精梳机给棉方式对棉网均匀度的影响
2019-07-04 03:11:34陈宇恒任家智冯清国
山东纺织科技 2019年3期
陈宇恒,任家智,冯清国
(中原工学院,河南 郑州 450007 )
精梳机给棉方式包括前进给棉、后退给棉,它是改变精梳质量及落棉率的重要工艺参数[1,2]。纺纱企业对这两种给棉方式进行了大量研究,主要集中在分析其对精梳落棉率、精梳条的短绒率、棉结个数及成纱质量的影响,认为追求纺纱质量,纺制细特、高品质纱线应加大落棉率,采用后退给棉;追求纺纱效率、纱线质量要求不高应尽量减小落棉率,采用前进给棉[3-5],但目前研究缺少给棉方式对分离接合质量及输出棉网均匀度的影响。因此,本文针对上述问题,基于精梳机分离接合原理,研究了给棉方式对分离罗拉输出分离丛的质量分布及输出棉网均匀度的影响,为企业生产合理选择给棉方式提供参考。
1 理论分析
精梳机具有周期性分离接合的特点,为完成新、旧棉网的接合工作,每一个工作周期都要将上一个周期中输出旧棉网的尾端倒入机内,与本周期分离罗拉产生的新分离丛头尾搭接,以形成如图1所示的连续棉网[6]输出机外。因此,分离罗拉输出棉网的质量由单个分离丛的质量分布决定,而钳口外须丛的质量分布又决定了单个分离丛的形态分布[7,8]。精梳机给棉方式影响着钳板闭合时钳口外受梳棉丛的长度及重复梳理次数,因此,它对分离丛质量分布及输出棉网均匀度有重要的影响。
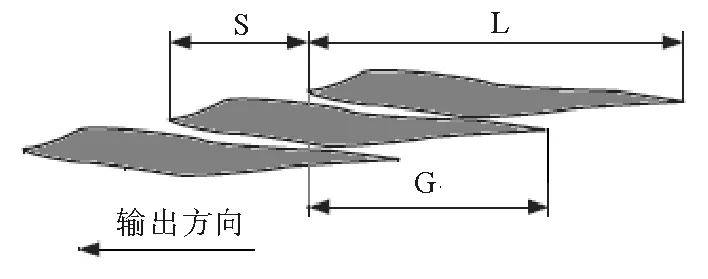
图1 精梳机分离接合示意图
1.1 给棉方式对钳口外棉丛长度及重复梳理次数的影响
根据精梳机给棉过程分析可得,采用前进给棉与后退给棉钳口外棉丛受梳理长度分别为L1、L2。设B为分离隔距(钳板在最前位置时,钳板钳口与分离罗拉钳口间的距离),K1、K2为前进给棉、后退给棉的喂棉系数(0≤K1、K2≤1),A为给棉长度,则前进给棉与后退给棉锡林梳理时钳口外棉丛长度L1、L2的数学表达式为[9]:
L1=B+(1-K1)A
式(1)
L2=B+K2A
式(2)
分离罗拉每钳次分离出的须丛长度等于给棉长度A,钳口外的棉须丛要经过多次梳理后才能被分离,从棉丛受到锡林梳理开始到被完全分离,受到锡林梳理的次数为重复梳理次数。设精梳机钳口外未被锡林梳理的死隙长度为δ,采用前进给棉与后退给棉时,其重复梳理次数N1、N2的计算公式[9]如下:
式(3)
式(4)
现有新型高速精梳机K1近似于0.6、K2近似于1[4],代入公式得:
L1=B+0.4A
式(5)
L2=B+A
式(6)
式(7)
式(8)
由式(5)~式(8)可知,当分离隔距B与给棉长度A不变时,采用后退给棉方式,其锡林梳理时钳口外受梳棉丛长度比前进给棉多0.6个给棉长度,钳口外棉丛重复梳理次数比前进给棉多0.6次。因此,改变给棉方式将改变钳口外受梳棉丛长度及重复梳理次数,影响单个分离丛的质量分布,对分离罗拉输出棉网均匀度产生影响。
1.2 不同给棉方式钳口外棉丛的质量分布
分离罗拉一个周期从钳口外分离的棉丛长度为给棉长度A,精梳机给棉长度为4 mm~6 mm。在JSFA588型精梳机上,测得前进给棉、后退给棉时钳板钳口外棉丛头端0~6 mm段质量分布如图2所示。可知与前进给棉相比,后退给棉时钳口外受梳棉丛长度长,从开始梳理到被分离走受到的重复梳理次数多,钳口外棉丛头端0~6 mm每段纤维的质量较前进给棉小,每个工作周期被分离罗拉抽出形成分离丛的纤维数量少,造成分离丛与输出棉网的形态发生改变。
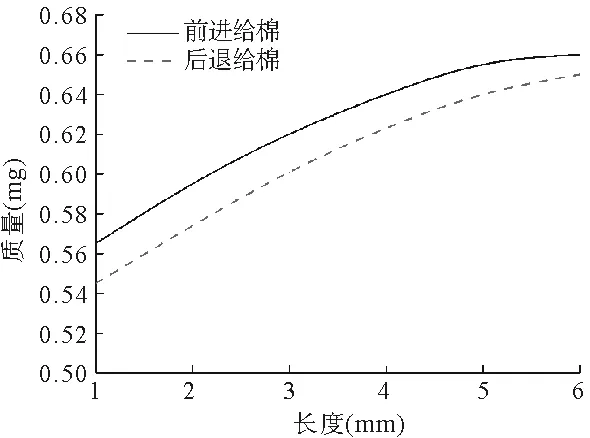
图2 不同给棉方式时钳口外棉丛质量分布
2 试验
2.1 试验原料与设备
细绒棉,原棉品级三级,手扯长度28.6 mm;JSFA588型精梳机,有效输出长度26.68 mm,小卷定量70 g/m,给棉长度5.2 mm,落棉隔距9 mm,锡林定位37分度,分离罗拉搭接刻度0刻度,顶梳插入深度0 mm。
2.2 试验方案
在JSFA588型精梳机上,保持其它工艺参数不变,改变精梳机给棉方式,利用复写纸粘性取得不同给棉方式下精梳机一个周期内输出的单个分离丛,利用2 mm切断称重的方法获得分离丛质量百分率分布曲线,比较分析不同给棉方式的曲线特征。根据精梳机分离接合原理,精梳机输出棉网是由头端间隔等于精梳机有效输出长度的多个分离丛搭接形成,利用单个分离丛质量百分率分布曲线获得不同给棉方式下分离罗拉输出棉网质量百分率分布曲线,计算并分析输出棉网各项特征参数。
3 结果与分析
3.1 不同给棉方式分离丛质量百分率分布曲线
在JSFA588型精梳机上,采用手盘动精梳机的方法获得不同给棉方式时的单个分离丛,并对分离丛进行2 mm切段称重,以分离丛输出端为原点,分离丛长度为横坐标,2 mm片段纤维质量百分率为纵坐标,绘制不同给棉方式的分离丛质量百分率分布曲线,如图3所示,曲线特征参数见表1。
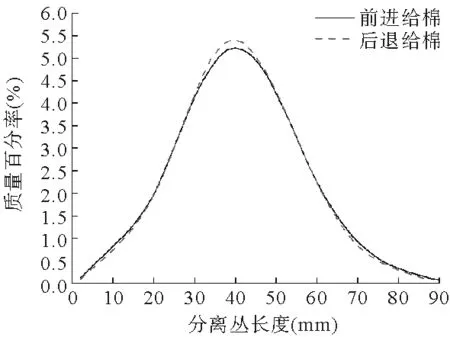
图3 不同给棉方式时分离丛质量百分率分布曲线
由图3及表1可知,分离罗拉输出单个分离丛的质量百分率分布曲线形态接近正态分布;与前进给棉相比,后退给棉的分离丛长度稍短,分离丛质量百分率曲线10 mm、70 mm处质量百分率较小,峰值较大且均出现在40 mm处;与前进给棉相比,后退给棉的分离丛质量百分率CV稍大。
3.2 不同给棉方式棉网质量百分率分布曲线
JSFA588型精梳机有效输出长度为26.68 mm,根据精梳机分离接合的基本原理,分离罗拉输出棉网是由多个分离丛以头端相距26.68 mm搭接而成。利用不同给棉方式时单个分离丛2 mm片段质量百分率绘制分离罗拉输出棉网2 mm片段质量百分率分布曲线,见图4、图5,输出棉网特征参数见表2。

表1 不同给棉方式时分离丛特征参数
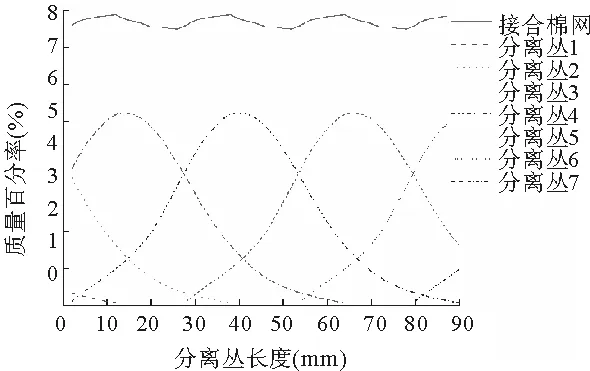
图4 前进给棉时输出棉网质量百分率分布曲线
由图4、图5和表2可知,不同给棉方式的输出棉网质量百分率分布曲线均呈现以26.68 mm为周期的变化规律;在单个分离丛长度的输出棉网上,共有7个分离丛参与接合工作,每一个2 mm片段截面内均有3~4层棉网叠合,多层叠合有利于提高输出棉网均匀度;与前进给棉相比,后退给棉的输出棉网质量百分率谷值较小、峰值较大、均值相等,CV值较大,说明后退给棉对棉网均匀度有不利影响。
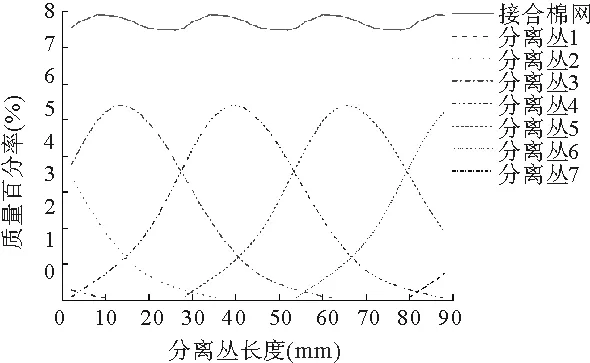
图5 后退给棉时输出棉网质量百分率分布曲线

表2 不同给棉方式时输出棉网特征参数
4 结论
保持精梳机其它工艺参数不变,改变精梳机给棉方式,会造成钳板钳口外受梳纤维长度及重复梳理次数发生变化,引起单个分离丛曲线形态改变;与前进给棉相比,后退给棉的分离丛长度较短,10 mm、70 mm处的分离丛质量百分率较小,峰值质量百分率较大,CV值较大;分离罗拉输出棉网质量百分率分布曲线呈现周期变化规律,输出棉网截面内由多个分离丛搭接而成;与前进给棉相比,后退给棉输出棉网质量百分率CV值较大,对棉网均匀度有不利影响。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:56
棉纺织技术(2021年5期)2021-12-23 14:55:09
小哥白尼·野生动物画报(2021年6期)2021-07-14 18:20:50
重型机械(2020年4期)2020-06-29 03:02:58
数学大王·趣味逻辑(2019年10期)2019-11-06 03:16:22
现代冶金(2018年1期)2018-04-08 06:08:12
广州文艺(2017年8期)2017-09-13 17:07:28
环球市场信息导报(2016年9期)2016-08-05 06:51:23
大型铸锻件(2015年4期)2016-01-12 06:35:10
河北传媒研究(2015年6期)2015-07-12 12:05:40