamination process is done. UP type Reversol P-9509 is then mixed with methyl ethyl ketone peroxide (MEKP) with the weight ratio of 100 UP:1 MEKP. They were stirred until the color of mixture changed from light white to clear yellow. After that, the mixture was brushed in one direction onto the PVC film.Then,a piece of woven E-glass was placed immediately on top of the PVC film. The mixture was once again brushed in one direction on the woven E-glass. The process was repeated for several layers of WEG as needed in the configuration described in Table 2. After lamination of WEG, WB was placed on top of the piled up laminated layer of woven WEG and brushed with the mixture in one direction. The process was repeated for the 6 layers of WB.The above process was repeated for several layers of woven bamboo and WEG. The final step was to place a 10-kg load on the composite and store the composite at room temperature for a period of 24 h to allow gelling and curing to progress. After 24 h, the load was removed and the WB/WEG/UP hybrid composites were formed. Fig. 2 (a) to (d) illustrate the fabrication process of WB/WEG/UP hybrid composites with configurations of 6 BW and 18WEG.
4. Ballistic limit testing (V50)
The ballistic limit test for laminated WB/WEG/UP hybrid composites was experimentally determined using standard equipment in Kompleks Persenjataan Pusat Sains Dan Teknologi Pertahanan Bahagian Teknologi Persenjataan, STRIDE Batu Arang. This section provides details of the equipment and methods in this testing.
4.1. Test gun
Testing used 9 mm test barrel (PROTOTYPA) test gun as shown in Fig. 3. The purpose of using a test gun rather than a normal mounted gun is because it gives precise results for shooting.
4.2. Bullet
The 9 mm bullet is the commonly-used round fired from pistols and sub machine guns. In this ballistic test, the bullets used weighed of 7.45 g as depicted in Fig. 4.
According to level IIIA standard of National Institute of Justice(NIJ 0101.06), the rifles utilized were 357 Magnum JSP and 9 mm FMJ. All jacket materials were mostly made up of copper alloy consisting of 90% copper and 10% zinc with lead cure that alloyed together with hardening material. The projectiles were shoot accordingly to the recorded speed in the NIJ standard as summarized in Table 3.
4.3. Velocity measurement device
To measure the velocity of the bullet,2×Portable PRO CHRONO velocity devices were used. The first device was placed at 2.67 from the test gun while the second device is then placed at 0.78 m from the target in accordance to the standard as shown in Fig.5.All setup was performed to ensure that the ballistic limit test is perform successfully as shown in Fig. 5. According to the V50 standard for armor, the mounting fixtures, frame support and clamps must be able to retain the sample and withstand the shock resultant due to the ballistic impact of test projectiles.The sample was capable of being adjusted in the vertical or horizontal directions to make it easy to locate the point of impact anywhere on the sample.
4.4. Shooting test procedure for V50
The test targets were assembled and measured according to the test range configuration in the 0101.06 NIJ Standard (see Fig. 5). A test round was fired through the paper behind the frame after replacing the witness plate to determine the exact point of impact.Additional rounds were fired as required until the proper alignment and a stable striking velocity were achieved.A 9 mm bullet was the first firing was loaded with certain striking velocity and either complete penetration or partial penetration were established.
After obtaining 6 complete penetrations and 6 partial penetrations,sample 1(18 layers of Woven Bamboo and 4 layers of Woven E-glass)was replaced with Sample 2(9 layers of E-glass,4 layers of Woven Bamboo and 9 layers of Woven E-glass).
5. NIJ test
The NIJ standard impact test was conducted using a single stage gas gun to propel the projectile through a long panel 4 m and 9 mm in diameter, as shown in Fig. 6. There are four main parts to the single stage gas gun apparatus,the gun barrel,a pressure reservoir,the catch chamber and the computer software system. The gun barrel was designed as a long cylindrical vessel of 4 m length,ensuring that the projectile slides through and shoots the target.The barrel has a very smooth interior surface in order to reduce friction with projectiles. The gas gun used compressed helium gas to fire the projectile.The velocity of the projectile was controlled by the gas pressure. Nine samples for each testing condition were considered to ensure good data repeatability. The gas gun was connected to a ballistic data acquisition system.
The target with dimensions 100×100 mm was placed at square iron frame with circular hole uphold tightly to be tested.Nuts and bolts clamped the frame to prevent the specimen from moving out of the impacted targets. The impacted signal was calculated to include the velocity of projectiles obtained by means of measuring the time interval for the projectiles passing through reference point.First,the pressure was set to 151 bar,which is considered the highest pressure with maximum volume of helium gas in the tank.
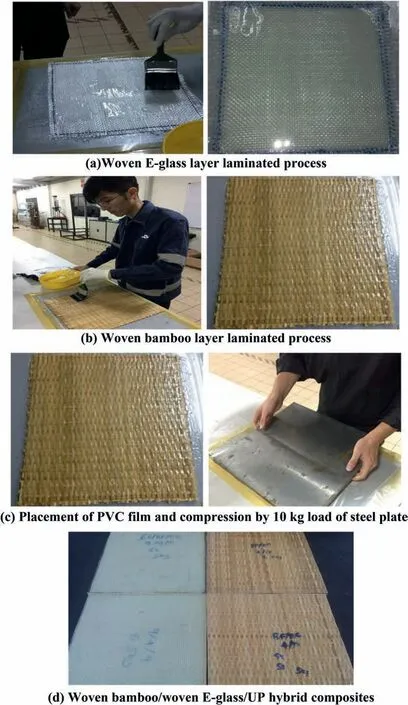
Fig. 2. Laminating process.
Then, the tests were repeated with pressures of 140 and 130 bar three times to obtain the average velocity. Having performed the test,the failure of the developed composites can be seen obviously using naked eye. To make the image clearer, a stereo microscope was used to magnify the failure and damage on the specimen.
6. Results and discussion
6.1. V50 ballistic velocity results
The ballistic limit or V50 is commonly defined as a 50%probability of penetrating a target that given impact velocity.It is an average from the highest partial penetration and complete penetration of velocities. The amount of propellant for different impact velocities has been determined through an empirical method by adjusting the mass of the propellant. As indicated by US MIL-STD-662F, V50 might be ascertained by taking the arithmetic mean of equal number of highest partial and lowest complete penetration of impact velocities. The ballistic limit velocity (V50) was estimated during experimental data on the basis of whether the projectile penetrated the hybrid composite either completely or partially.It is the most broadly perceived apparatus to determine the ballistic execution of a material, for instance, precision of the estimation,

Fig. 3. Test gun for shooting.
with increments for an expanding number of ballistic tests[19].It is a generally utilized rule for surveying the effectiveness of defensive layer.
The results of the shooting tests were collected to determine the ballistic limit for 18 layers of Woven Bamboo and 4 layers of Woven E-glass(4:18 WB:WEG);and 9 layers of E-glass,4 layers of Woven Bamboo, and 9 layers of Woven E-glass (9:4:9 WEG:WB:WEG),respectively. The results for (4:18 WB: WEG) are tabulated in Table 4.
Table 4 shows the outcomes of up-and-down firing of V50 ballistic limit for 18 layers of Woven Bamboo and 4 layers of Woven Eglass (18:4 WB:WEG). The amount of propellant for various effect velocities was resolved through an experimental method by adjusting the mass of the propellant, which is the explosive mass.The propellant fills for the shots and next shot were adjusted until at least three partial penetrations and three complete penetrations were achieved [l8]. The first velocity was tested higher than reference velocity of 390 m/s.According to the V50 Ballistic Test for body armor[40],the first striking velocity must be above the base prerequisite.The outcome acquired from the first firing of velocity,390 m/s, was partial penetration, followed by the second strike,359 m/s and third of striking velocity, 470 m/s consisting of the same explosive mass. The sample still produced a partial penetration result when the velocity was increased to 470 m/s, with a weight of explosive mass of 0.41 g for the next firing.However,at a velocity of 480 m/s with 0.50 g, perforation occurred through the sample.Thus, complete penetration was obtained.
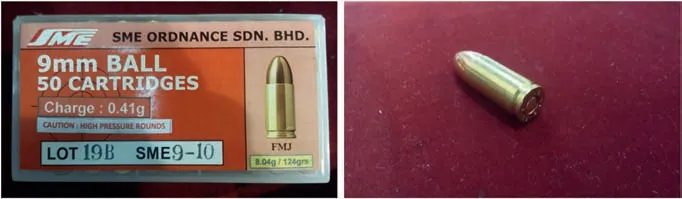
Fig. 4. Bullet use for Test.
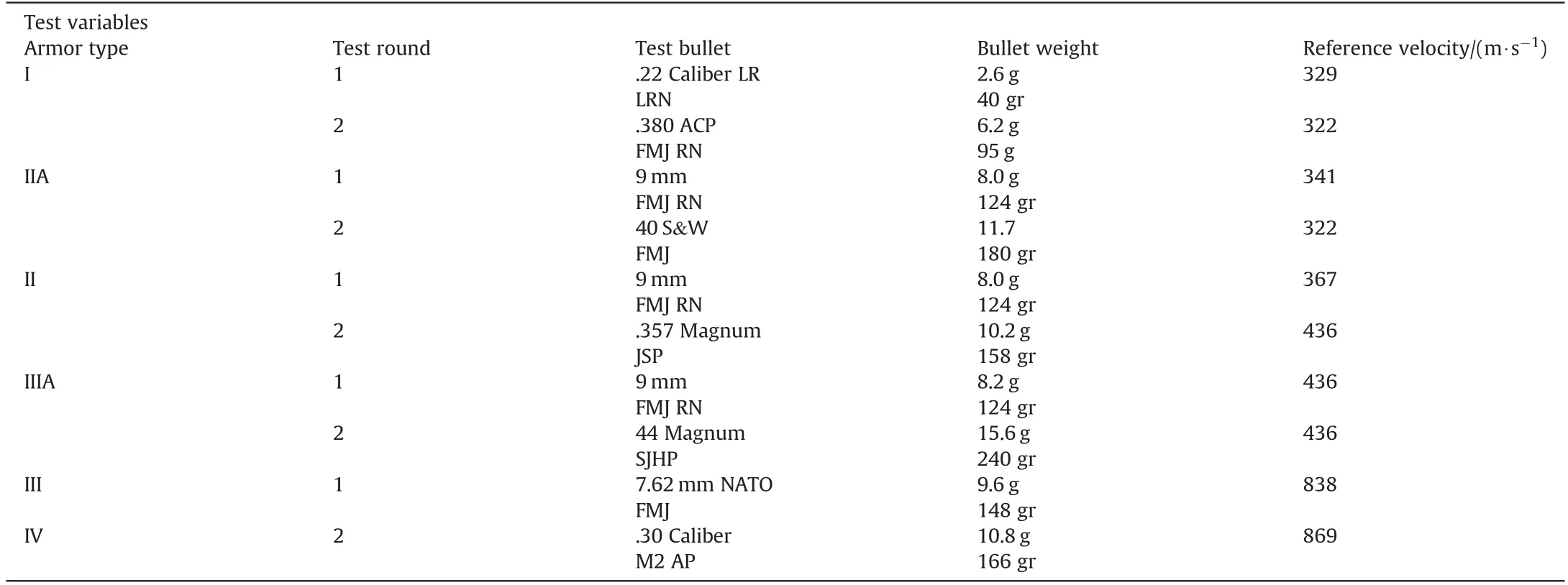
Table 3NIJ standard 0101.06 P-BFS performance test summary [16-18].
The velocity was increased to 488 m/s with diminishing explosive mass to 0.48 g, which indicated partial penetration on the sample.In order to obtain complete penetration again,the velocity was increased to 498 m/s along with increasing weight of 0.49 g.The bullet managed to penetrate the 18 layers of WB and 4 layers of WEG successfully.By utilizing a similar speed but decreasing mass by just 0.05 g, complete penetration once again occurred. The velocity was decreased to 490 m/s, 486 m/s and 484 m/s along with the decreasing of weight of 0.483 g,0.48 g,and 0.47 g,respectively.The complete penetration results were recorded all throughout the sample.For the last shot,the velocity was decreased to 477 m/s and finally partial penetration was obtained.
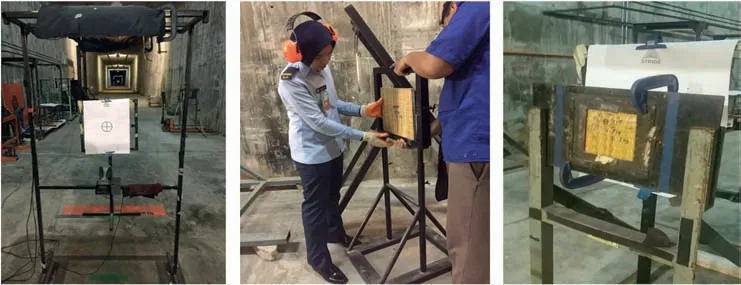
Fig. 5. Setting up of the sample.
Fig. 6. The gun barrel with high speed camera.
By taking at the velocity of 488 m/s and 477 m/s, the average velocity obtained was 482.5 m/s ± 5 m/s. The average obtained is the value of limitation for (18:4 WB:EG). This gives the ballistic limit of this materials. The value obtained is in the range between the velocities where penetration occurred.Therefore,the limitation of (18:4 WB:WEG) can be found at a value of 482.5 m/s±5.
The results of (9:4:9 WEG: WB: WEG) sample are tabulated in Table 5.For the 9 layers of E-glass,4 layers of Woven Bamboo and 9 layers of Woven E-glass (9:4:9 WEG: WB: WEG) result, only 8 striking velocities managed to undergo the firing test. This is because the sample failed and reached the limitation of integrity.The sample could not withstand the high impact of projectiles. In the first firing at a velocity of 454 m/s with the weight of explosive mass of 0.41 g, complete penetration occurred. The velocity was reduced to 365 m/s, 421 m/s, and 417 m/s and partial penetration was successfully obtained. However, when the velocity was increased to 476 m/s with value of explosive mass at 0.45 g, complete penetration occurred.The striking velocity again was reduced to 441 m/s and 428 m/s with weight values of 0.40 g and 0.39 g,respectively. The tests resulted in complete penetration. With the similar velocity but lower weight of 428 m/s and 0.385 g, partial penetration was obtained.
The velocity at 421 m/s and 417 m/s were calculated to determine the approximate average of velocity which valued at 414.5 m/s±5.The average velocity was determined from the velocity where partial penetration has occurred.The ballistic resistant limitation of(9:4:9 WEG: WB: WEG) configuration was found in the range of 414.5 m/s±5.
6.2. NIJ test results
Impact and absorbed energy are two primary parameters used to evaluate the ballistic impact properties of hybrid composite in agreement with the NIJ 0101.06 standard. The test specimens of 10×10 cm of laminated hybrid Woven Bamboo/Woven E-glass fiber were subjected to ballistic impact in order to evaluate the compressed gas gun impact data measurement capability. The impact velocity of a projectile highly influences the performance of the protective systems [20]. According to Ridhwan et al. [21], a couple of components influence parameters such as the projectile and target geometry,the strike velocity and energy and the impact angle of the projectile toward the target area. Some of these variables are examined in this section. Fig. 10 shows the shooting experiment in which the bullets hit the target.
In this test, the 18 layers of E-glass with 4 layers of woven bamboo (18:4 WB:EG) were utilized and explored to determine whether or not the composites had the capacity to reach level IIIA of NIJ test under high velocity impact test and type of failure form toward target area. The tests were conducted using hemispherical bullet which is made of mild steel with different pressure applied.The minimum velocity was set at 436 m/s as required for NIJ level IIIA [19].
6.3. Energy absorption
For each test, the impact energy was calculated by referring to the muzzle velocity [22]. Energy absorption in relation to impact velocity is interpreted in terms of striking velocity,or the amount of kinetic energy absorbed by the composite material. Projectiles which pass through the panel are considered to have achieved complete penetration(CP),whereas the others are characterized as being partial penetration(PP).The energy absorbed by the fabric is equal to the residual energy amount subtracted from total impact energy. When bullet found penetrates through the sample, Equation (1) can be expressed as
Table 4Result of V50 test for (4:18 WB:WEG).
Table 4 (continued)

If no penetration occurs to completely capture the kinetic energy of the bullet, the residual velocity will be equal to zero, as expressed in Equation (2) below

It was observed that the initial of pressure applied led to increasing speed of the projectile.
Fig. 7 depicts the velocity of the projectile versus the energy absorption in the sample tests.Cylinder gas pressure represents the applied pressure at the projectile end.Three specimens were tested repeatedly to estimate the effectiveness of each sample. This clarified the higher levels of energy absorption of the targets shot by each hemispherical bullet. The data was contrasted with the minimum speed toward reaching level IIIA according to NIJ 0101.06 Standard [19]. At impacting velocity of 349 m/s, the energy absorption was only 0.323 which was the lowest among the others.Meanwhile, at the velocity of 355 m/s and 372 m/s, the energy absorption is increasing to 0.334 J and 0.368 J respectively. The results generally exhibit expanding linear energy absorption with an increase of impact velocity. According to the NIJ 0101.06 standard,the requirement minimum velocity to reach level IIIA is 436 m/s.During the test,the maximum velocity obtain for projectile can be reached was 372 m/s as tabulated in Table 6 the minimum velocity is only 372 m/s. Thus, for this test, the ability for sample to withstand the bullet only can reach the level II.
A hemispherical bullet provides higher impact force than the other available bullets, including ogival and conical shape bullets[22]. Air resistance was neglected while running the experiment.The recording cylinder pressure date represents the applied pressure at the projectile end.Consequently,the propellant force can be estimated according the following equation

The dynamic energy that require to propel the projectile through the long panel of the ballistic gun machine of 4.00 m in length is clarified in the equation below

The initiation velocity(Vi)can be estimated from the propellant energy and the mass of the bullet

Essentially, pressure affects damage size, causing several types of failure related to projectile speed. The flat end surfaces can increase projectile resistance against target hardness and reduce projectile deformation as a factor of successful penetration.
As indicated by Zainab et al. [22], the hemispherical projectile
should assimilate more energy than ogival and conical to achieve perforation.Sharp angle edges play a role in digging at impact point and shearing the fabric. The hemispherical shape provides more extension due to no sharp edge that is responsible about the dynamic shear stress.Fig.8 delineate the impact of the front and rear face with different pressure applied using hemispherical bullet shape. In the perforated panel, energy absorption of each layer gradually increases from front to back.It was discovered that in the perforated panels,the energy absorption efficiency of front layers is lower than the rear layers,due to various levels of requirement the transverse way given by the texture layers after the present layer[23].
Table 5Result of V50 Test for (9:4:9 EG:WB:EG).

Fig. 7. Energy absorption versus velocity produced from different applied pressure.

Table 6Performance of NIJ test of the composites.
6.4. Failures mode
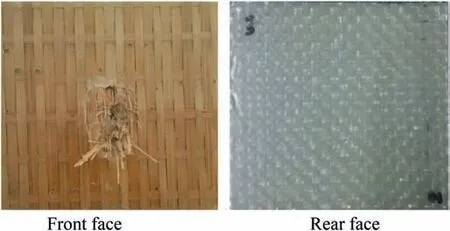
Fig. 8. The effect of shooting on the front and rear face.
The ballistic impact failure has been observed in couple of past examination[20,22,24].In this experiment,the multi-shot tests led toward the objective territory to characterize the ballistic limit of laminated hybrid bamboo/E-glass composite to withstand the bullet at specified velocities and different propellant masses. The failure mode represents the deformation of the front and rear target face that caused by the projectile energy. The failure mechanisms can be observed after the target absorbed the ballistic impact.The sample dimensions were 29×18×29 cm tested under the V50 ballistic limit. Fig. 9 shows the effect of sample after projectile propelling.
The multi-shot of bullets which propelled to the target area of the sample resulted penetration at certain velocities.The front face was observed to experience deformation caused by the failure mode.The damaged and perforation of bullet can be minimized by controlling and optimizing the velocity of each projectile.At points 5,7,8,9,10 and 11,complete penetration occurred.By referring to Table 5,the front and rear faces have shown effects after shooting.Increasing velocity as well as mass of the explosives unquestionably led to more prominent damage and full penetration. This was supported by previous researchers[25]who found that the damage area increased as the impact loads increased. The pressure wave starting from the effect direct moved along the yarn towards the edge of the texture, where they were reflected. In woven texture,each yarn hybrid guide served mostly to transmit and somewhat reflect the pressure wave [26] including numerous factors contributing to instrument failure.Delamination is the partition of cover layers between the limit layers of the fibers, as shown in Fig.10 and Fig.11.
Low impact velocities below the critical velocity (V50), the velocity at which 50% of the projectiles perforate the target,allowed the fabric to absorb more energy because the yarns do not fail during the initial stress rise and the transverse deflection of the fabric has time to propagate. High impact velocities greater than V50 caused localized damage and the yarns failed before significant transverse deflection could develop.Fibers at the impacted surface were observed to have pulled and spears of fibers appeared in between of laminated layers.Amid the infiltration procedure,shots do not break a few yarns, the wedging their way through the opening by pushing aside and slipping past the rest of the yarns[20]. Further investigation related to the influence of laminated layer bamboo was continued in several experiments [8-13].
It is interesting to note that, there is positive effect of tensile strength on the ballistics properties of these composites, Previously, in Refs. [8,9,12] the characterization on the mechanical tensile were extensively done. The highest tensile that reported was achieved on the Woven Bamboo/Woven E Glass composites, it is not surprise the ballistic performance of this combination give superior results compared with Woven Bamboo alone.
Fig.12 shows the influence of pressure on velocity. In this test,different amounts of pressure were used which utilized the distinctive effects of velocity. Higher pressure contributes to the higher impellent energy with increasing travelling speed.This was bolstered by Zainab et al.[22],who showed that pressure is directly proportional to velocity.Different levels of pressure applied by high speed projectiles led to the failure of the bamboo strips after shooting.The findings were reached as well in Kannan Rassiah et al.[8-13], who found that the bamboo strip had poor interfacial bonding and weak adhesion,causing low mechanical properties in the laminated layer composite.
In order to observe failure inside the damage,a sample was cut to highlight the cross-section views across the impact point. Since the impact energy of high velocity objects is dissipated over a smaller region,an additional damage mechanism is present at high velocities known as the shear plug,as shown in Fig.13.The energy of the projectiles travelling at ballistic velocities was sufficient to create a shear plug shear the front face of the composite.The depth of the shear plug appeared to be dependent on the velocity of projectile.The shear process continued in successive plies until the impact energy of the projectile was lowered to the point that the fibers could provide some resistance to shear [24]. For this specimen,the depth of shear plug only occurred at half of the specimen thickness.
Delamination is observed between plies throughout the thickness of the composite as shown in Fig. 14. The delamination was found to have occurred due to initial wave created upon impact.The extent of delamination was found to be reduced and minimized, since the damaged mode was through the creation of the shear plug. The time for delamination to propagate outwards decreases with depth in the composite as no penetration occurs.However[24], obtained opposite findings, in which the velocity of the projectile decrease as the bullet penetrates throughout the graphite fibers during the test.
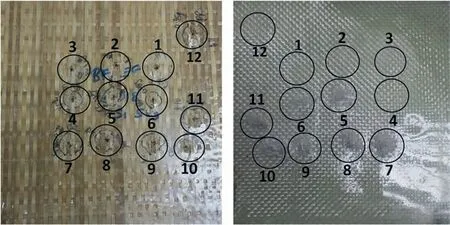
Fig. 9. The front and rear face after multi shot in V50 test according to location number.

Fig.10. The delamination occurred after test.
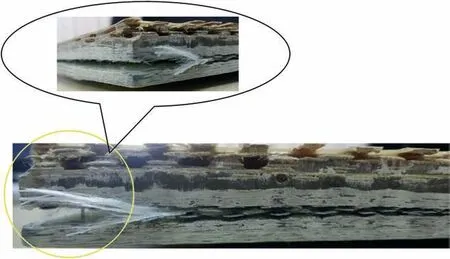
Fig.11. Fiber pullout.
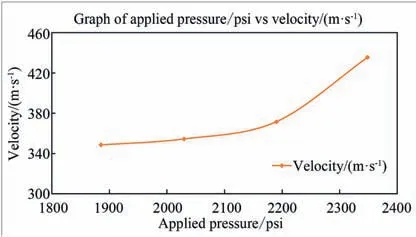
Fig.12. Velocity versus pressure.
Fig. 15 shows the fracture region of front layer resulting from initial impact suffered by the front bamboo fiber composite. The fibers which carried most of the loads are critical when damage occurs which caused failure. From the post impact panel, it is clearly seen in the front layers that fiber breakage is clear due to the high impact of the projectile.Different layers suggest that the fibers broke randomly at the weakest point over the length[23].However,breakage is typically limited to the zone near the impact and is constrained by the object size and energy.The propagation of shock energy is another factor contributing to fiber breaks [23].
Fig.13. The shear plug region.

Fig.14. Delamination between layers.

Fig.15. The fiber breakage.
In Fig. 16, when the bullet was pushed forward, the matrix cracking continued to grow in vertical direction. Ellis [24] also reported that the fibers in contact with the projectile were pushed forward,causing a line of matrix cracks within the ply to generate outward between fibers on either side of the projectile.This is due to the disadvantages of natural fibers. which have poor interfacial adhesion due to hydrophilic character of cellulose. The phenomenon leads to poor fiber dispersion and fiber matrix interfacial adhesion [25]. The cellulose, hemicelluloses, pectin and lignin are rich in hydroxyl groups, leading to natural fiber hydrophobicity[26].
Fig.16. The matrix cracking.
7. CONCLUSIONS
1) Shooting tests were successfully performed in order to determine the ballistic limit (V50) for both samples which are 9:4:9 WEG: WB: WEG and 18:4 WB: WEG. By following the military standard of ML-STD-6682,it was discovered that 18:4 WB:WEG was able to withstand the bullet up to 482 m/s, which is more than the minimum speed to qualify for Level of National Institute of Justice (NIJ) IIIA standards. In the case of, 9:4:9 WEG:WB:WEG laminated arrangement, the materials only reached level II of the NIJ standards at 414 m/s.The multi-shot test shows evident that failure of the mechanism indicated extensive fibre pull out and delamination between the limit layers of glass fibers, which are brittle compared to bamboo fibre. This clearly shows that the e-glass cannot absorb the impact as much as the bamboo,leading to the separation of layers,in which the layers were no longer stacked together.
2) The NIJ test showed that the developed composites only reached the minimum speed of level II, which was 367 m/s. The composite failed to satisfy level III A.
3) The mechanism of failures was recognized when the bullet hit the target, shear plug failure occurred due to the travelling projectile,which then caused delamination from the dissipation of early wave from impact. The front face which is bamboo resulted in breakage of the fibre at the weakest point at which the bullet arrested at the impact panel.
Acknowledgements
The authors acknowledge the Fundamental Research Grant Scheme (FRGS) 1/2013/TK01/UPNM/01/2 and Universiti Pertahanan National Malaysia(UPNM)for supporting the research work,The Mechanical Engineering Department Politeknik port Dickson,The Coordinator of Composite Engineering Laboratory(FKP,UTeM)for granting permission to use all available equipment.
- Defence Technology的其它文章
- Body armour - New materials, new systems Ian G. Crouch*
- Special materials in pyrotechnics VII: Pyrotechnics used in thermal batteries☆
- Real-time calculation of fragment velocity for cylindrical warheads
- Heavy metal free primers: Polymorphism of gadolinium and titanium in the context of GSR glass phase Felice Nunziata
- Mitigation of EDFA transient effects in variable duty cycle pulsed signals
- Experimental investigations on wear properties of Palm kernel reinforced composites for brake pad applications