R型销类零件装配到位判定方法
2019-07-11 09:37:42张攀张勇荣溪超冯勇吴斌陈学军西北机电工程研究所
上海计量测试 2019年3期
张攀 张勇 荣溪超 冯勇 吴斌 陈学军 / 西北机电工程研究所
0 引言
R型销是一种轴向限位类零件,其作用与开口销类似,广泛应用于带孔销的轴向限位上。R型销一般采用弹簧钢制作而成,具有弹性功能。R型销的弹性性能使之能在装配到位的情况下自动固定在所装销轴的轴端,但同时存在装配不到位和未装配R型销的状态。本文所论述的方法正是用于检测R型销是否装配到位。
1 传统方法
在实际装配过程中,一般采用人工判定或CCD自动检测来判定。人工由于本身的缺陷:疲劳、自身素质等因素,在大规模生产中很难控制判定质量;CCD自动检测是将实际装配图像与系统存储的标准装配图像进行对比,来判定装配状态。目前市场上CCD价格基本都在几万元,甚至十几万元以上,采用CCD进行判定,成本很高。而且,某些特殊的环境及状况下,采用CCD进行判定比较困难。比如:狭小空间、检测零件的颜色及表面反光影响图像质量。基于以上状况及需求,提出了本文中的判定设备。
2 数学原理
R型销实际卡装到位的位置位于图1的O点位,在自动化快速装配中,由于R型销具有弹性功能,在弹性作用下,以及R型销本身的形状及安装工件(带孔销)的形状等综合因素,R型销装配后会存在O点、O'点位及未装配R型销等三种情况。
如图1所示,圆心为O,半径为OR的圆容纳了R型销装配到位后的空间范围,当R型销卡滞到O'点时,其整体会向左偏移OO'长度,此时R型销将会从圆OR的范围中出来。
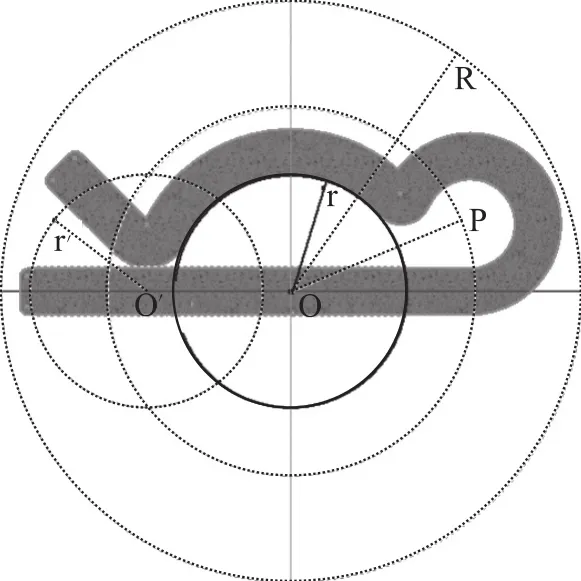
图1 判定设备的数学原理示意图
给出两组开关检测信号,分别对应圆OR和圆OP的到位与否,通过开关信号有、无的两两组合所产生的三种有效形式(剩余一种组合无效,舍弃),就可以检测上述三种工况。
3 判定机构
图2为R型销,图3为R型销装配到位状态,即位于图1中的O点;图4为R型销装配临界状态,即位于图1中的O'点,此状态属于不稳定状态;图5为缺少安装R型销,即未进入图1中的圆心为O、半径为OR的圆内。

图2 R型销

图3 R型销装配到位状态

图4 R型销装配临界状态
图5 缺少安装R型销
基于以上数学原理及R型销最终装配所实际呈现的三种状态,笔者研发了一种自动化检测设备,其核心部分如图6所示。

图6 R型销装配到位设备结构图
4 设备说明
内套10通过过渡板5、内套运动导向轴13与内套感应板2刚性连接;内套感应传感器3与固定板14刚性连接,内套感应板2与固定板14可以相对运动,其缓冲力通过内套缓冲弹簧4提供。所以,内套感应传感器3通过检测内套感应板2的运动变化即可反应内套10相对于固定板14的运动变化。
外套9与内套10可以轴向滑动,其缓冲力通过外套缓冲弹簧12提供,外套感应传感器6与过渡板5刚性连接,外套感应板7与外套9刚性连接,所以,外套感应传感器6通过检测外套感应板7的运动变化即可反映外套9与内套10轴向滑动的运动变化。
设备判定测驱动元件1的运动部件与固定板14刚性连接。
5 原理动作
判定设备初始位置:内套缓冲弹簧4、外套缓冲弹簧12通过相连接的零件分别将内套10及外套9推向最下端位置。此时两个传感器3和6不会感应到信号。
当设备判定驱动元件1驱动固定板14到需判定零件的相对固定位置时,内套10从带孔销的轴端插入后,分别会有以下三种状态。
(1)当R型销装配处于图3状态时,内套10会被R型销8轴向推起R型销8的厚度距离,即内套感应板2相对于固定板14上升R型销8的厚度距离,此时,内套感应传感器3会感应到信号,判定设备判定此装配存在R型销8;由于R型销8装配到位,R型销8相对于带孔销中心形成的最大圆小于外套9的内圆,所以,外套9不会被推起,即外套感应板7不会被推起,外套感应传感器6不会感应到信号。即,当内套感应传感器3感应到信号而外套感应传感器6没有感应到信号时,判定为装配到位。
(2)当R型销装配处于图4状态时,同上,判定设备判定此装配存在R型销8;但是,由于R型销8装配不到位,R型销8相对于带孔销中心存在偏心,其所形成的最大圆会增大。此时,外套9的内圆小于其最大圆,所以,外套9会被推起R型销8的厚度距离,即外套感应板7会被推起R型销8的厚度距离,外套感应传感器6会感应到信号。即,当内套感应传感器3感应到信号同时外套感应传感器6也感应到信号时,判定为装配临界。
(3)当R型销装配处于图5状态时,同上原理,即内套感应传感器3和外套感应传感器6都不会感应到信号,判定为缺少安装。
归纳为表1所示。

表1 两支传感器信号有无所对应的判定结果
因此,当内套感应传感器3感应到信号,而外套感应传感器6没有感应到信号时,R型销8装配到位,即合格,否则,即不合格。
6 结语
本套设备设计紧凑,安装、维护方便。在自动化生产过程中可快速完成判定,提高了生产效率,其误差率极低,极大降低了人工检测成本。在设备的使用寿命内,对运动部件定期维护,可确保设备长期稳定地工作。
猜你喜欢
当代陕西(2022年5期)2022-04-19 12:10:46
橡塑技术与装备(2021年3期)2021-02-03 07:41:42
河南科学(2020年3期)2020-06-02 08:30:10
金融法苑(2018年2期)2018-12-07 00:59:52
机械制造(2018年5期)2018-08-31 02:13:52
江西理工大学学报(2018年3期)2018-07-09 07:18:12
Coco薇(2015年11期)2015-11-09 12:41:12
Coco薇(2015年1期)2015-08-13 02:07:03
健康女性(2014年12期)2015-04-15 03:28:52
浙江人大(2014年1期)2014-03-20 16:19:55