
三塔甲醇精馏流程的模拟与优化
2019-07-02 07:30
化肥设计 2019年3期
(哈密广汇环保科技有限公司,新疆 哈密 839303)
甲醇是一种重要的基础化工原料,也是性能优良的能源,可以用于生产二甲醚、甲醛、氯甲烷、甲胺和硫酸二甲酯等多种有机产品,也可生产甲醇燃料电池、汽油辛烷值助推剂等。目前,国内外生产甲醇的技术或专利商很多,国外甲醇技术主要有庄信万丰(Davy公司)、德国Lurgi、丹麦Topsφe和瑞士casele公司技术等,国内甲醇技术主要有华东理工大学、南京国昌、四川天一等公司,这些技术均应用比较广泛。无论采用哪种工艺技术,甲醇合成工序生产的甲醇产品都是粗甲醇(甲醇质量分数一般在85%~95%),除了水还含有醚、酮、酯等杂质,为了满足甲醇的产品质量标准要求,必须对粗甲醇进行精制。甲醇精馏过程所需能耗占甲醇生产总能耗的10%~20%,降低甲醇精馏过程的能耗,对于提高企业的经济效益、实现企业的可持续发展具有重要的意义。
1 甲醇精馏技术
粗甲醇的精制一般采用精馏法。现代甲醇精馏法主要依据甲醇生产规模、甲醇精馏消耗、甲醇产品的质量以及精馏投资而综合考虑选择不同的甲醇精馏工艺流程,常见的有单塔流程、双塔流程、三塔流程等。
单塔流程即用一个精馏塔来精馏甲醇,但是该方法得到的甲醇纯度较低、回收率不高,一般用来生产燃料级甲醇或MTO级甲醇。
双塔流程设置预精馏塔和产品塔两个精馏塔。预精馏塔除去轻组分和气体,产品塔产出甲醇产品。双塔流程简单,产出的甲醇能够满足工业使用。但收率低,能耗也相对较大,一般适用于小规模生产,常见于传统的氨醇联合生产流程。
三塔流程采用预分离塔、加压塔和常压塔三个精馏塔,在预分离塔中除去沸点低于甲醇沸点的杂质,在加压塔、常压塔中除去沸点高于甲醇的杂质,同时采出符合质量标准的精甲醇[1]。将塔顶较高温度的甲醇蒸气作为常压塔再沸器的热源,无需设置常压塔再沸器,这样就节约了蒸汽。加压塔顶冷凝的甲醇作为产品输出,塔底液作为常压塔进料。常压塔顶产出甲醇产品,塔底产出废水和重组分。三塔流程的设计实现了双效精馏,可以有效地降低精馏过程中所需的能耗,是现代甲醇工业应用最广泛的精馏工艺。典型的甲醇精馏三塔流程见图1。
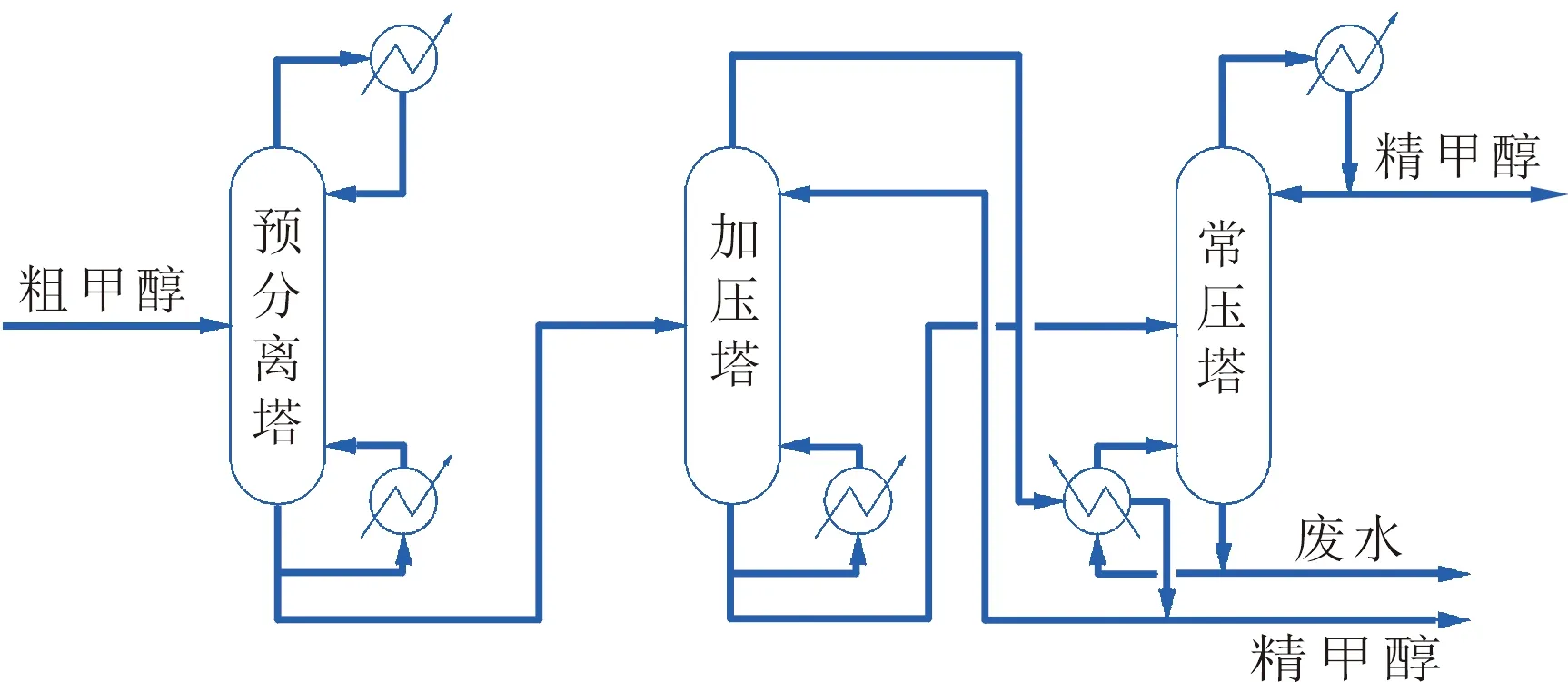
图1 典型的甲醇精馏三塔流程
2 模型建立
本文依据三塔双效甲醇精馏流程,通过Aspen plus建立模型。以表1典型粗甲醇组分为输入数据,通过Aspen plus程序的灵敏度分析工具、设计规定工具来设计、优化各个精馏塔的操作参数。在确保产品质量满足GB 338—2011工业甲醇中优等品质量标准,同时,实现甲醇精馏的能量集成利用。
2.1 模型建立的基础条件
(1)粗甲醇典型组成。粗甲醇典型组成见表1。

表1 粗甲醇典型组成
(2)粗甲醇原料参数。粗甲醇总摩尔流量:6 942.77 kmol/h;温度:25 ℃;压力:0.550 MPa。
(3)产品质量要求。精甲醇质量满足GB 338—2011工业甲醇中优等品;精甲醇的摩尔分数≥99.9%;甲醇的摩尔回收率≥99.5%。
2.2 单元操作模型及精馏系统建模
Aspen plus中提供精馏塔RadFrac模块,该模块属于多组分多平衡级计算分离模型,每一块塔板都到达气液相平衡,该模型计算比较精确。此外,Aspen中还提供DSTWU模块对普通精馏进行简捷计算,初步确定出最小/实际回流比、最小/实际理论板数、进料位置等操作参数,可以为RadFrac模块提供初值。
2.3 物性方法的选择
Aspen plus中提供了多种物性方法计算混合物的各种物化性质,粗甲醇组分中甲醇和水含量所占比例较高,甲醇分子和水分子之间具有较强的作用力,是典型的非理想极性物系,NRTL-RK或NRTL物性方法对该物系较为适合。
3 甲醇精馏模拟流程
本文在Aspen plus中建立三塔精馏模拟流程,分别用DSTWU模块进行初步模拟,得到初值,然后输入到RadFrac模块中,并适当调节参数进行精确模拟。其中,选用RadFrac模块,建立甲醇精馏三塔精馏模拟流程见图2。
4 模型计算与优化
4.1 加压塔T0102操作参数设定
先用DSTWU简捷计算模型算出初值,输入到RadFrac模型中。用Aspen plus所带的设计工具规定加压塔T0102的设计。其中,目标变量Mole purity是指加压塔塔顶流股甲醇的摩尔纯度;ABS(QCON/QREB)指加压塔塔顶冷凝器热负荷/常压塔塔釜再沸器热负荷。加压塔和常压塔要实现双效精馏,所以加压塔QCON和常压塔QREB的应该相等。采集变量Reflux ratio和D:F分别是指加压塔的摩尔回流比和塔顶馏出物的摩尔流量/进料的摩尔流量(以下流量均为摩尔流量)。计算结果见表2。
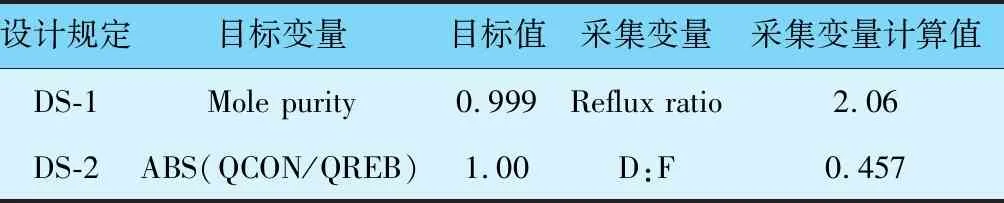
表2 加压塔T0102的设计规定和计算结果
经过模型计算得到加压塔塔顶冷凝器热负荷QCON为-84 930.37 kW,常压塔塔釜再沸器热负荷QREB为84 934.05 kW,表明两者热负荷匹配。
加压塔进料位置也会对甲醇的纯度和塔釜热负荷有一定的影响。为了确定流股<0118>的进料位置,分别选用加压塔塔顶甲醇的摩尔分数和塔釜热负荷为因变量,以流股<0118>进料位置为自变量做灵敏度分析(见图3、图4)。
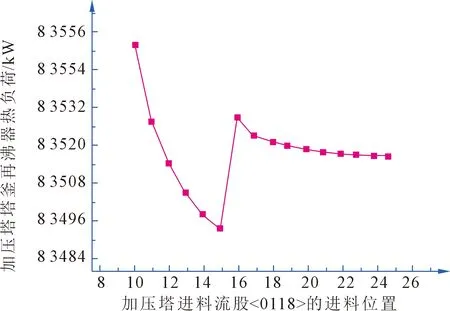
图4 流股<0118>的进料位置与热负荷的关系
从图3和图4可以看出,随着进料塔板数进料位置的增加(塔顶为第一块板),甲醇的摩尔分数逐渐增加,当大于20块板时趋近于不变。虽然当进料位置为第15块(理论板数,以下皆为理论板)时耗能最低,但是产品纯度并未达到要求。综合考虑取进料位置为第20块。
加压塔T0102操作参数的具体设置见表3。

表3 加压塔T0102操作参数
4.2 常压塔T0103操作参数设定
加压塔塔釜液<0119>进入常压塔T0103中,在常压塔中尽可能地把剩余的甲醇全部精馏出来,确保甲醇回收率达到较大值。D:F是影响塔顶甲醇流量最关键的操作参数,为了确定合适的塔顶馏出物摩尔流量/进料摩尔流量(D:F)需做设计规定,具体指定方法与计算结果见表4。

表4 常压塔T0103的设计规定和计算结果
从表4可以看出,甲醇流量的计算值并未达到所规定的目标值,这是因为当甲醇的含量非常少时,甲醇和水很难分离,有痕量的甲醇会留在水中。将D:F调整成0.573可以确保精馏出的甲醇量达到最大值。由此确定常压塔D:F值后,通过灵敏度分析工具进一步确定最优的塔板数和最优的进料位置。
以常压塔塔板数为自变量,塔顶流股<0109>甲醇的摩尔流量为因变量做灵敏度分析(见图5)。从图5可以看出当塔板数小于17块时,随着塔板数的增多,甲醇的流量逐渐增多,当大于17块时甲醇的流量基本保持不变。以此判断常压塔塔板数应为17块以上。为了确保塔顶甲醇浓度达到质量要求、塔底废水中甲醇含量达到较低值,工程设计中一般提高塔板数进行保守设计。
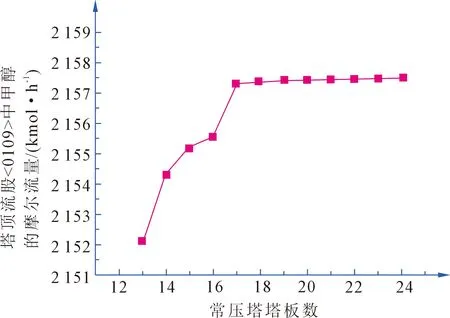
图5 常压塔塔板数和塔顶甲醇流量的关系
为了确定合适的进料位置,分别以塔顶甲醇的摩尔流量和塔釜再沸器热负荷为因变量,以流股<0119>的进料位置为自变量得做灵敏度分析图(见图6、图7)。从图6可以看出,当进料位置小于第13块板时,随着进料位置的增加,塔顶甲醇的摩尔流量逐渐增加;当大于13块时,随着进料位置的增加,甲醇的摩尔流量不再增加。由图7可以看出,当进料位置在第12块塔板时再沸器的热负荷最低,但是塔顶甲醇的含量较低,综合考虑可以选择第13块板为进料位置。
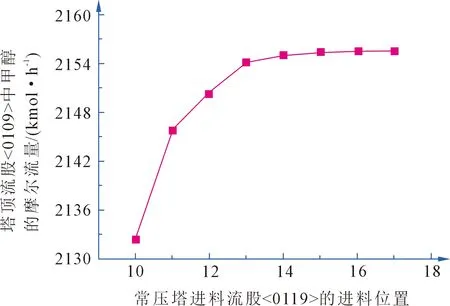
图6 常压塔进料流股位置和塔顶甲醇流量的关系

图7 常压塔进料流股位置和塔釜热负荷的关系
常压塔T0103操作参数的具体设置见表5。

表5 常压塔T0103操作参数
4.3 预分离塔T0101操作参数设定
预分离塔主要作用是分离出粗甲醇中的醚、酯等轻组分,预分离塔操作参数的优化结果见表6。

表6 预分离塔T0101操作参数
5 关键流股的模拟结果
精甲醇流股<0107>、<0109>和废水流股<0110>模拟结果见表7。

表7 精甲醇与废水流股的模拟结果
从模拟结果可以看出加压塔和常压塔精甲醇中甲醇摩尔分数都达到99.9%,全精馏系统计算甲醇回收率达99.5%以上。
6 结语
本文运用Aspen plus 软件模拟了甲醇精馏三塔工艺流程,通过设计规定和灵敏度分析工具确定了各个塔的最优操作参数。经过模型计算,三塔双效精馏工艺生产的甲醇产品纯度达到99.9%,甲醇回收率达99%以上。
三塔流程加压塔和常压塔实现两塔之间的双效精馏。虽然三塔精馏工艺较两塔工艺多一个精馏塔,整体投资较两塔工艺高20%,但是三塔流程相比双塔流程节约蒸汽约40%,能耗显著降低,有效地降低了操作成本,增加的固定投资可以在较短时间内收回,有利于提高企业的经济效益;同时,三塔工艺产出的甲醇中乙醇等杂质的含量较低,所得甲醇产品纯度也很高,且因为两个塔都可以产出精甲醇,可以用于大规模的生产,装置规模越大优势越明显。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
中州大学学报(2022年4期)2022-09-13
中国水运(2022年4期)2022-04-27
化学与生物工程(2022年4期)2022-04-27
科学家(2022年3期)2022-04-11
孩子(2020年12期)2020-01-06
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
爱你(2014年7期)2014-08-09
意林(2013年23期)2013-05-14
