基于宏指令进行圆弧螺纹的数控车削加工
2019-07-15 05:28宾立罗洲
发明与创新·职业教育 2019年3期
宾立 罗洲
摘 要:圆弧螺纹在普通车床上加工劳动强度大,加工效率低且不易控制尺寸精度,且经常出现废品。如何高效的用手工编程加工出精密的圆弧螺杆,该问题一直没有完美地解决。用数车的方法加工圓弧螺杆,提高了效率和加工质量,自然也增加效益,本文着重介绍圆弧螺杆的数控车削方法。
关键词:圆弧螺杆;数控车削;加工效益
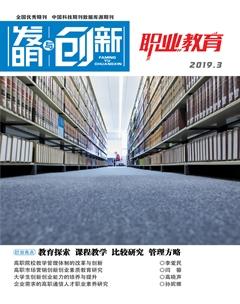
随着机械行业的发展,对产品功能要求的不断提高,对一些零件的机械结构也提出了更高的要求,其中具有代表性的就是圆弧螺纹。圆弧螺杆主要应用于航空传输机械、塑料挤压机械、罐装饮料和工程机械等方面都有体现。本文以下图(图1)为例,对该螺纹的数控车削工艺、参数及编程进行分析。
一、螺杆结构
数控车床主要加工轴类零件,主要涉及内/外圆表面、圆弧、锥度、螺纹、断面槽等。圆弧螺杆对编程的要求高,需要批量加工时必须要用参数化编程才能保证效率和质量。
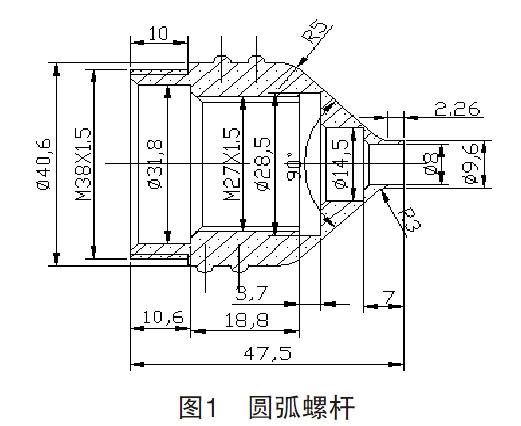
(一)结构特点(如图2所示)
由图可知该零件上的圆弧螺纹螺距为6,圆弧半径为R1.5,牙高为1.5,通过分析需要用强力切槽刀进行车削加工。
(二)螺杆的成型
加工圆弧螺杆,需要计算主轴每分钟转速,刀具的Z向定位点一致,利用机夹式数控切刀对螺旋线进行开粗,然后根据图纸精度要求选择合适的精车刀具。加工圆弧螺杆前,要做好充分准备,包括程序校验、机床仿真、刀具装夹等,做到方方面面考虑周全,才能加工出漂亮的圆弧螺杆。
二、工艺分析
在此,仅分析零件中圆弧螺纹部分的车削工艺、装夹与编制程序。
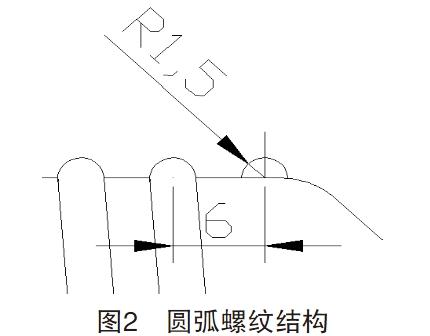
(一)零件的装夹
为了达到加工要求,防止工件振动影响加工质量,所以事先准备一根螺纹心轴,与图纸中M27X1.5的内螺纹配合,注意螺纹一定要旋合到位。三爪自定心卡盘夹装定位,具体装夹如图3所示。
(二)加工方法
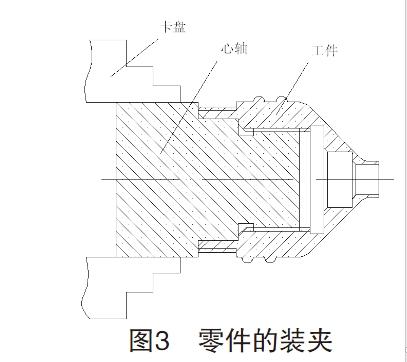
在车削的实际过程中,由于加工深度不断变化,切刀的两个刃与圆弧螺纹两侧的接触面会逐渐增大,加工越困难,轻则会产生振刀,增加切刀的磨损,重则出现崩刃、扎刀、断刀的危险,导致零件报废。为了解决以上问题,在车削的时候采取分层左右借刀的车削方法(每层切深为0.2mm,精加工余量为0.1mm),其中绿色刀路为精加工路线,蓝色刀路为粗加工路线(如图4所示)。
所谓分层车削,就是将圆弧螺纹的牙槽按一定的深度分成若干层,并且左右借刀进行加工,确保每次走刀的吃刀量基本一致。另一方面要考虑每一刀下去的切削力基本相同,才能降低切削的难度,并顺利地完成螺杆车削。对丝杆进行粗车的时候分成7-8层,进行精车时按轮廓轨迹车削即可。
(三)刀具的选用
该零件选用高强度的切槽刀具进行加工。粗加工时选用R0.4的刀尖角的切槽刀片,精加工时选用R0.2的刀尖角切槽刀片,均采用数控硬质合金图存刀具,粗加工时充分浇注冷却液保护刀具寿命,加工刀具。
三、程序编制
O0001;(粗车程序)
M03 S300 T0101; (主轴正转、换刀)
G00 X45 Z-15; (刀具定位)
#1=1.5; (牙高为1.5mm,分层进行加工)
WHILE #1 GT 0.1;(牙高大于0.1时分层)
#1=#1-0.2; (每层加工0.2mm)
#2=SQRT(1.5*1.5-#1*#1) (右边圆弧Z轴变量)
#3=6-3-2*#2 (左边圆弧Z轴变量)
#4=40.6+2*#1 (X轴坐标变量)
G00 W-#2 (右边圆弧定位)
G92 X#4 Z-40 F6 (圆弧螺纹加工)
G00 W-#3 (左边圆弧定位)
G92 X#4 Z-40 F6 (圆弧螺纹加工)
G00 Z-15 (返回定位点)
ENDW (宏程序结束)
M30; (程序结束)
O0002; (精车程序)
M03 S350 T0202; (换精车刀)
G00 X45 Z-15; (刀具定位)
G92 X43.6 Z-40 F6 (右边圆弧顶螺纹)
G00 W-7 (右边圆弧顶定位)
G92 X43.6 Z-40 F6 (右边圆弧顶螺纹)
G00 Z-15 (返回定位点)
#1=1.5; (牙高为1.5mm,分15层进行加工)
WHILE #1 GT 0; (当牙高大于0时继续分层)
#1=#1-0.1; (每层加工0.1mm)
#2=SQRT(1.5*1.5-#1*#1) (圆弧Z轴变量)
#3=6-3-2*#2 (圆弧Z轴变量)
#4=40.6+2*#1 (X轴坐标变量)
G00 W-#2 (右边圆弧定位)
G92 X#4 Z-40 F6 (右边圆弧螺纹加工)
G00 W-#3 (左边圆弧定位)
G92 X#4 Z-40 F6 (左边圆弧螺纹加工)
G00 Z-15 (返回定位点)
ENDW (宏程序结束)
M30; (程序结束)
四、结束语
在数控车上采用宏指令进行参数化编程,达到分层车削加工圆弧螺纹的效果。根据牙深,设计若干分层,使每刀车削的深度与切削受力基本一致,使切削难度降低,并顺利地完成螺杆车削,提高了生产效率与加工稳定性。
参考文献
[1] 宾立.矩形螺纹的数控加工方法研究[J].职业教育,2017(1):113-114.
[2] 丁峰.数控车削梯形螺纹方法探讨[J].精密制造与自动化,2009(2):61-62.
[3] 沈春根.数控车宏程序编程实例精讲[M].机械工业出版社,2014.