一种简易取内套工具的设计
2018-08-31 02:13:52
机械制造 2018年5期
莱钢集团设备检修中心 山东莱芜 271104
在机械加工中,经常会遇到将内套从工件本体内孔中取出的情况。如果工件本体内孔与内套为间隙配合或工件本体内孔为直通孔,取出内套的方法较为简单。但当遇到工件本体内孔为盲孔或台阶孔,且与内套为过渡配合,或装有密封圈,或孔与内套生锈咬合等情况时,采用普通方法则较难将内套顺利取出[1-3]。
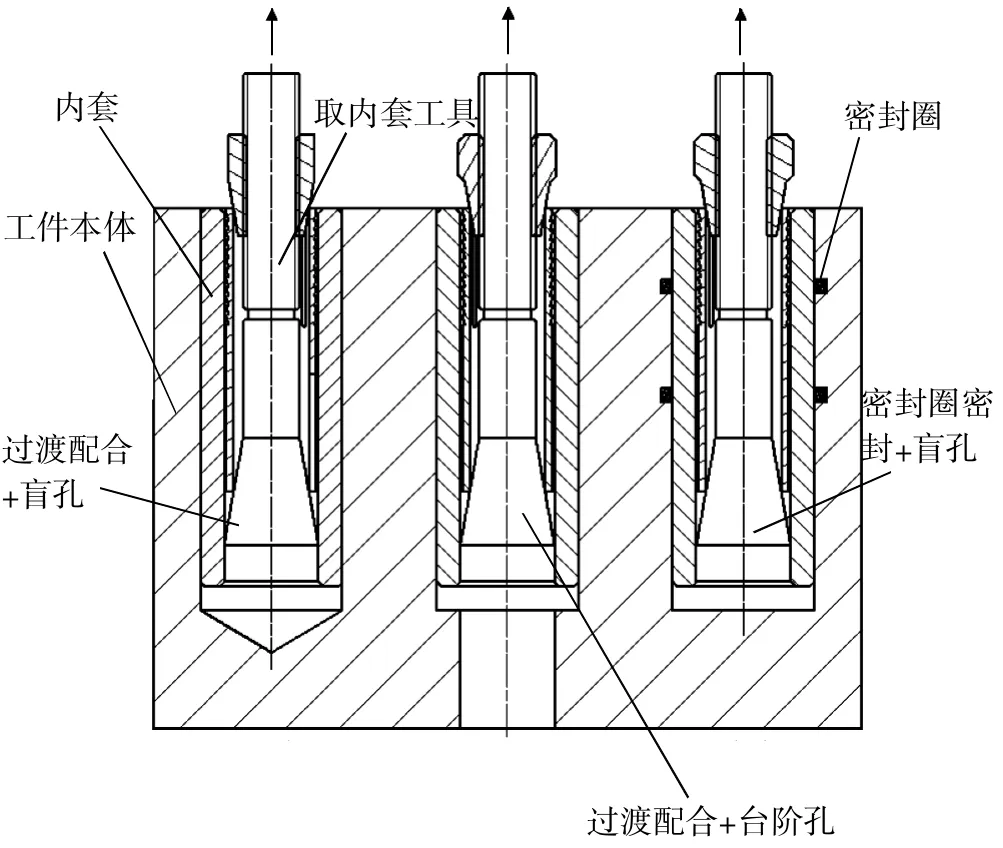
图1所示为三种常见内套状态:过渡配合+盲孔、过渡配合+台阶孔、密封圈密封+盲孔。
目前,针对内套较难取出的情况,主要采取切削加工去除的方法,这将导致生产成本增加,生产效率降低,同时还可能对工件本体造成损坏[4-5]。
1 取内套工具的设计

▲图1 常见内套状态
为了解决上述难点,通过研究分析,笔者设计了一种简易取内套工具,能够快速有效地取出内孔中所装配的内套,提高了工作效率。
如图2所示,取内套工具由锥头螺杆、套管和锥形螺母组成。其中,锥头螺杆尺寸应根据内套孔径尺寸确定,锥头外圆大端外径应比内套孔径小0.2~0.3 mm,为保证套管有效膨胀,螺杆锥度应控制在15~20°。套管外径应根据内套孔径确定,一般外径单边尺寸应比内套孔径小1~1.2 mm,壁厚应控制在1~1.5 mm,且应在一端加工鱼鳞扣,同时加工出四根细长槽,另一端加工出三根细长槽。锥形螺母应根据锥头螺杆和套管确定锥形小端外径尺寸,这一尺寸应介于螺杆外径与套管内径之间,且锥度应控制在 15~20°[6-8]。
2 取内套步骤
取内套工具的使用步骤如下。
(1)将锥头螺杆、套管和锥形螺母按图2所示装配,并预紧锥形螺母,使套管倒扣侧膨胀至与内套孔径相近。套管鱼鳞扣端细长槽数多于另端侧,会先发生膨胀。
(2)如图3所示,将取内套工具放入内套中,并使用扳手拧紧锥形螺母,使得套管上下两端均发生膨胀,与内套胀紧。鱼鳞扣起到防止取内套工具旋转和窜出的作用。
(3)使用拔销器将内套从工件本体中取出。
3 关键技术
所设计的简易取内套工具关键技术如下。
(1)取内套工具由锥头螺杆、套管和锥形螺母组成。
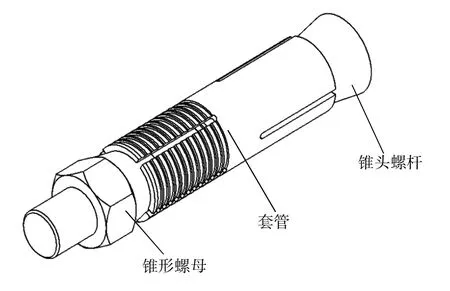
▲图2 取内套工具
▲图3 取内套示意图
(2)锥头螺杆与锥形螺母在锥头侧具有合适的锥度,保证套管有效膨胀。
(3)套管外径与内套孔径存在适当间隙,一端加工鱼鳞扣及细长槽,另一侧加工细长槽,且鱼鳞扣端细长槽数多于另一端。
(4)利用膨胀原理,使套管与内套胀紧,并用拔销器将内套从工件本体中取出[9-11]。
4 结束语
笔者设计了一种简易取内套工具,针对内套难于取出的情况,利用这一工具可以快速、有效地取出工件内孔中所装配的内套,还可以保证工件本体不受损坏,同时提高生产效率,降低生产成本。
猜你喜欢
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
昆明医科大学学报(2021年1期)2021-02-07 01:06:48
橡塑技术与装备(2021年3期)2021-02-03 07:41:42
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
江西理工大学学报(2018年3期)2018-07-09 07:18:12
中国修船(2016年1期)2016-06-23 13:28:16
中华老年口腔医学杂志(2016年5期)2016-03-01 02:24:22
中国继续医学教育(2015年5期)2016-01-07 07:38:17