
神宁炉煤粉输送系统运行优化
2019-07-02 07:30
化肥设计 2019年3期
(神华宁夏煤业集团煤制油气化厂,宁夏 银川 750411)
煤粉加压输送是利用载气压差来实现煤粉在密闭管道内输运的一种输送方式,其具有密闭、安全、易于实现自动化和连续操作等优点[1],是大规模煤粉气化中的关键技术之一[2],现已得到广泛运用。
神华宁煤煤制油项目应用“神宁炉”气化技术,自试车运行以来,各项参数指标都达到设计值,取得了良好的经济效益。气化装置煤粉输送系统采用给料罐侧出料型式,取得了较好的运行效果和经济效益,同时也暴露了一些小问题,制约着装置的长周期运行,笔者介绍了煤粉输送系统的主要工艺流程,通过对生产过程中煤粉输送系统存在的问题进行了分析及研究,并探讨了相应优化方案。
1 工艺流程
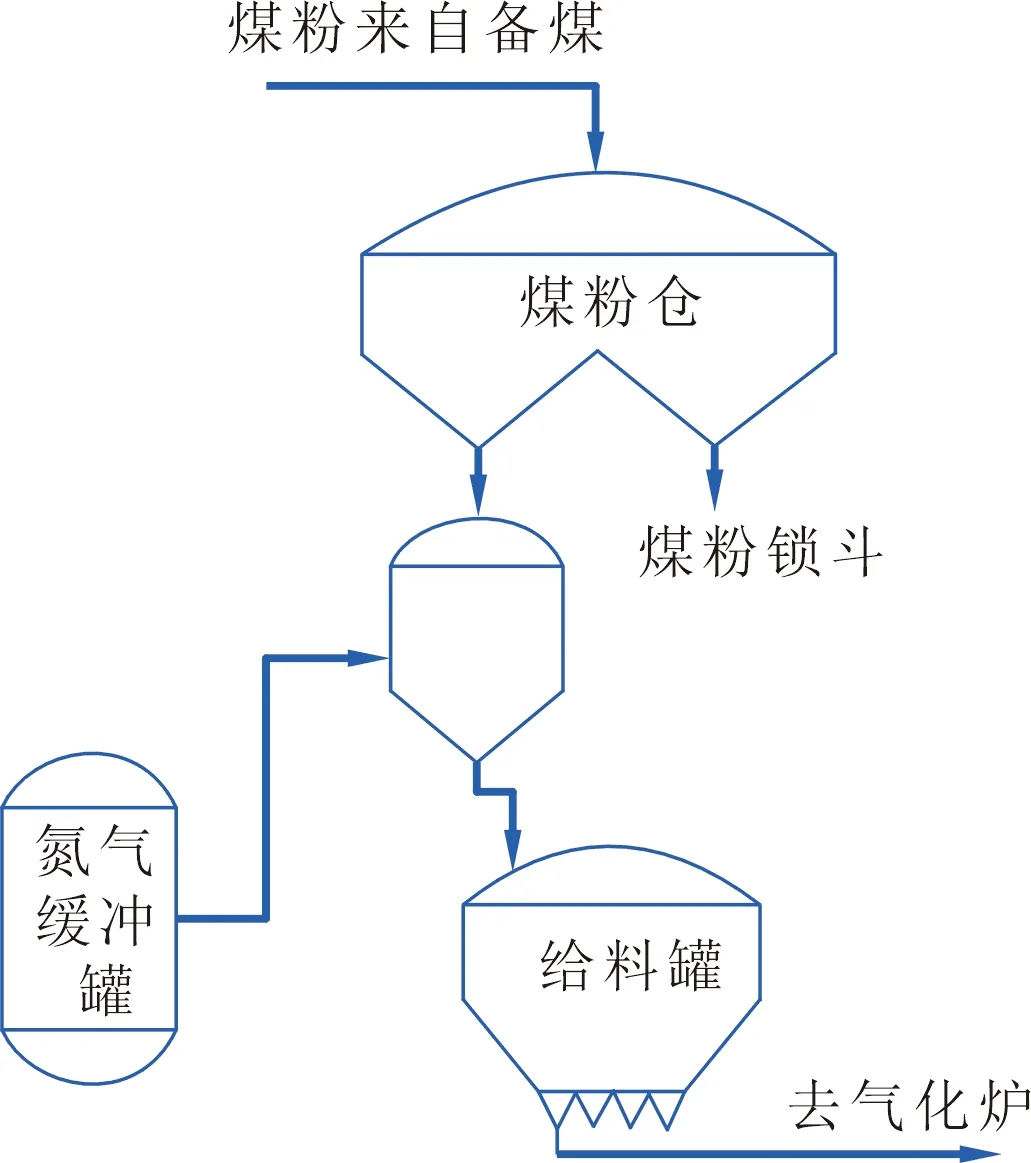
图1 煤粉输送单元工艺流程
煤粉输送系统的主要设备包括煤仓、煤仓过滤器、锁斗、减压过滤器、给料罐、缓冲罐和输送到气化炉组合烧嘴的4根煤粉管线,其工艺流程见图1。其主要的工艺目的是通过2个锁斗的顺控循环,把煤仓里常压的煤粉升压至给料罐的操作压力,由给料罐通过4根煤粉输送管线,送至气化炉的组合烧嘴进行气化反应,同时根据工艺需要调整煤粉的流量,并由安全仪表系统进行安全监控。
备煤单元制出合格煤粉后,通过气力输送系统的2根输煤管线,以切线的角度输送进入煤仓顶部中央的圆形进口,均匀分配至2个隔室,每个隔室下层设置4个煤粉疏松元件,由经过预热的低压氮气保持连续吹扫,以控制煤仓内部的氧含量和松动煤粉。从煤仓隔室出口下来的煤粉,分别进入相应的锁斗后进行加压,把煤仓下来的常压煤粉升压到给料罐生产所要求的操作压力,通过锁斗顺控来实现这一过程,保证给料罐向气化炉的连续供粉。
锁斗顺控泄压至减压过滤装置,减压过滤器放在煤粉仓顶部,通过垂直管道与煤粉仓直连,同时由旋转给料阀提供辅助动力,保证减压过滤器滤袋收集的煤粉靠重力进入煤粉仓,排放气过滤后送往下游工段。
2 煤粉输送单元运行中存在的问题
神宁炉自试车运行以来,因煤粉系统参数波动,联锁气化炉停车较为频繁,严重制约了装置的长周期运行。煤粉加压输送系统运行中的问题主要有两个方面。
(1)煤粉锁斗下料不畅导致气化炉被迫降低负荷,不能满足生产负荷要求;锁斗顺控自动化程度低,顺控运行中时而需要人为干预;锁斗升压完毕后大气量退出,缓冲罐出口压力调整不及时,出口安全阀超压起跳,影响锁斗升压。针对这类问题,主要采取调整联锁、顺控的方式实现优化控制。
(2)给料罐内部架桥现象严重,导致煤粉管线煤量跟不上,影响气化炉实际运行负荷;煤粉管线异物堵塞导致煤粉密度、煤粉输送速度波动联锁气化炉跳车。针对这类问题,加大源头煤质的管理力度,对煤粉制备单元纤维分离器进行技改,增强纤维分离效果,防止出现煤粉管线堵塞、波动等现象。
3 优化措施
3.1 煤质方面
跟踪调查发现,由配煤中心输送过来的原煤煤质差,煤中经常夹带塑料瓶、杂草、纤维等杂质,将从备煤磨机排渣箱、纤维分离器清理出的杂物与气化装置煤粉角阀清理出的杂物进行对比,发现种类相同。制定针对性的管理措施,以现场煤质管控为重点,通过建立原煤煤质台账,不定期组织召开质量分析会,加强生产工艺过程的精细化管理,加大巡检力度,确保块煤、煤矸石中的杂质在源头消除。
备煤装置纤维分离器设计存在缺陷,纤维分离器筛网间隙过大,煤粉过滤效果差,经常在煤粉角阀、减压管等煤粉输送狭窄处造成堵塞,气化炉被迫停车。经历优化改造,最终将原设计分体式斗状过滤结构改造为斗状净化转盘全覆盖结构,该结构具有无间隙、大容量、易清理的优点(见图2、图3),有效地降低了杂物进入煤粉系统的风险。

图2 煤粉纤维分离器技改前照片

图3 煤粉纤维分离器技改后照片
3.2 工艺联锁优化
针对运行中出现的问题,采取以下优化措施。变更缓冲罐1入口设定值,将缓冲罐1入口压力设定由6.5 MPa降为5.7 MPa,降低缓冲罐1的运行压力,如此一来,锁斗升压时可以开大缓冲罐1出口调节阀,缩短升压时间,保证运行负荷,同时不会造成缓冲罐1出口安全阀起跳。
为避免锁斗升压结束后,煤粉反窜氮气管线,导致锁斗升压气管线或笛管堵塞,锁斗通气锥、管道充气器内部烧结、金属损坏,增加锁斗升压总管压力与锁斗压差的二级联锁,压差联锁设定值为0.2 MPa,当锁斗的压力低于锁斗升压总管的压力时,联锁关闭锁斗升压总阀。升压气管线增加1寸旁路,旁路阀常开,保持对锁斗内部的连续吹扫,可有效避免管线堵塞。
重新优化锁斗顺控,将锁斗破拱程序从锁斗顺控中摘出,不再自动调用,减少顺控下煤时间,设置破拱按钮,只在工况有需要时手动启动破拱程序,辅助下料;同时根据锁斗运行情况,设置上下路升压气比值,调节范围在0.4~0.6之间。通过优化锁斗顺控,有效解决了锁斗升压、下料慢等问题,提高了锁斗自动化程度,维护了装置的稳定运行。
3.3 设备内件优化
停炉后对锁斗、给料罐内部进行检查,发现锁斗笛管支架不牢固、通气锥内部烧结、金属破损、给料罐煤粉管线与流化盘间距过小等内件问题,针对该类问题制定了优化措施。
采用高强度不锈钢材料对锁斗笛管支撑实施密封焊(见图4),延长运行周期。更换通气锥内件,并在笛管外侧等间距开孔(见图5),保证吹扫流化气量的基础上降低通气锥内外压差,降低了笛管堵塞、通气锥烧结、金属破裂风险。联系设计院进行模拟,调整给料罐流化盘与煤粉管线间距,增加锥部煤粉流化效果,增强输送的稳定性;煤粉管线支撑采用1 mm厚角钢,焊接时设置70°倾角,避免给料罐内部架桥。

图4 锁斗笛管支撑密封焊

图5 锁斗笛管外侧开孔
3.4 操作优化
给料罐压力与气化炉压差要控制平稳,一般压差大于0.6 MPa时煤粉管线角阀会相应关小,反之角阀会开大。运行中,如果角阀开大,煤粉密度波动大,煤粉输送速度高,则煤量相对也高,煤粉偏差会大,不利于炉内的均匀燃烧,可以通过提高给料罐的压力、稳定气化炉压力来达到关小角阀和稳定煤粉密度、煤粉输送速度的目的。
出现单根煤粉管线小幅波动时,优先通过调整煤粉管线注射气体量进行调整,若煤粉管线输送速度高,煤粉密度低,则关小注射气体及角阀吹扫气,观察调整情况。如果单根煤粉管线波动较大或几根煤粉管线同时波动,判断是流化盘附近煤粉流化问题,需要调整给料罐点式流化气量,通过快速活动点式流化气量改善给料罐锥部煤粉流化情况,使煤粉能够在给料罐内均匀分布,保证良好供给。
4 结语
煤质对煤粉输送单元的影响较大,加强输煤、煤粉制备源头管理,可提升系统运行稳定性。在煤质满足生产的条件下,经过工艺联锁、设备内件的技改优化,煤粉输送稳定性进一步提高,实现了平均煤粉流量波动幅度小于3%,维护了装置的长周期运行,进一步提高了经济效益。
猜你喜欢
氮肥与合成气(2022年10期)2022-12-14
氮肥与合成气(2022年2期)2022-11-27
中国资源综合利用(2022年7期)2022-08-08
磷肥与复肥(2022年6期)2022-08-02
安徽工业大学学报(自然科学版)(2022年3期)2022-07-14
选煤技术(2022年2期)2022-06-06
能源工程(2022年2期)2022-05-23
中氮肥(2022年2期)2022-03-24
固体火箭技术(2019年5期)2019-11-15
科技风(2019年36期)2019-01-13
